TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025116746
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2024011362
出願日
2024-01-29
発明の名称
長尺状積層体の製造方法
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
G02B
5/30 20060101AFI20250801BHJP(光学)
要約
【課題】配向角のバラつきが抑制された樹脂層を有する長尺状積層体の製造方法を提供すること。
【解決手段】本発明の長尺状積層体の製造方法は、樹脂基材と、樹脂層と、を有する長尺状の中間積層体を、加熱しながら長手方向に乾式延伸すること、および、幅方向に収縮させることを含む第1の乾式延伸収縮工程と;該第1の乾式延伸収縮工程の最高加熱温度よりも低い温度で加熱しながら該中間積層体を長手方向に乾式延伸すること、および、幅方向に収縮させることを含む第2の乾式延伸収縮工程と;湿式延伸工程と、をこの順に含み、該第2の乾式延伸収縮工程のフィルム変化率が5%~20%である、長尺状積層体を製造する方法であって、該第2の乾式延伸収縮工程後の該樹脂基材の幅方向の配向角のバラつきが30°以下であり、該第2の乾式延伸収縮工程後の該樹脂層の幅方向の配向角のバラつきが0.5°未満であり、該湿式延伸後の樹脂層の幅方向の配向角のバラつきが0.3°未満である。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂基材と、樹脂層と、を有する長尺状の中間積層体を、加熱しながら長手方向に乾式延伸すること、および、幅方向に収縮させることを含む第1の乾式延伸収縮工程と;該第1の乾式延伸収縮工程の最高加熱温度よりも低い温度で加熱しながら該中間積層体を長手方向に乾式延伸すること、および、幅方向に収縮させることと、を含む第2の乾式延伸収縮工程と;湿式延伸工程と;をこの順に含み、該第2の乾式延伸収縮工程のフィルム変化率が5%~20%である、長尺状積層体を製造する方法であって、
該第2の乾式延伸収縮工程後の該樹脂基材の幅方向の配向角のバラつきが30°以下であり、該第2の乾式延伸収縮工程後の該樹脂層の幅方向の配向角のバラつきが0.5°未満であり、
該湿式延伸後の樹脂層の幅方向の配向角のバラつきが0.3°未満である、長尺状積層体の製造方法。
続きを表示(約 560 文字)
【請求項2】
前記第1の乾式延伸収縮工程の最高加熱温度が140℃~170℃である、請求項1に記載の長尺状積層体の製造方法。
【請求項3】
前記長尺状積層体のポリビニルアルコール系樹脂層の結晶化度が45%~55%である、請求項2に記載の長尺状積層体の製造方法。
【請求項4】
前記第1の乾式延伸収縮工程、および、前記第2の乾式延伸収縮工程が、把持手段としての複数のクリップを備えるテンター延伸装置を用いて行われる、請求項1に記載の長尺状積層体の製造方法。
【請求項5】
前記第1の乾式延伸収縮工程と、前記第2の乾式延伸収縮工程との長手方向への総延伸倍率が、3.5倍以下である、請求項1に記載の長尺状積層体の製造方法。
【請求項6】
前記第1の乾式延伸収縮工程と、前記第2の乾式延伸収縮工程との幅方向への総収縮率が50%未満である、請求項1に記載の長尺状積層体の製造方法。
【請求項7】
前記第1の乾式延伸収縮工程と、前記第2の乾式延伸収縮工程と、前記湿式延伸工程と、の総延伸倍率が4.0倍以上である、請求項1に記載の長尺状積層体の製造方法。
【請求項8】
請求項1から7のいずれかに記載の製造方法により得られた、長尺状積層体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、長尺状積層体の製造方法、および、この製造方法により得られる長尺状積層体に関する。
続きを表示(約 5,100 文字)
【背景技術】
【0002】
樹脂フィルムは延伸処理されることにより、物理的な強度、耐熱性、表面特性、および、透湿性等の様々な特性が付与され得る。そのため、延伸処理された樹脂フィルムが様々な用途に用いられている(例えば、特許文献1および2)。
【先行技術文献】
【特許文献】
【0003】
国際公開第2023/120642号
特許第7168115号
【発明の概要】
【発明が解決しようとする課題】
【0004】
特定の方向への熱収縮性を有する熱収縮性フィルム、および、易開封性を有する包装材料に用いるフィルムとして特定の配向角(フィルムに含まれる重合体分子の配向方向)を有する樹脂フィルムが用いられている。このような樹脂フィルムでは、延伸により配向角を調整することが知られている。また、フィルムの延伸工程は目的に応じて複数回行われる場合がある。フィルムの製造工程において複数の延伸工程を行う場合、延伸工程ごとに配向角にズレが生じ、配向角の調整が困難となり得る。また、延伸による破断等の不具合を抑制するため、基材上にフィルム形成材料を積層した積層体を延伸することが知られている。このような積層体を延伸工程に供する場合、所定の配向角を有するフィルムが得られない場合がある。したがって、複数の延伸工程を経る場合であっても配向角のバラつきが抑制された製造方法が求められている。
【課題を解決するための手段】
【0005】
1.本発明の実施形態の長尺状積層体の製造方法は、樹脂基材と、樹脂層と、を有する長尺状の中間積層体を、加熱しながら長手方向に乾式延伸すること、および、幅方向に収縮させることを含む第1の乾式延伸収縮工程と;該第1の乾式延伸収縮工程の最高加熱温度よりも低い温度で加熱しながら該中間積層体を長手方向に乾式延伸すること、および、幅方向に収縮させることを含む第2の乾式延伸収縮工程と;湿式延伸工程と;をこの順に含む。該第2の乾式延伸収縮工程のフィルム変化率は5%~20%であり、該第2の乾式延伸収縮工程後の該樹脂基材の幅方向の配向角のバラつきは30°以下であり、該第2の乾式延伸収縮工程後の該樹脂層の幅方向の配向角のバラつきは0.5°未満である。該湿式延伸後の樹脂層の幅方向の配向角のバラつきは0.3°未満である。
2.上記1に記載の長尺状積層体の製造方法において、上記第1の乾式延伸収縮工程の最高加熱温度は140℃~170℃であってもよい。
3.上記1または2に記載の長尺状積層体の製造方法において、上記長尺状積層体のポリビニルアルコール系樹脂層の結晶化度は45%~55%であってもよい。
4.上記1から3のいずれかに記載の長尺状積層体の製造方法において、上記第1の乾式延伸収縮工程、および、上記第2の乾式延伸収縮工程は、把持手段としての複数のクリップを備えるテンター延伸装置を用いて行われてもよい。
5.上記1から4のいずれかに記載の長尺状積層体の製造方法において、上記第1の乾式延伸収縮工程と、上記第2の乾式延伸収縮工程との長手方向への総延伸倍率が、3.5倍以下であってもよい。
6.上記1から5のいずれかに記載の長尺状積層体の製造方法において、上記第1の乾式延伸収縮工程と、上記第2の乾式延伸収縮工程との幅方向への総収縮率は50%未満であってもよい。
7.上記1から6のいずれかに記載の長尺状積層体の製造方法において、上記第1の乾式延伸収縮工程と、上記第2の乾式延伸収縮工程と、上記湿式延伸工程と、の総延伸倍率は4.0倍以上であってもよい。
8.本発明の別の局面においては長尺状積層体が得られる。本発明の実施形態の長尺状積層体は、上記1から7のいずれかに記載の製造方法により得られる。
【発明の効果】
【0006】
本発明の実施形態によれば、配向角のバラつきが抑制された樹脂層を有する長尺状積層体が提供され得る。
【図面の簡単な説明】
【0007】
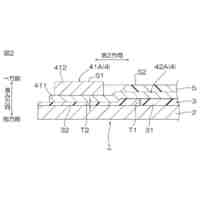
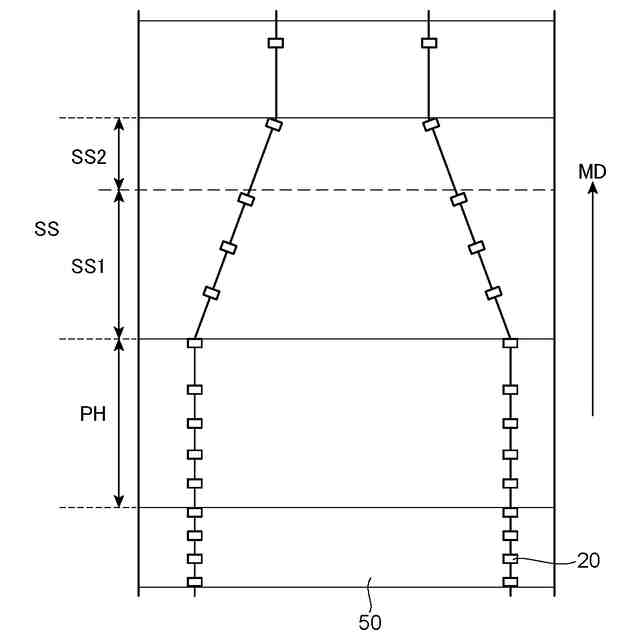
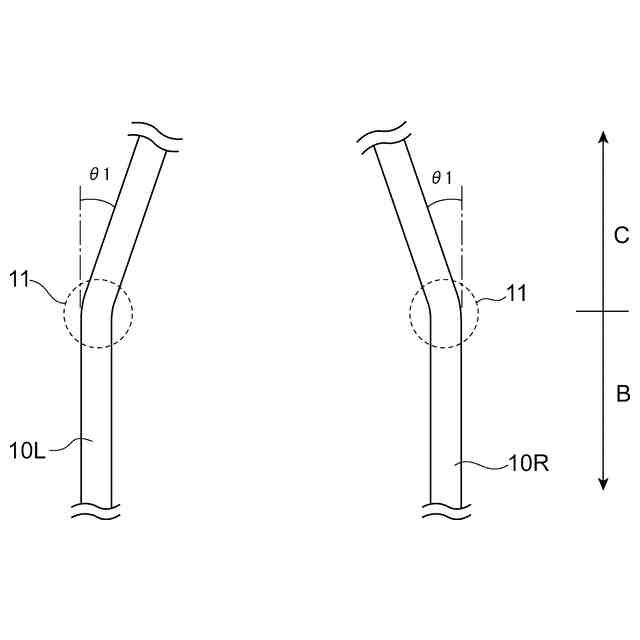
本発明の実施形態の製造方法の第1の乾式延伸収縮工程および第2の乾式延伸収縮工程の一例を説明する概略図である。
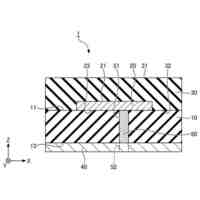
本発明の実施形態の製造方法の第2の乾式延伸収縮工程の一例を説明する概略図の部分拡大図である。
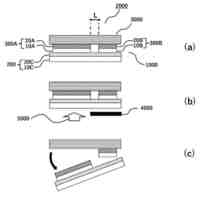
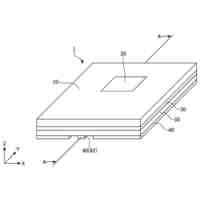
本発明の製造方法に用いられ得る延伸装置の一例の全体構成を説明する概略平面図である。
図3の延伸装置の要部概略平面図である。
図3の延伸装置の要部概略平面図である。
MD延伸・TD収縮工程の一例を説明する概略図である。
MD延伸・TD収縮工程の別の一例を説明する概略図である。
【発明を実施するための形態】
【0008】
A.長尺状積層体の製造方法
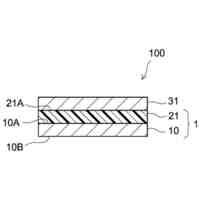
本発明の実施形態の長尺状積層体の製造方法は、樹脂基材と、樹脂層と、を有する長尺状の中間積層体を、加熱しながら長手方向に乾式延伸すること、および、幅方向に収縮させることを含む第1の乾式延伸収縮工程(以下、第1の空中延伸収縮工程ともいう)と;該第1の乾式延伸収縮工程の最高加熱温度よりも低い温度で加熱しながら該中間積層体を長手方向に乾式延伸すること、および、幅方向に収縮させることを含む第2の乾式延伸収縮工程(以下、第2の空中延伸収縮工程ともいう)と;湿式延伸工程(以下、水中延伸工程ともいう)と;をこの順に含む。第2の乾式延伸収縮工程のフィルム変化率は5%~20%であり、第2の乾式延伸収縮工程後の樹脂基材の幅方向の配向角のバラつきは30°以下であり、第2の乾式延伸収縮工程後の樹脂層の幅方向の配向角のバラつきは0.5°未満である。湿式延伸後の樹脂層の幅方向の配向角のバラつきは0.3°未満である。樹脂層は、任意の適切な樹脂を含む層である。樹脂層は、例えば、任意の樹脂を含む溶液を樹脂基材に塗布することにより形成され得る。樹脂としては、例えば、ポリビニルアルコール系樹脂が挙げられる。以下、ポリビニルアルコール(以下、PVAともいう)系樹脂層が形成された積層体を例として具体的に説明する。
【0009】
図1は、本発明の実施形態の製造方法の第1の乾式延伸収縮工程および第2の乾式延伸収縮工程の一例を説明する概略図である。樹脂基材とPVA系樹脂層と、を有する長尺状の中間積層体50は、中間積層体の長手方向(MD方向)に搬送されながら、第1の空中延伸収縮工程、および、第2の空中延伸収縮工程に供される。第1の空中延伸収縮工程、および、第2の空中延伸収縮工程は、任意の適切な装置を用いて行われ得る。好ましくは、把持手段としての複数のクリップを備えるテンター延伸装置を用いて行われる。図示例において、中間積層体50は幅方向の両端部をクリップ20で把持されている。長手方向に搬送された中間積層体50は、第1の空中延伸収縮工程ゾーンSS1、および、第2の空中延伸収縮工程ゾーンSS2を順に通過し、第1および第2の空中延伸収縮工程に供される。長手方向への延伸処理、および、幅方向への収縮処理の詳細については後述する。なお、図示例では長手方向への空中延伸と幅方向への収縮を同時に行う場合を挙げて説明している。第1の空中延伸収縮工程および第2の空中延伸収縮工程において、長手方向に空中延伸すること、および、幅方向に収縮することは、長手方向への空中延伸を先に行ってもよく、幅方向への収縮を先に行ってもよい。第1の空中延伸収縮工程ゾーンSS1では、加熱しながら中間積層体50を中間積層体50の長手方向(MD方向)に延伸し、幅方向へ収縮させる。第1の空中延伸収縮工程ゾーンSS1における最高加熱温度(すなわち、第1の空中延伸収縮工程の最高加熱温度)は、例えば、140℃~170℃である。空中延伸収縮工程ゾーンSSにおいて、中間積層体50は第1の空中延伸収縮工程において最も高い温度で加熱され得る。1つの実施形態において、第1の空中延伸収縮工程の前に、予熱工程ゾーンPHを含んでいてもよい。次いで、中間積層体50は、第1の空中延伸収縮工程ゾーンSS1の最高加熱温度よりも低い温度で中間積層体50の長手方向(MD方向)に延伸され、幅方向に収縮される。第2の空中延伸収縮工程のフィルム変化率は5%~20%である。第2の空中延伸収縮工程後の樹脂基材の幅方向の配向角のバラつきは30°以下であり、第2の空中延伸後の延伸工程後の該ポリビニルアルコール系樹脂層の配向角のバラつきは0.5°未満である。第2の空中延伸収縮工程を経た後、中間積層体50は水中延伸工程に供される(図示せず)。水中延伸後のポリビニルアルコール系樹脂層の幅方向の配向角のバラつきは0.3°未満である。本発明の製造方法によれば、配向角のバラつきが抑制されたPVA系樹脂層を有する長尺状積層体が得られ得る。樹脂基材とPVA系樹脂層とを有する中間積層体を用いることで、例えば、水中延伸における延伸性が向上し得る。他方、中間積層体を水中延伸して得られるPVA系樹脂層では、水中延伸前の中間積層体において、配向角のバラつきが抑制されている場合であっても、結果とし得られるPVA系樹脂層における配向角のバラつきが大きくなる場合がある。本発明の実施形態の製造方法では、上記第1の空中延伸収縮工程と、上記第2の空中延伸収縮工程と、を行い、第2の空中延伸収縮工程のフィルム変化率を5%~20%とする。第1の空中延伸収縮工程の最高加熱温度よりも低い温度で行う第2の空中延伸収縮工程におけるフィルム変化率が上記範囲であれば、第1の空中延伸収縮工程と第2の空中延伸収縮工程とを経た後の中間積層体における樹脂基材の幅方向の配向角のバラつきとPVA系樹脂層の幅方向の配向角のバラつきとが抑制され得る。樹脂基材の配向角のバラつきが大きい場合、次いで行われる水中延伸工程においてPVA系樹脂の配向軸が樹脂基材と同様に軸ズレを起こし、結果として得られるPVA系樹脂層の軸精度が悪化し、得られるPVA系樹脂層における配向角のバラつきが大きくなり得る。本発明の実施形態の長尺状積層体の製造方法によれば、水中延伸工程に供される前の中間積層体において樹脂基材およびPVA系樹脂層の軸精度が向上し得る。その結果、水中延伸後に得られるPVA系樹脂層の軸精度も向上し得、得られるPVA系樹脂層の配向角のバラつきが抑制され得る。本明細書において、幅方向とは中間積層体の長手方向と直行する方向をいう。
【0010】
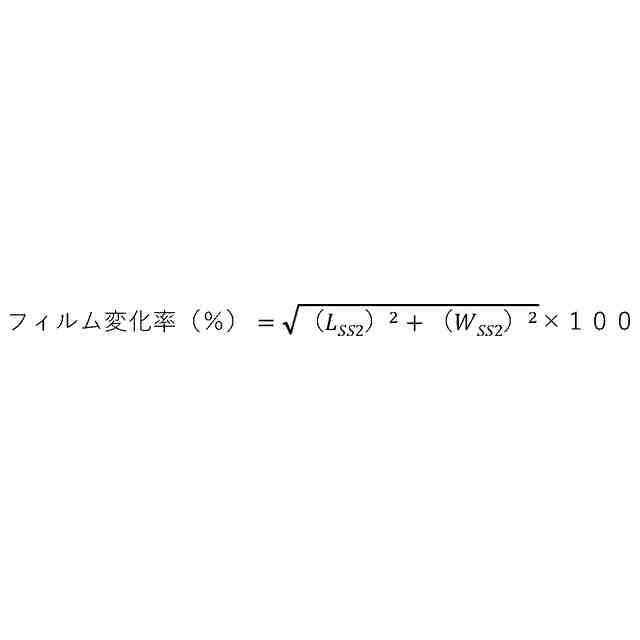
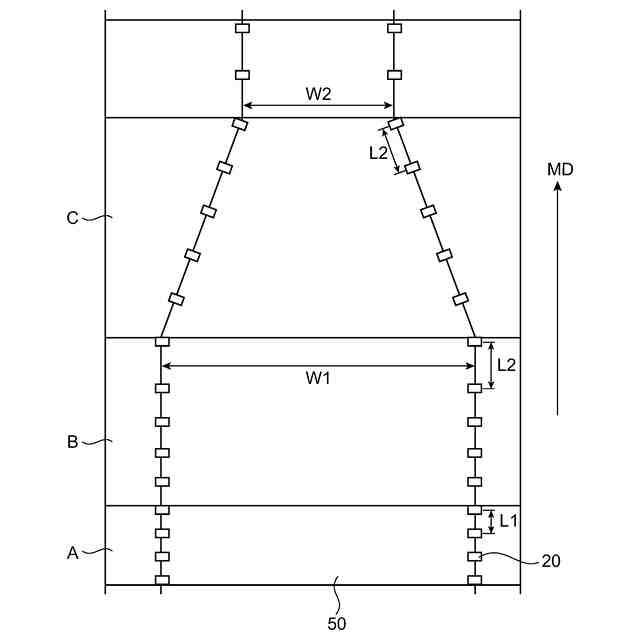
上記のとおり、本発明の実施形態の長尺状積層体の製造方法において、第2の空中延伸収縮工程のフィルム変化率は5%~20%であり、好ましくは7%~18%であり、より好ましくは8%~15%である。フィルム変化率が上記範囲であれば、中間積層体における樹脂基材とPVA系樹脂層との配向角のバラつきが抑制され得る。その結果、水中延伸後に得られる長尺状積層体におけるPVA系樹脂層の幅方向の配向角のバラつきが抑制され得る。なお、本明細書において、フィルム変化率は、長尺状積層体の両端についてそれぞれ測定した値の平均値をいう。図2は、本発明の実施形態の製造方法の第2の乾式延伸収縮工程の一例を説明する概略図の部分拡大図である。本明細書において、フィルム変化率は中間積層体50の第2の空中延伸収縮工程SS2における搬送変化率L
SS2
(%)と、第2の空中延伸収縮工程における片側の収縮変化率W
SS2
(%)から下記式により算出した値をいう。搬送変化率L
SS2
はSS2工程での延伸倍率の変化量の絶対値(搬送変化率L
SS2
=SS2工程導入時の延伸倍率(すなわち、1(倍))-SS2工程での延伸倍率(倍))をいう。収縮変化率W
SS2
はSS2工程での収縮率の変化量の絶対値をいい、収縮変化率W
SS2
=搬送変化率L
SS2
=SS2工程導入時の収縮率(すなわち、1(倍))-SS2工程での収縮率(倍)により算出される値をいう。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東電工株式会社
導光部材
1か月前
日東電工株式会社
ロボット
12日前
日東電工株式会社
シート体
1か月前
日東電工株式会社
粘着シート
2か月前
日東電工株式会社
光学積層体
1か月前
日東電工株式会社
粘着シート
1か月前
日東電工株式会社
粘着シート
19日前
日東電工株式会社
光学積層体
4日前
日東電工株式会社
光学積層体
4日前
日東電工株式会社
光学積層体
4日前
日東電工株式会社
粘着シート
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
補強フィルム
11日前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
パッチアンテナ
12日前
日東電工株式会社
パッチアンテナ
12日前
日東電工株式会社
表面保護シート
1か月前
日東電工株式会社
ロール体の製造方法
19日前
日東電工株式会社
多孔質ポリマーシート
19日前
日東電工株式会社
分離機能層、及び分離膜
1か月前
日東電工株式会社
光半導体素子封止用シート
1か月前
日東電工株式会社
フレキシブル多層回路基板
19日前
日東電工株式会社
ポリマー粒子およびその利用
1か月前
日東電工株式会社
積層光学フィルムの製造方法
6日前
日東電工株式会社
粘着シートおよび光半導体装置
19日前
日東電工株式会社
情報カードおよびその製造方法
1か月前
日東電工株式会社
表面保護フィルムおよびその用途
11日前
日東電工株式会社
ヒータモジュール、およびロボット
12日前
日東電工株式会社
表面保護フィルムおよび光学積層体
4日前
日東電工株式会社
ロール体およびロール体の製造方法
11日前
日東電工株式会社
反射防止フィルム及びその製造方法
27日前
日東電工株式会社
積層光学フィルムおよび画像表示装置
1か月前
日東電工株式会社
積層光学フィルムおよび画像表示装置
1か月前
日東電工株式会社
架橋ポリマー、分離機能層、及び分離膜
1か月前
日東電工株式会社
生体信号取得用粘着性電極及び生体センサ
27日前
日東電工株式会社
配線回路基板、及び配線回路基板の製造方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ