TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025122877
公報種別
公開特許公報(A)
公開日
2025-08-22
出願番号
2024018585
出願日
2024-02-09
発明の名称
ステータコアの製造方法
出願人
本田技研工業株式会社
代理人
個人
,
個人
主分類
H02K
15/02 20250101AFI20250815BHJP(電力の発電,変換,配電)
要約
【課題】冷却媒体の流路を備えた回転電機のステータコアを高能率で製造することができる、ステータコアの製造方法を提供すること。
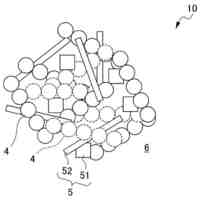
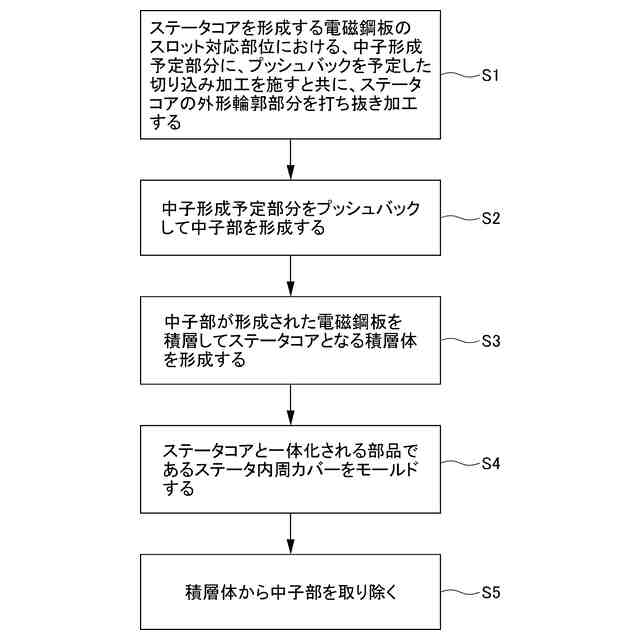
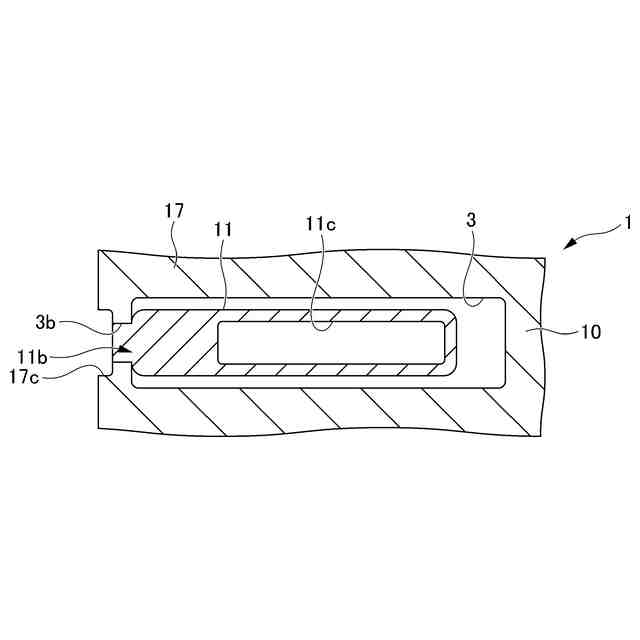
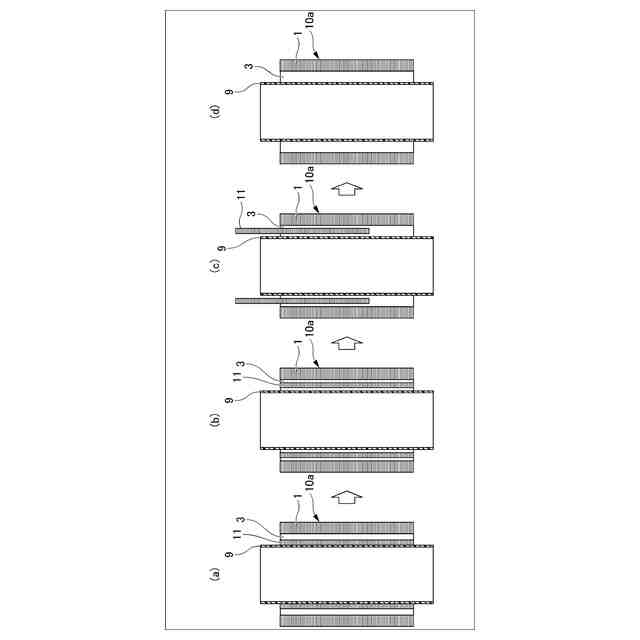
【解決手段】電磁鋼板を、ステータコアのスロット対応部位の中で中子部11にする中子形成予定部分11aに対しプッシュバックを予定した切り込み加工を施す第一工程S1と、第一工程S1で切り込み加工を施された中子形成予定部分11aを、プッシュバックして第一工程S1以前の位置に戻して中子部11を形成する第二工程S2と、第二工程S2によって中子部11を形成した電磁鋼板10を積層して積層体10aを形成する第三工程S3と、第三工程S3で形成した積層体10aに対し、ステータコア1と一体化される部品(ステータ内周カバー9)をモールドする第四工程S4と、第四工程S4に次いで積層体10aから中子部11を取り除く第五工程S5と、を含む、ステータコアの製造方法。
【選択図】図2
特許請求の範囲
【請求項1】
複数のスロットが形成されるステータコアの材料である電磁鋼板の、当該スロット対応部位における、後に中子部とする中子形成予定部分に、プッシュバックを予定した切り込み加工を施す第一工程と、
前記第一工程で切り込み加工を施された前記中子形成予定部分を、プッシュバックして前記第一工程以前の位置に戻して前記中子部を形成する第二工程と、
前記第二工程によって前記中子部を形成した前記電磁鋼板を積層して積層体を形成する第三工程と、
前記第三工程で形成した前記積層体に対し、前記ステータコアと一体化される部品をモールドする第四工程と、
前記第四工程に次いで前記積層体から前記中子部を取り除く第五工程と、
を含む、ステータコアの製造方法。
続きを表示(約 470 文字)
【請求項2】
前記第一工程では、前記電磁鋼板に対し、前記中子形成予定部分にプッシュバックを予定した切り込み加工を施す一方、前記ステータコアの外形輪郭部分を打ち抜き加工する請求項1に記載のステータコアの製造方法。
【請求項3】
前記第二工程で形成する前記中子部は、前記ステータコアの内周に向いた前記スロットの開口部を覆う閉塞形状部を有する請求項1または2に記載のステータコアの製造方法。
【請求項4】
前記第二工程で形成する前記中子部は、自己の平面投影外形が前記スロットの平面投影外形よりも小さい請求項3に記載のステータコアの製造方法。
【請求項5】
前記第二工程で形成する前記中子部は、自己の平面投影外形内に空所が形成される請求項4に記載のステータコアの製造方法。
【請求項6】
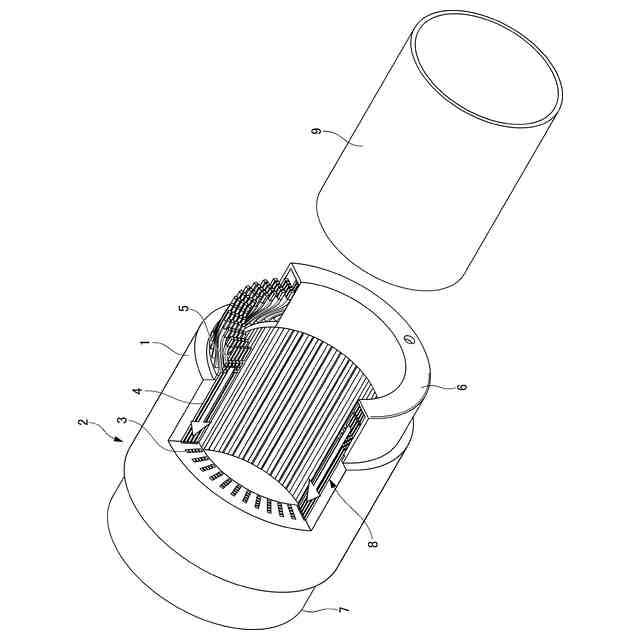
前記第四工程で形成する前記部品は、前記ステータコアの内周面を覆ってこのステータコアを有する回転電機の冷却媒体流路を構成するステータ内周カバーである請求項1に記載のステータコアの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ステータコアの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
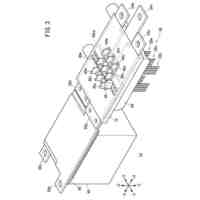
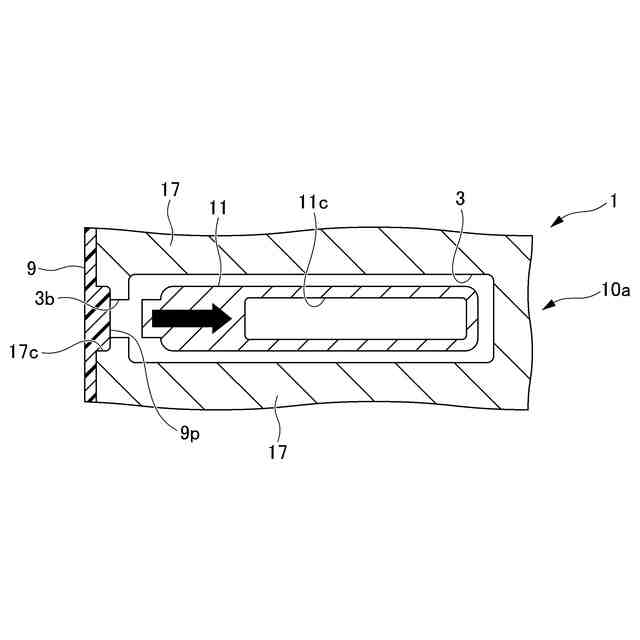
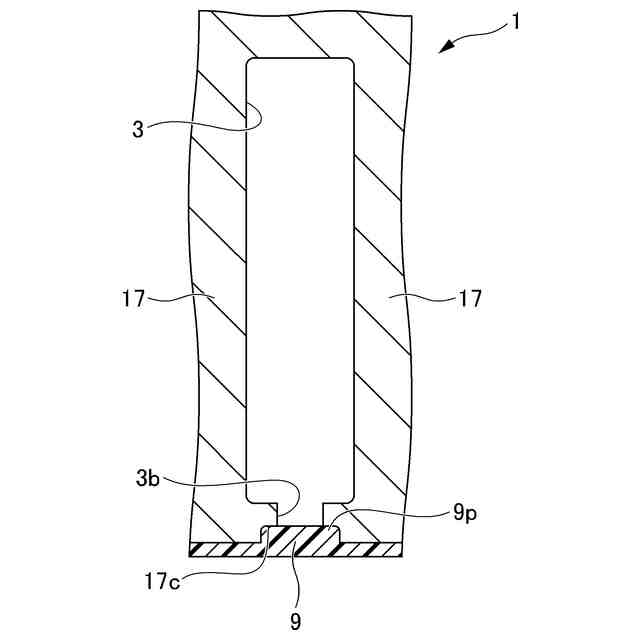
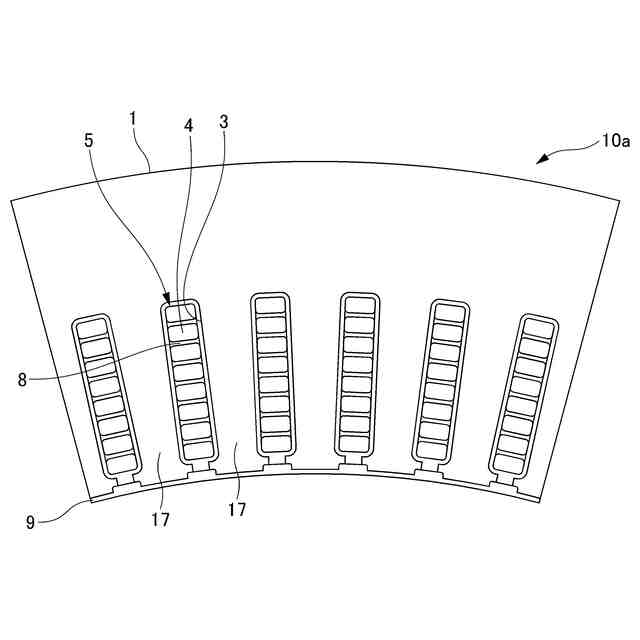
回転電機のステータコアは、当該ステータコアに対応する形状に加工された電磁鋼板を積層して構成される。このようなステータコアのスロット内に冷却媒体を循環させて冷却する手法が採用されることがある。この手法では、コイル導体を冷却しながらスロット内を軸方向に流れる冷却媒体がロータとのギャップ内に漏れ出さないように、ステータコアの内周面に沿って環状のステータ内周カバーを設けて各スロットの内周側の開口部を封止する。
【0003】
一方、回転電機のステータコアを周方向に所定角度分毎の複数のブロックに分割して構成し、これら複数のブロックを相互間にダミーカシメブロックを介して環状に締結し、その後ダミーカシメブロックを除去するステータコアの製造方法が提案されている(特許文献1参照)。
【0004】
他方、近年、低炭素社会または脱炭素社会の実現に向けた取り組みとして、車両に関する分野では電動化技術に関する開発が活発化している。車両の電動化については、エネルギー効率の高い回転電機が求められる。このような回転電機の製品化に向けて、歩留まりが高く延いては省電力につながるようなステータコアの製造方法が求められる。
【先行技術文献】
【特許文献】
【0005】
特開2016-111865号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示されている手法は、ステータコアの冷却媒体がロータとのギャップ内に漏れ出さないように各スロットの内周側の開口部を封止するステータ内周カバーをモールド成形するための手法としてそのまま応用できるものではない。
【0007】
本発明は、上述のような事情に鑑みてなされたものであり、冷却媒体の流路を備えた回転電機のステータコアを高能率で製造することができ、延いてはエネルギー効率の改善に寄与できるステータコアの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
(1)複数のスロット(例えば、後述するスロット3)が形成されるステータコア(例えば、後述するステータコア1)の材料である電磁鋼板(例えば、後述する電磁鋼板10)の、当該スロット対応部位における、後に中子部(例えば、後述する中子部11)とする中子形成予定部分(例えば、後述する中子形成予定部分11a)に、プッシュバックを予定した切り込み加工を施す第一工程(例えば、後述する第一工程S1)と、前記第一工程で切り込み加工を施された前記中子形成予定部分を、プッシュバックして前記第一工程以前の位置に戻して前記中子部を形成する第二工程(例えば、後述する第二工程S2)と、前記第二工程によって前記中子部を形成した前記電磁鋼板を積層して積層体(例えば、後述する積層体10a)を形成する第三工程(例えば、後述する第三工程S3)と、前記第三工程で形成した前記積層体に対し、前記ステータコアと一体化される部品(例えば、後述するステータ内周カバー9)をモールドする第四工程(例えば、後述する第四工程S4)と、前記第四工程に次いで前記積層体から前記中子部を取り除く第五工程(例えば、後述する第五工程S5)と、を含む、ステータコアの製造方法。
【0009】
(2)前記第一工程では、前記電磁鋼板に対し、前記中子形成予定部分にプッシュバックを予定した切り込み加工を施す一方、前記ステータコアの外形輪郭部分を打ち抜き加工する(1)のステータコアの製造方法。
【0010】
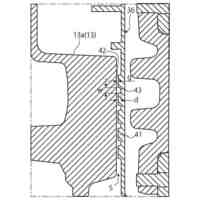
(3)前記第二工程で形成する前記中子部は、前記ステータコアの内周に向いた前記スロットの開口部を覆う閉塞形状部(例えば、後述する閉塞形状部11b)を有する(1)または(2)のステータコアの製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
本田技研工業株式会社
車両
16日前
本田技研工業株式会社
ロボット
14日前
本田技研工業株式会社
回転機械
15日前
本田技研工業株式会社
触媒インク
16日前
本田技研工業株式会社
触媒インク
16日前
本田技研工業株式会社
物体検出装置
26日前
本田技研工業株式会社
位置推定装置
22日前
本田技研工業株式会社
動力伝達装置
13日前
本田技研工業株式会社
車両制御装置
22日前
本田技研工業株式会社
電力変換装置
23日前
本田技研工業株式会社
管理システム
23日前
本田技研工業株式会社
鞍乗り型車両
20日前
本田技研工業株式会社
鞍乗り型車両
15日前
本田技研工業株式会社
電力変換装置
27日前
本田技研工業株式会社
鞍乗り型車両
15日前
本田技研工業株式会社
導体接合方法
22日前
本田技研工業株式会社
作業システム
15日前
本田技研工業株式会社
鞍乗り型車両
8日前
本田技研工業株式会社
電力変換装置
27日前
本田技研工業株式会社
クラッチ装置
7日前
本田技研工業株式会社
鞍乗り型車両
6日前
本田技研工業株式会社
電流検出装置
28日前
本田技研工業株式会社
電流検出装置
28日前
本田技研工業株式会社
水電解システム
16日前
本田技研工業株式会社
水電解システム
12日前
本田技研工業株式会社
非接触受電装置
14日前
本田技研工業株式会社
水電解システム
22日前
本田技研工業株式会社
リーク検出装置
28日前
本田技研工業株式会社
燃料電池システム
12日前
本田技研工業株式会社
形状計測システム
20日前
本田技研工業株式会社
時間変化出力回路
27日前
本田技研工業株式会社
回転電機システム
15日前
本田技研工業株式会社
燃料電池システム
27日前
本田技研工業株式会社
燃料電池システム
27日前
本田技研工業株式会社
電気化学スタック
7日前
本田技研工業株式会社
充給電管理システム
26日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ