TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120626
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015545
出願日
2024-02-05
発明の名称
ケーブル被覆層の品質検査方法
出願人
株式会社プロテリアル
代理人
弁理士法人平田国際特許事務所
主分類
G01N
21/65 20060101AFI20250808BHJP(測定;試験)
要約
【課題】ケーブル被覆層を構成する樹脂材料の配向度を評価することにより、ケーブル被覆層における亀裂の発生しやすさを予測することができる、ケーブル被覆層の品質検査方法を提供する。
【解決手段】ケーブルに含まれる樹脂からなるケーブル被覆層に偏光させたレーザーを照射し、ラマンスペクトルを測定する測定工程と、前記ラマンスペクトルにおける、前記レーザーの偏光方向に強度が依存する偏光依存ピークの強度と前記偏光方向との関係に基づいて、前記ケーブル被覆層の配向度を評価する評価工程と、を含む、ケーブル被覆層の品質検査方法を提供する。
【選択図】図4
特許請求の範囲
【請求項1】
ケーブルに含まれる樹脂からなるケーブル被覆層に偏光させたレーザーを照射し、ラマンスペクトルを測定する測定工程と、
前記ラマンスペクトルにおける、前記レーザーの偏光方向に強度が依存する偏光依存ピークの強度と前記偏光方向との関係に基づいて、前記ケーブル被覆層の配向度を評価する評価工程と、
を含む、ケーブル被覆層の品質検査方法。
続きを表示(約 720 文字)
【請求項2】
前記樹脂がフッ素系樹脂であり、
前記偏光依存ピークがA
1
モードのC-C伸縮振動に帰属されるピークである、
請求項1に記載のケーブル被覆層の品質検査方法。
【請求項3】
前記偏光依存ピークの強度を、E
2
モードのC-C伸縮振動に帰属されるピークの強度で規格化する、
請求項2に記載のケーブル被覆層の品質検査方法。
【請求項4】
前記評価工程において、前記偏光方向を変えて測定された2つの前記偏光依存ピークの強度を用いて、前記ケーブル被覆層の配向度を評価する、
請求項1に記載のケーブル被覆層の品質検査方法。
【請求項5】
前記評価工程において、前記偏光方向が前記ケーブルの長尺方向に平行であるときに測定された前記偏光依存ピークの強度と、前記偏光方向が前記ケーブルの長尺方向に垂直であるときに測定された前記偏光依存ピークの強度を用いて、前記ケーブル被覆層の配向度を評価する、
請求項1に記載のケーブル被覆層の品質検査方法。
【請求項6】
前記測定工程において、前記ラマンスペクトルをマッピング測定し、
前記評価工程において、前記マッピング測定により得られたマッピング像の各ピクセルに含まれる前記偏光依存ピークの強度のヒストグラムを作成し、前記ヒストグラムから求められる前記偏光依存ピークの強度の平均値、中央値、又は標準偏差と前記偏光方向との関係に基づいて、前記ケーブル被覆層の配向度を評価する、
請求項1~5のいずれか1項に記載のケーブル被覆層の品質検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ケーブル被覆層の品質検査方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、ケーブルのシースにおける亀裂の発生を抑える技術が知られている(特許文献1を参照)。特許文献1に記載のケーブルは、シールド層の周囲を覆うように設けられたシースの厚さに対して、シールド層を構成する金属素線の外径が所定の割合に収められた構成を有する。
【0003】
この構成によれば、ケーブル外径を細くし、シースの厚さを薄くした場合でも、繰り返し捻回によってシールド層に断線が生じることを抑制して、シールド層の断線部分との擦れによるシースの亀裂の発生を抑制することが可能になる。
【先行技術文献】
【特許文献】
【0004】
特開2023-44086号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らは、鋭意研究の結果、シースなどのケーブル被覆層を構成する樹脂材料の配向度が、ケーブル被覆層における亀裂の発生しやすさに大きく影響を及ぼすことを見出した。すなわち、ケーブル被覆層を構成する樹脂材料の配向度を評価することができれば、ケーブル被覆層における亀裂の発生しやすさを予測することができ、それによって、従来のケーブルと比較して、ケーブル被覆層における亀裂の発生がより効果的に抑制されたケーブルを選定することなどが可能になる。
【0006】
本発明の目的は、ケーブル被覆層の配向度を評価することにより、ケーブル被覆層における亀裂の発生しやすさを予測することができる、ケーブル被覆層の品質検査方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、上記課題を解決することを目的として、ケーブルに含まれる樹脂からなるケーブル被覆層に偏光させたレーザーを照射し、ラマンスペクトルを測定する測定工程と、前記ラマンスペクトルにおける、前記レーザーの偏光方向に強度が依存する偏光依存ピークの強度と前記偏光方向との関係に基づいて、前記ケーブル被覆層の配向度を評価する評価工程と、を含む、ケーブル被覆層の品質検査方法を提供する。
【発明の効果】
【0008】
本発明によれば、ケーブル被覆層の配向度を評価することにより、ケーブル被覆層における亀裂の発生しやすさを予測することができる、ケーブル被覆層の品質検査方法を提供することができる。
【図面の簡単な説明】
【0009】
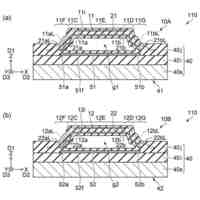
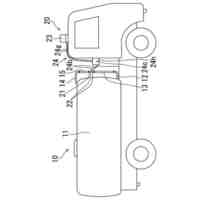
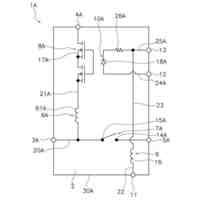
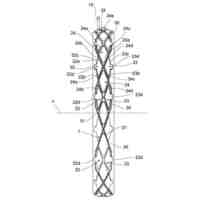
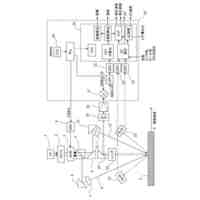
図1は、本発明の実施の形態に係るケーブルの一例の径方向の断面図である。
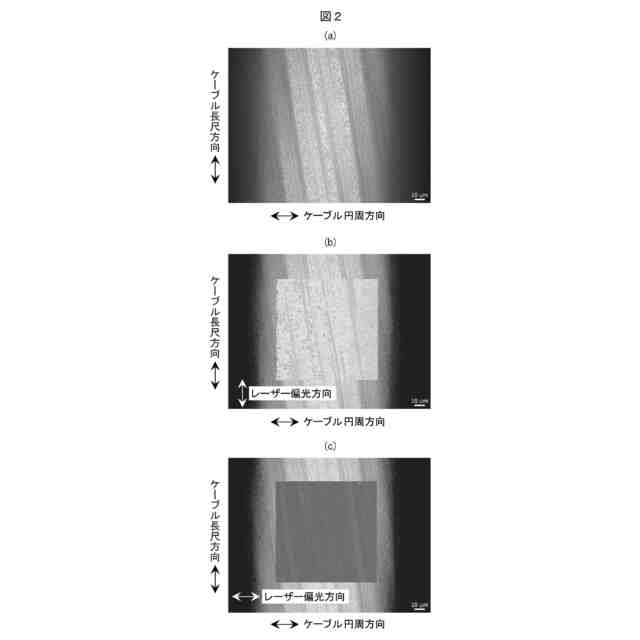
図2(a)は、試料Aのケーブル被覆層の表面の光学顕微鏡像である。図2(b)、(c)は、図2(a)の光学顕微鏡像の上に形成された試料Aのマッピング像である。
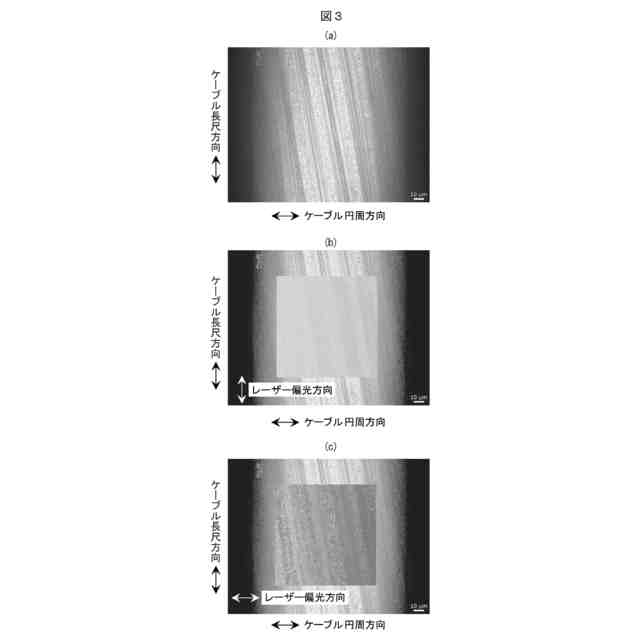
図3(a)は、試料Bのケーブル被覆層の表面の光学顕微鏡像である。図3(b)、(c)は、図3(a)の光学顕微鏡像の上に形成された試料Bのマッピング像である。
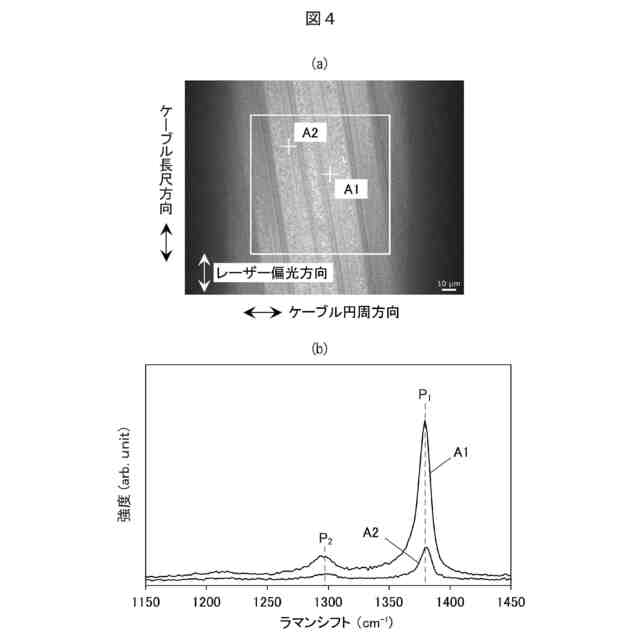
図4(a)、(b)は、図2(b)に示される試料Aのマッピング像を取得したマッピング測定において測定されたラマンスペクトルの例を示す。
図5(a)、(b)は、図2(c)に示される試料Aのマッピング像を取得したマッピング測定において測定されたラマンスペクトルの例を示す。
図6(a)、(b)は、図3(b)に示される試料Bのマッピング像を取得したマッピング測定において測定されたラマンスペクトルの例を示す。
図7(a)、(b)は、図3(c)に示される試料Bのマッピング像を取得したマッピング測定において測定されたラマンスペクトルの例を示す。
図8(a)は、図2(b)に示される試料Aのマッピング像の各ピクセルに含まれるC-C伸縮振動強度比から作成されたヒストグラムである。図8(b)は、図2(c)に示される試料Aのマッピング像の各ピクセルに含まれるC-C伸縮振動強度比から作成されたヒストグラムである。
図9(a)は、図3(b)に示される試料Bのマッピング像の各ピクセルに含まれるC-C伸縮振動強度比から作成されたヒストグラムである。図9(b)は、図3(c)に示される試料Bのマッピング像の各ピクセルに含まれるC-C伸縮振動強度比から作成されたヒストグラムである。
図10(a)は、試料Aの9箇所において実施されたマッピング測定により得られた配向度(I
p
/(I
p
+I
c
))とそれらの平均値を示すグラフである。図10(b)は、試料Aの9箇所において実施されたマッピング測定により得られたC-C伸縮振動強度比(I
p
、I
c
)とそれらの平均値を示すグラフである。
図11(a)は、試料Bの9箇所において実施されたマッピング測定により得られた配向度(I
p
/(I
p
+I
c
))とそれらの平均値を示すグラフである。図11(b)は、試料Bの9箇所において実施されたマッピング測定により得られたC-C伸縮振動強度比(I
p
、I
c
)とそれらの平均値を示すグラフである。
【発明を実施するための形態】
【0010】
(ケーブル被覆層の品質検査方法)
本発明の実施の形態に係るケーブル被覆層の品質検査方法によれば、ラマン散乱測定を用いてケーブル被覆層の配向度(ケーブル被覆層を構成する樹脂の分子の配向度)を評価し、ケーブル被覆層における亀裂の発生しやすさを予測することができる。ケーブル被覆層とは、ケーブルの最も外側に設けられた絶縁性の被覆層をいうものとする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ユニパルス株式会社
力変換器
15日前
横浜ゴム株式会社
音響窓
17日前
株式会社豊田自動織機
産業車両
22日前
三菱電機株式会社
計測器
9日前
株式会社辰巳菱機
システム
3日前
個人
センサーを備えた装置
19日前
日置電機株式会社
測定装置
16日前
日本精機株式会社
施工管理システム
19日前
IPU株式会社
距離検出装置
15日前
株式会社東芝
センサ
18日前
株式会社FRPカジ
FRP装置
5日前
学校法人立命館
液面レベルセンサ
2日前
株式会社CAST
センサ固定治具
22日前
日本精工株式会社
分注装置
1日前
富士レビオ株式会社
嵌合システム
8日前
株式会社田中設備
報知装置
23日前
大和製衡株式会社
組合せ計量装置
5日前
富士電機株式会社
半導体パッケージ
11日前
本多電子株式会社
超音波ソナー装置
10日前
オムロン株式会社
スイッチング装置
29日前
株式会社熊平製作所
刃物類判別装置
22日前
アズビル株式会社
火炎状態判定装置
16日前
三菱マテリアル株式会社
温度センサ
1日前
個人
ヨウ素滴定を用いたアミノ酸の定量方法
26日前
戸田建設株式会社
測量機
1日前
東ソー株式会社
クロマトグラムの形状判定方法
11日前
トヨタ自動車株式会社
データの補正方法
10日前
三和テッキ株式会社
架線の高さ、偏位測定装置
3日前
トヨタ自動車株式会社
表面傷の検査方法
17日前
已久工業股ふん有限公司
空気圧縮機構造
18日前
本田技研工業株式会社
外界認識装置
5日前
大豊建設株式会社
鉛直精度測定装置
5日前
ミネベアミツミ株式会社
角度センサ
26日前
株式会社 ミックウェア
端末装置及びプログラム
24日前
大豊建設株式会社
直線精度測定装置
5日前
アクト電子株式会社
レーザドップラ速度計
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ