TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025111795
公報種別
公開特許公報(A)
公開日
2025-07-30
出願番号
2025077142,2024573179
出願日
2025-05-07,2024-10-16
発明の名称
衝撃吸収部材、および車体
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
B62D
21/15 20060101AFI20250723BHJP(鉄道以外の路面車両)
要約
【課題】より軽量でかつ高い耐衝突性能を達成できる衝撃吸収部材、およびこれを備える車体を提供する。
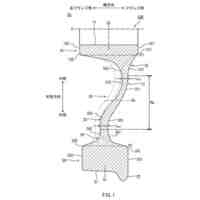
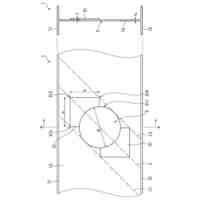
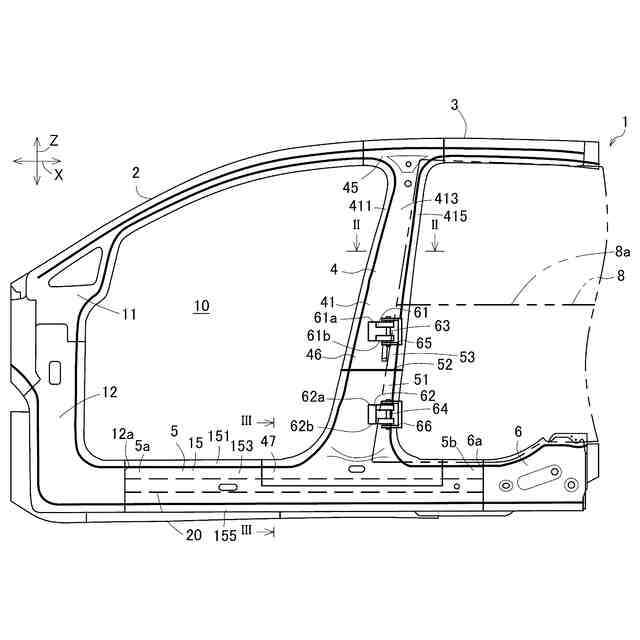
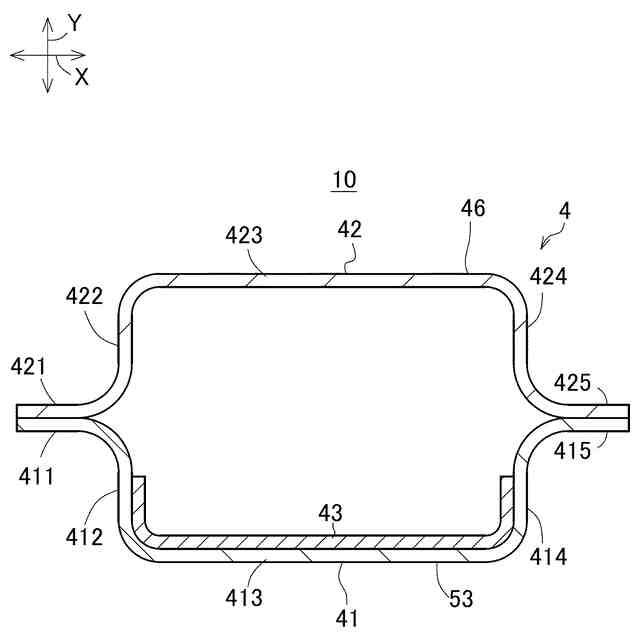
【解決手段】衝撃吸収部材4は、車体1に備えられ、所定の長手方向に沿って形成され、長手方向と直交する断面が閉断面形状である閉断面部を含む。衝撃吸収部材は、低強度部51と、低強度部と並び低強度部の板厚方向中央部のビッカース硬さよりも高いビッカース硬さの板厚方向中央部を有する高強度部53と、低強度部と高強度部を接合する接合部52と、を備える。高強度部の最大曲げ角度は、低強度部の最大曲げ角度に応じて設定されている。
【選択図】図1
特許請求の範囲
【請求項1】
車体に備えられ、所定の長手方向に沿って形成され、前記長手方向と直交する断面が閉断面形状である部分を含む衝撃吸収部材であって、
低強度部と、
前記低強度部と前記長手方向に並び前記低強度部の板厚方向中央部のビッカース硬さよりも高いビッカース硬さの板厚方向中央部を有する高強度部と、
前記低強度部と前記高強度部を接合する接合部と、
を備え、
前記高強度部の最大曲げ角度は、前記低強度部の最大曲げ角度に応じて設定されている、衝撃吸収部材。
続きを表示(約 900 文字)
【請求項2】
前記高強度部の前記最大曲げ角度と前記低強度部の前記最大曲げ角度との差は、100度以下である、請求項1に記載の衝撃吸収部材。
【請求項3】
前記高強度部の前記板厚方向中央部の前記ビッカース硬さは500HV以上である、請求項1に記載の衝撃吸収部材。
【請求項4】
前記低強度部の前記板厚方向中央部の前記ビッカース硬さは150HV以上である、請求項3に記載の衝撃吸収部材。
【請求項5】
前記高強度部の前記板厚方向中央部の前記ビッカース硬さHV
1
と前記低強度部の前記板厚方向中央部の前記ビッカース硬さHV
2
との比HV
1
/HV
2
が1.3以上である、請求項3に記載の衝撃吸収部材。
【請求項6】
前記低強度部の前記最大曲げ角度と前記高強度部の前記最大曲げ角度との差が30度以下である、請求項1に記載の衝撃吸収部材。
【請求項7】
前記衝撃吸収部材は、ピラーインナーおよびピラーアウターを備え前記車体の上下方向に沿って配置されるセンターピラーであり、
前記ピラーアウターは、前記低強度部、前記接合部、および前記高強度部を含み、
前記低強度部の上方に前記高強度部が配置されている、請求項1~請求項6の何れか1項に記載の衝撃吸収部材。
【請求項8】
前記センターピラーには、前記センターピラーの後方に設置されるドアを支持するための上下一対のブラケットが設けられ、
前記接合部は、上側の前記ブラケットの下端の高さ位置よりも低い位置に配置される、請求項7に記載の衝撃吸収部材。
【請求項9】
前記接合部は、下側の前記ブラケットの上端の高さ位置よりも高い位置に配置される、請求項8に記載の衝撃吸収部材。
【請求項10】
前記接合部は、下側の前記ブラケットの下端の高さ位置よりも低い位置に配置される、請求項8に記載の衝撃吸収部材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、衝撃吸収部材、および車体に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
自動車は、CO
2
排出量削減が求められる一方で、衝突安全の基準値が厳格化されている。そのため、自動車部材、たとえば、衝撃吸収部材については軽量化と衝突安全性向上が求められており、衝撃吸収部材の材料選択と構造設計が重要である。特に自動車の側面衝突時に乗員保護のために重要な部材であるセンターピラーについて、より高度な材料選択と構造設計の知見が求められる。センターピラーの上部は乗員保護の観点から、変形しないよう高耐力が求められるため、高強度材の適用が有効である。一方、センターピラーの下部は、エネルギー吸収することが求められるため強度と耐破断特性のバランスのよい材料が求められる。そのため、軽量化の観点から異なる2つの材料を1枚のブランクに配置することが可能なテーラーウェルドブランク(TWB)が、センターピラーの材料として有用である。TWB材として、特許文献1に記載のTWB材を例示できる。
【先行技術文献】
【特許文献】
【0003】
特開2023-55526号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
CO
2
排出量削減の観点から、自動車メーカー各社では急激に電動車の開発が進んでいる。ガソリンエンジン車やディーゼルエンジン車など、内燃機関の出力回転を車輪に伝達する自動車においては、サイドシルの構造上、自動車の側面衝突時、センターピラー下部に接続されるサイドシルが回転するように大きく変形しながら、センターピラーも変形する傾向にある。このため、センターピラーの変形は局所的であった。
【0005】
一方で、電動車では、サイドシルの側方にバッテリが配置される。そして、このバッテリを保護するために、サイドシル内にバッテリを保護するための衝撃吸収部材等が設置されてサイドシルが補強されており、サイドシルが変形しにくい構造となっている。このように、バッテリ保護の構造上、サイドシルが変形しにくい傾向にある電動車においては、側面衝突時、サイドシルの変形量が比較的小さい分、衝撃吸収のためにセンターピラーの変形量が増加する傾向にある。特に、TWBから成形され下部の引張強度と比べて上部の引張強度が高いセンターピラーアウターにおいて、低強度の下部の変形に引きずられて高強度の上部の下端部(下部との溶接線付近の部分)も大きく変形し、母材破断が生じる可能性がある。母材破断可能性は衝撃吸収性能確保の観点から生じないほうが好ましいので、このような母材破断可能性を抑制することが好ましい。母材破断可能性を抑制するためにはセンターピラーアウターの板厚を増すことが考えられるが、センターピラーアウターの板厚を増すことは、センターピラーアウターの重量増加になるため好ましくない。センターピラーアウターを軽量にしつつ側面衝突時の衝撃吸収性能を高くするためには、センターピラーアウターを構成する鋼板を薄くしつつ高強度化し、さらに、側面衝突時の部材の破断可能性を抑制することが好ましい。
【0006】
本発明の目的の一つは、より軽量でかつ高い耐衝突性能を達成できる衝撃吸収部材、およびこれを備える車体を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、下記の衝撃吸収部材、および車体を要旨とする。
【0008】
(1)車体に備えられ、所定の長手方向に沿って形成され、前記長手方向と直交する断面が閉断面形状である部分を含む衝撃吸収部材であって、
低強度部と、
前記低強度部と前記長手方向に並び前記低強度部の板厚方向中央部のビッカース硬さよりも高いビッカース硬さの板厚方向中央部を有する高強度部と、
前記低強度部と前記高強度部を接合する接合部と、
を備え、
前記高強度部の最大曲げ角度は、前記低強度部の最大曲げ角度に応じて設定されている、衝撃吸収部材。
【0009】
この構成によると、たとえば、高強度部の材料の最大曲げ角度を大きくすることで、高強度部の材料の最大曲げ角度と、低強度部の材料の最大曲げ角度の差を小さくできる。このような曲げ角度の設定とすることで、ビッカース硬さが高いことから高強度の高強度部の材料においても、高い曲げ性能を発揮できる。よって、側面衝突時に低強度部の塑性変形に影響されて高強度部が比較的大きく塑性変形したときでも、高強度部の変形能を高くでき、接合部付近における高強度部の破断可能性を抑制できる。また、高強度部を、乗員保護の観点から高耐力が求められる箇所に適用することができる。ここで、高い曲げ性を確保するためビッカース硬さが低い(強度が低い)材料を用いた場合、乗員側への変形量を小さくするために板厚を厚くする必要があり、質量増につながる。一方で、上記の構成によると、高強度部のビッカース硬さが高くされていることから高強度部が高強度であり、側面衝突などの衝突発生時の衝撃吸収性能を高くしつつ、高強度部をより薄くすることで衝撃吸収部材の軽量化を達成できる。このように、ビッカース硬さ(強度)と曲げ性を両立した材料を高強度部として適用することで、軽量かつ、破断可能性の抑制を通じた高い衝撃吸収性能を有する衝撃吸収部材を実現できる。
【0010】
(2)前記高強度部の前記最大曲げ角度と前記低強度部の前記最大曲げ角度との差は、100度以下である、前記(1)に記載の衝撃吸収部材。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
今日
日本製鉄株式会社
鋼材
今日
日本製鉄株式会社
鋼材
今日
日本製鉄株式会社
鋼材
今日
日本製鉄株式会社
鋼材
24日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
車輪
5日前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
筒型構造
10日前
日本製鉄株式会社
耐摩耗鋼
6日前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
13日前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
ステンレス鋼材
20日前
日本製鉄株式会社
ステンレス鋼材
19日前
日本製鉄株式会社
ステンレス鋼材
19日前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
13日前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
溶鉄の製造方法
13日前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
日本製鉄株式会社
補強H形鋼有孔梁
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
6日前
日本製鉄株式会社
鉄源の溶解精錬方法
6日前
日本製鉄株式会社
溶銑の予備処理方法
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ