TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025126494
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024022712
出願日
2024-02-19
発明の名称
フィルムチップの製造方法
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
B26F
1/38 20060101AFI20250822BHJP(切断手工具;切断;切断機)
要約
【課題】フィルムチップを精度よく画像認識し得、かつ、優れた性能を有するフィルムチップを効率的に製造し得るフィルムチップの製造方法を提供すること。
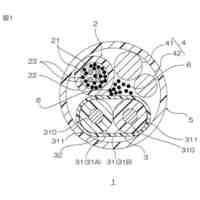
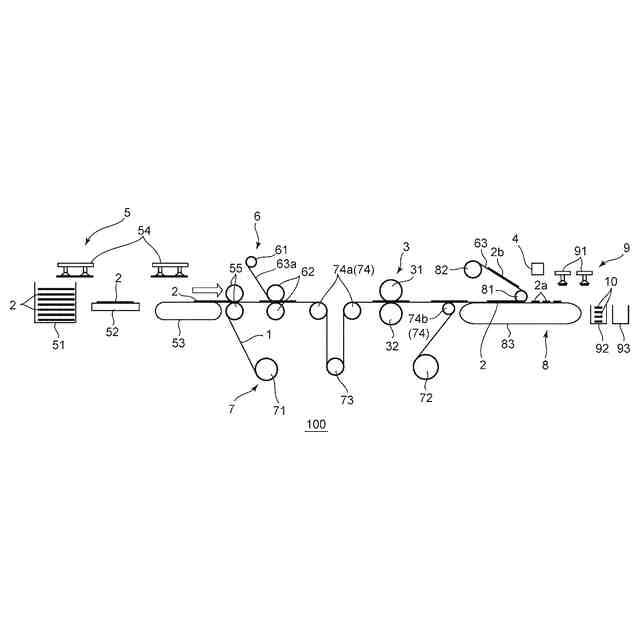
【解決手段】本発明の実施形態によるフィルムチップの製造方法は、移動するキャリアシート1上に枚葉シート2を配置する工程と;キャリアシート1上の枚葉シート2を、ロータリーカッター31により製品部分2aと製品外部分2bとに切断する工程と;製品部分2aを画像認識する工程と;をこの順に含んでいる。
【選択図】図1
特許請求の範囲
【請求項1】
移動するキャリアシート上に枚葉シートを配置する工程と、
前記キャリアシート上の枚葉シートを、ロータリーカッターにより製品部分と製品外部分とに切断する工程と、
前記製品部分を画像認識する工程と、をこの順に含む、フィルムチップの製造方法。
続きを表示(約 710 文字)
【請求項2】
前記枚葉シートを配置する工程と前記枚葉シートを切断する工程との間において、前記キャリアシートを緩衝ローラを通過するように引き回す工程を、さらに含む、請求項1に記載のフィルムチップの製造方法。
【請求項3】
前記緩衝ローラは、前記ロータリーカッターの軸線の延びる方向と交差する方向に移動可能であり、
前記緩衝ローラの位置を検知して、前記緩衝ローラの位置が所定位置よりも前記ロータリーカッターに近い場合に、前記ロータリーカッターによる前記枚葉シートの切断を停止する、請求項2に記載のフィルムチップの製造方法。
【請求項4】
前記枚葉シートを切断する工程と前記製品部分を画像認識する工程との間において、前記製品外部分を前記製品部分から引き離す工程を、さらに含む、請求項1または2に記載のフィルムチップの製造方法。
【請求項5】
前記枚葉シートを配置する工程において、複数の枚葉シートを、前記キャリアシートの移動方向に並ぶように配置し、
前記複数の枚葉シートのうち互いに隣り合う枚葉シートの製品外部分は、前記複数の枚葉シートを配置する工程と前記製品外部分を引き離す工程との間において、連結材によって連結される、請求項4に記載のフィルムチップの製造方法。
【請求項6】
前記枚葉シートの厚みは、300μm以上である、請求項1または2に記載のフィルムチップの製造方法。
【請求項7】
前記枚葉シートを切断する工程における前記枚葉シートの移動速度は、5m/min以下である、請求項1または2に記載のフィルムチップの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィルムチップの製造方法に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
各種産業製品において、用途に応じた構成を有するフィルムチップが幅広く利用されている。そのようなフィルムチップを、予め準備した原反ロールから、原反シートを引き出して裁断することにより製造することが検討されている。原反ロールの準備方法として、例えば、帯状の剥離シートに複数の貼付用シートを所定の間隔を空けて仮着した後に巻いてひとまとめにすることが提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2017-10963号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載されるように、複数の貼付用シートが貼り付けられた帯状の剥離シートをロール状に巻回すると、貼付用シートの縁部に起因する段差や巻きジワが生じる場合がある。このような原反シートを巻き解いて裁断すると、上記した段差や巻きジワの痕跡を含むフィルムチップが製造されるおそれがある。このような痕跡を含むフィルムチップでは、性能が不十分となり得る。
また、品質のバラつきが小さいフィルムチップを製造することが望まれている。そこで、製造したフィルムチップを、フィルムチップの製造ライン外の画像認識装置に搬送して検査し、良品または不良品と判定する場合がある。この場合、フィルムチップを製造ライン外の画像認識装置に搬送して検査するため、フィルムチップの製造効率が低下してしまう。そこで、画像認識装置を、フィルムチップの製造ラインにおける裁断装置の下流側に設けることが検討される。しかし、画像認識装置を裁断装置の下流側に設けると、裁断装置の振動の影響により、フィルムチップを精度よく画像認識できないという問題がある。
本発明の主たる目的は、フィルムチップを精度よく画像認識し得、かつ、優れた性能を有するフィルムチップを効率的に製造し得るフィルムチップの製造方法を提供することである。
【課題を解決するための手段】
【0005】
[1]本発明の実施形態によるフィルムチップの製造方法は、移動するキャリアシート上に枚葉シートを配置する工程と;該キャリアシート上の枚葉シートをロータリーカッターにより製品部分と製品外部分とに切断する工程と;該製品部分を画像認識する工程と;をこの順に含んでいる。
[2]上記[1]に記載のフィルムチップの製造方法では、上記枚葉シートを配置する工程と上記枚葉シートを切断する工程との間において、上記キャリアシートを緩衝ローラを通過するように引き回す工程を、さらに含んでいてもよい。
[3]上記[2]に記載のフィルムチップの製造方法において、上記緩衝ローラは、上記ロータリーカッターの軸線の延びる方向と交差する方向に移動可能であってもよい。上記フィルムチップの製造方法は、上記緩衝ローラの位置を検知して、上記緩衝ローラの位置が所定位置よりも上記ロータリーカッターに近い場合に、上記ロータリーカッターによる上記枚葉シートの切断を停止してもよい。
[4]上記[1]から[3]のいずれかに記載のフィルムチップの製造方法は、上記枚葉シートを切断する工程と上記製品部分を画像認識する工程との間において、上記製品外部分を上記製品部分から引き離す工程を、さらに含んでいてもよい。
[5]上記[4]に記載のフィルムチップの製造方法では、上記枚葉シートを配置する工程において、複数の枚葉シートを、上記キャリアシートの移動方向に並ぶように配置してもよい。該複数の枚葉シートのうち互いに隣り合う枚葉シートの製品外部分は、上記複数の枚葉シートを配置する工程と上記製品外部分を引き離す工程との間において、連結材によって連結されてもよい。
[6]上記[1]から[5]のいずれかに記載のフィルムチップの製造方法において、上記枚葉シートの厚みは、300μm以上であってもよい。
[7]上記[1]から[6]のいずれかに記載のフィルムチップの製造方法において、上記枚葉シートを切断する工程における上記枚葉シートの移動速度は、5m/min以下であってもよい。
【発明の効果】
【0006】
本発明の実施形態によれば、フィルムチップを精度よく画像認識し得、かつ、優れた性能を有するフィルムチップを効率的に製造し得る。
【図面の簡単な説明】
【0007】
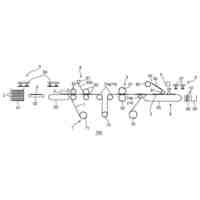
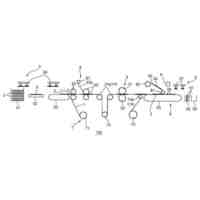
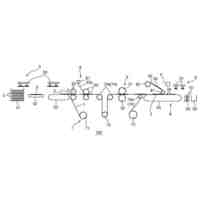
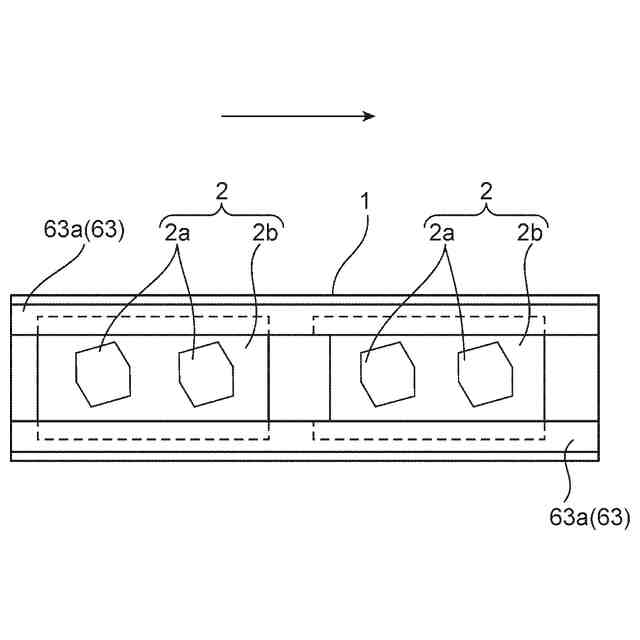
図1は、本発明の1つの実施形態によるフィルムチップの製造方法を実施可能なフィルムチップ製造ラインの概略構成図である。
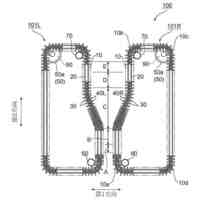
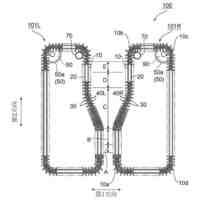
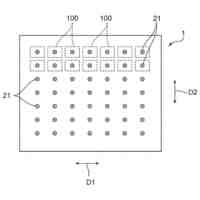
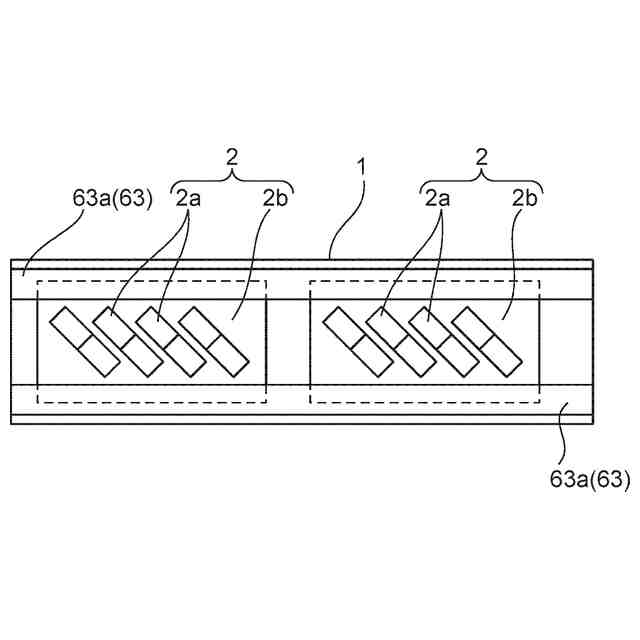
図2は、図1に示すキャリアシート上に配置された枚葉シートであって、長方形状の製品部分と製品外部分とに切断された枚葉シートの概略平面図である。
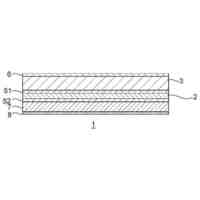
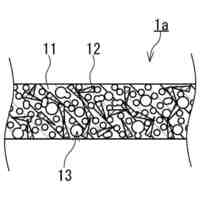
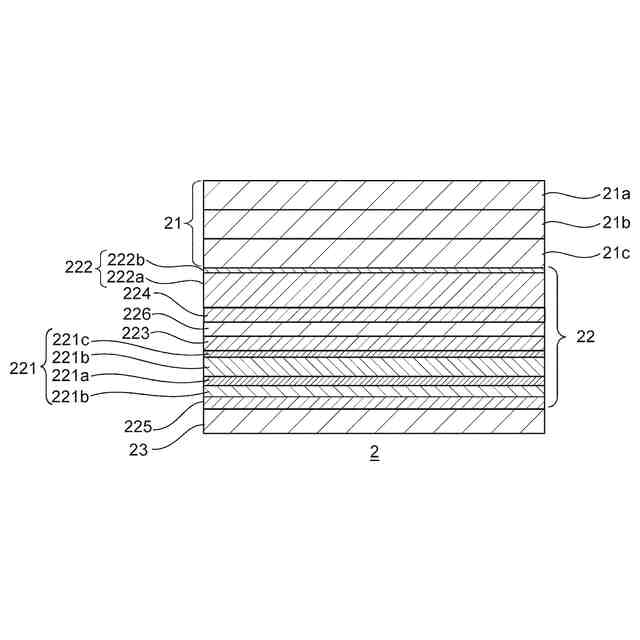
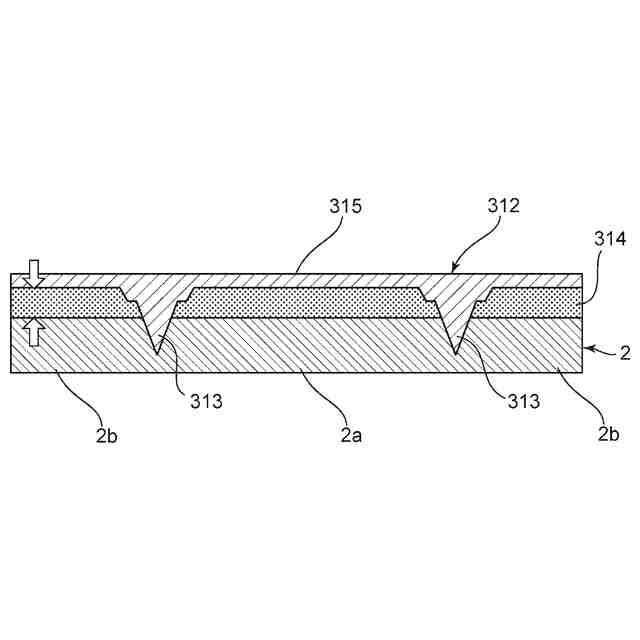
図3は、図2に示す枚葉シートの概略断面図である。
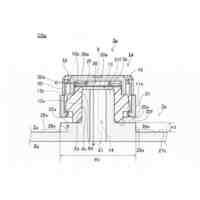
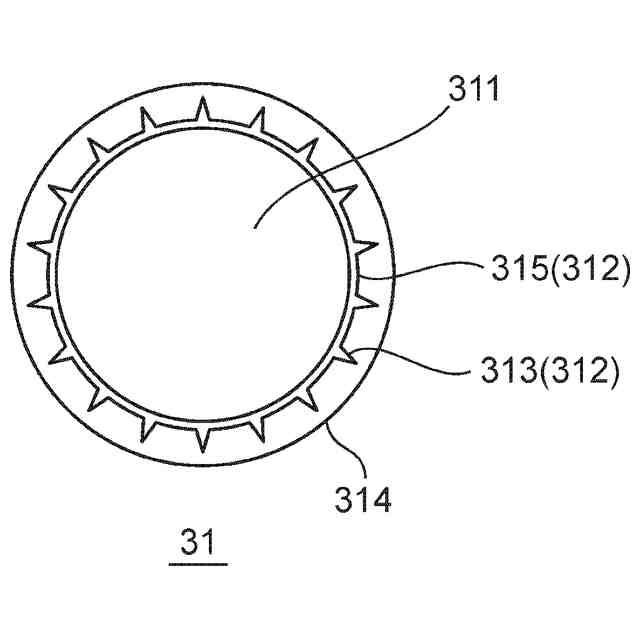
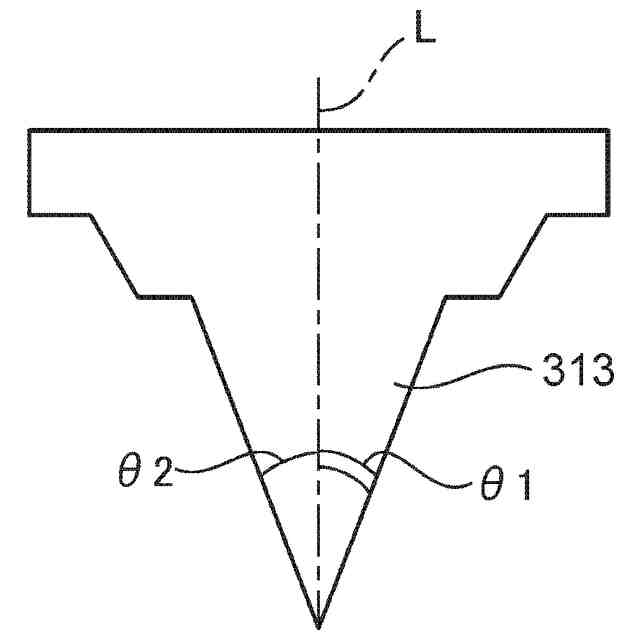
図4は、図1に示すロータリーカッターの概略断面図である。
図5は、図4に示すロータリーカッターの切断刃の概略断面図である。
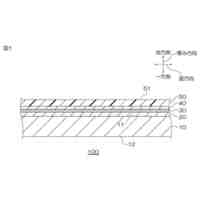
図6は、図4に示す刃型シートおよびクッション材の概略断面図である。
図7は、図6に示すクッション材が刃型シートおよび枚葉シートに挟まれて圧縮された状態の概略断面図である。
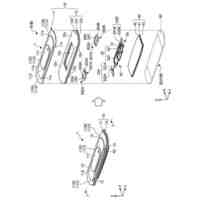
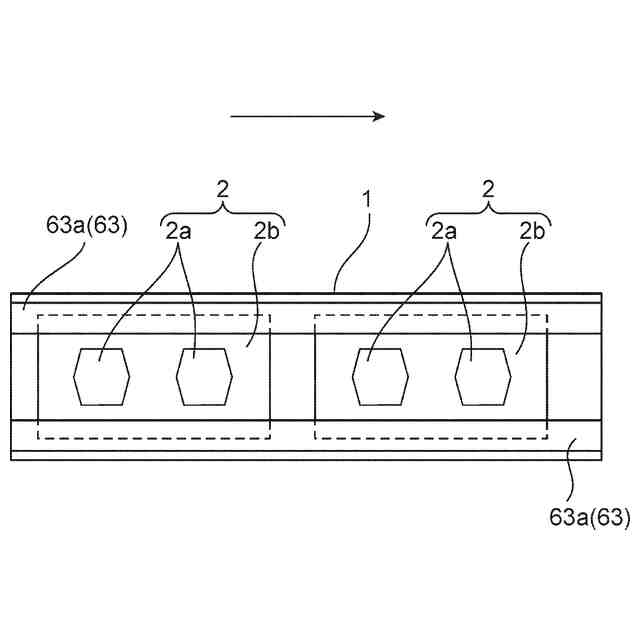
図8は、図1に示す枚葉シートを六角形状の製品部分と製品外部分とに切断する工程において、製品部分の上流端部がキャリアシートの移動方向と直交する方向に略平行な辺である態様を説明するための概略説明図である。
図9は、図1に示す枚葉シートを六角形状の製品部分と製品外部分とに切断する工程において、製品部分の上流端部が角部である態様を説明するための概略説明図である。
【発明を実施するための形態】
【0008】
以下、本発明の代表的な実施形態について説明するが、本発明はこれらの実施形態には限定されない。また、図面は説明をより明確にするため、実施の形態に比べ、各部の幅、厚さ、形状等について模式的に表される場合があるが、あくまで一例であって、本発明の解釈を限定するものではない。
【0009】
A.フィルムチップの製造方法の概要
図1は本発明の1つの実施形態によるフィルムチップの製造方法を実施可能なフィルムチップ製造ラインの概略構成図であり;図2は図1に示すキャリアシート上に配置された枚葉シートであって、長方形状の製品部分と製品外部分とに切断された枚葉シートの概略平面図である。
本発明の1つの実施形態によるフィルムチップの製造方法は、配置工程と、切断工程と、画像認識工程と、をこの順に含んでいる。配置工程と、切断工程と、画像認識工程とは、代表的には、一貫ラインで実施される。配置工程において、枚葉シート2を、移動するキャリアシート1上に配置する。キャリアシート1は、間欠的に移動してもよく、連続的に移動してもよい。キャリアシート1は、好ましくは連続的に移動する。切断工程において、キャリアシート1上の枚葉シート2を、ロータリーカッター31により製品部分2aと製品外部分2bとに切断する。画像認識工程において、製品部分2aを画像認識する。
このような方法によれば、キャリアシート上に配置された枚葉シートが製品部分と製品外部分とに切断されるので、事前にキャリアシートに枚葉シートを積層し巻回したものを切断する場合と比較して、製品部分における痕(例えば、巻き痕、打痕)を抑制し得る。
また、枚葉シートがロータリーカッターにより連続加工で切断されるので、枚葉シートを間欠加工(例えばプレス加工)により切断する場合と比較して、枚葉シートの切断時の振動を小さくし得る。そのため、切断工程後に画像認識工程を実施しても、フィルムチップを精度よく画像認識し得る。
その結果、フィルムチップを精度よく画像認識し得、かつ、優れた性能を有するフィルムチップを効率的に製造し得る。
【0010】
配置工程では、代表的には、キャリアシート1上に、複数の枚葉シート2を、キャリアシート1の移動方向に並ぶように配置する。複数の枚葉シート2は、キャリアシート1上において、互いに間隔を隔てて配置される。複数の枚葉シート2のうち互いに隣り合う枚葉シート2の間のすべての間隔は、好ましくは、実質的に同じである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東電工株式会社
通気構造
1か月前
日東電工株式会社
光学積層体
5日前
日東電工株式会社
生体センサ
1か月前
日東電工株式会社
光学積層体
18日前
日東電工株式会社
反射フィルム
1か月前
日東電工株式会社
偏光フィルム
12日前
日東電工株式会社
複合ケーブル
25日前
日東電工株式会社
表面保護フィルム
1か月前
日東電工株式会社
偏光子の製造方法
1か月前
日東電工株式会社
ガラス樹脂複合体
25日前
日東電工株式会社
表面保護フィルム
1か月前
日東電工株式会社
調光用導電性フィルム
4日前
日東電工株式会社
光学積層体の製造方法
20日前
日東電工株式会社
延伸フィルムの製造方法
4日前
日東電工株式会社
延伸フィルムの製造方法
4日前
日東電工株式会社
フィルムチップの製造方法
25日前
日東電工株式会社
フィルムチップの製造方法
25日前
日東電工株式会社
表示システムおよび表示体
25日前
日東電工株式会社
表示システムおよび表示体
25日前
日東電工株式会社
表示システムおよび表示体
25日前
日東電工株式会社
表示システムおよび表示体
25日前
日東電工株式会社
フィルムチップの製造方法
25日前
日東電工株式会社
搬送キャリアの再利用方法
20日前
日東電工株式会社
スパイラル型膜モジュール
6日前
日東電工株式会社
粘着剤および/または接着剤
27日前
日東電工株式会社
発泡体、部材、及び放熱構造
4日前
日東電工株式会社
光学積層体および画像表示装置
29日前
日東電工株式会社
光学積層体および表示システム
20日前
日東電工株式会社
積層ホログラム素子の製造方法
27日前
日東電工株式会社
半導体ウエハ加工用粘着シート
1か月前
日東電工株式会社
光学フィルムチップの製造方法
1か月前
日東電工株式会社
半導体ウエハ加工用粘着テープ
1か月前
日東電工株式会社
表面保護フィルム付き光学積層体
1か月前
日東電工株式会社
多層断熱材及び多層断熱材の製造方法
20日前
日東電工株式会社
光学部材の製造方法および光学積層体
27日前
日東電工株式会社
解析装置、解析方法及び解析プログラム
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ