TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104628
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023222563
出願日
2023-12-28
発明の名称
内燃機関、軸部材の回転方向の位相決め方法
出願人
ダイハツインフィニアース株式会社
代理人
弁理士法人藤本パートナーズ
,
個人
,
個人
,
個人
主分類
F01L
9/30 20210101AFI20250703BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】本発明では、停電などにより内燃機関への電力供給が突然停止した際に、軸部材を基準位相に位置決めすることを課題とする。
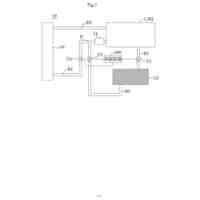
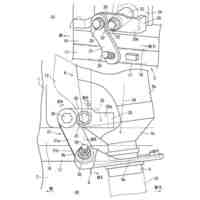
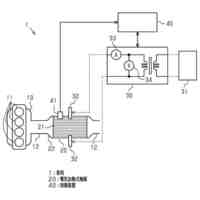
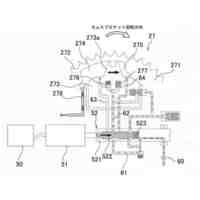
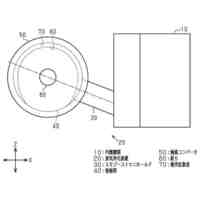
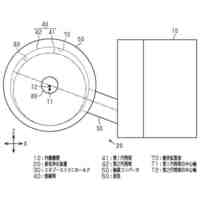
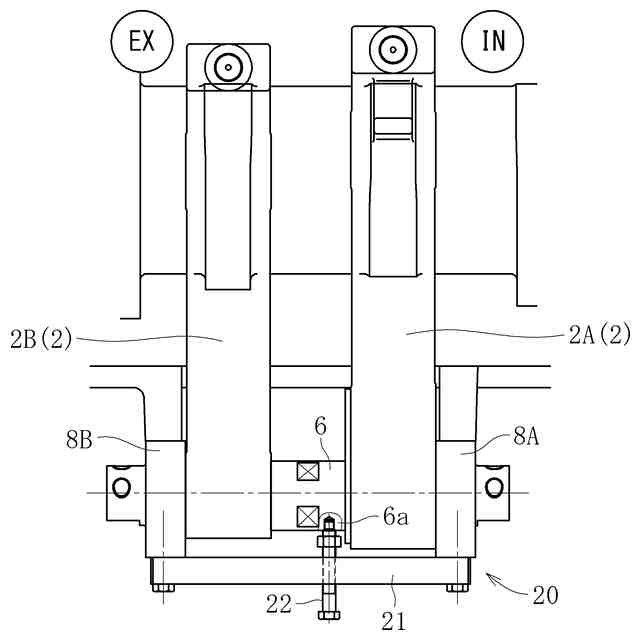
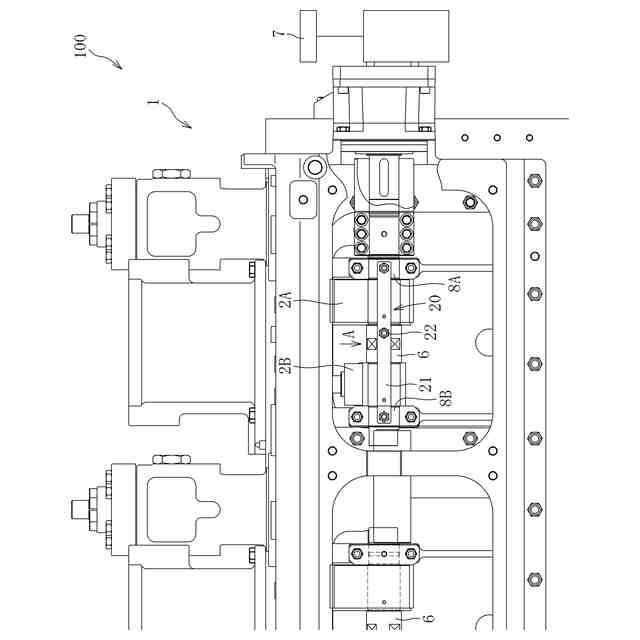
【解決手段】アクチュエータ7と、アクチュエータ7により回転駆動される回転軸6と、回転軸6とその回転方向に係合することにより、当該回転方向の変位の基準となる基準位相に回転軸6を位置決めする位置決め機構20と、を備えたエンジン100であることを特徴とする。
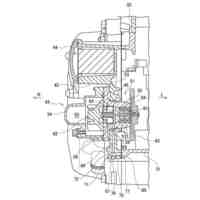
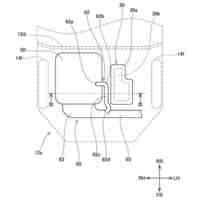
【選択図】図5
特許請求の範囲
【請求項1】
駆動源と、
前記駆動源により回転駆動される軸部材と、
前記軸部材とその回転方向に係合することにより、当該回転方向の変位の基準となる基準位相に前記軸部材を位置決めする位置決め機構と、を備えたことを特徴とする内燃機関。
続きを表示(約 810 文字)
【請求項2】
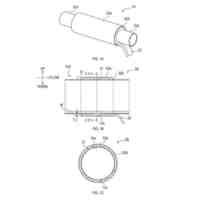
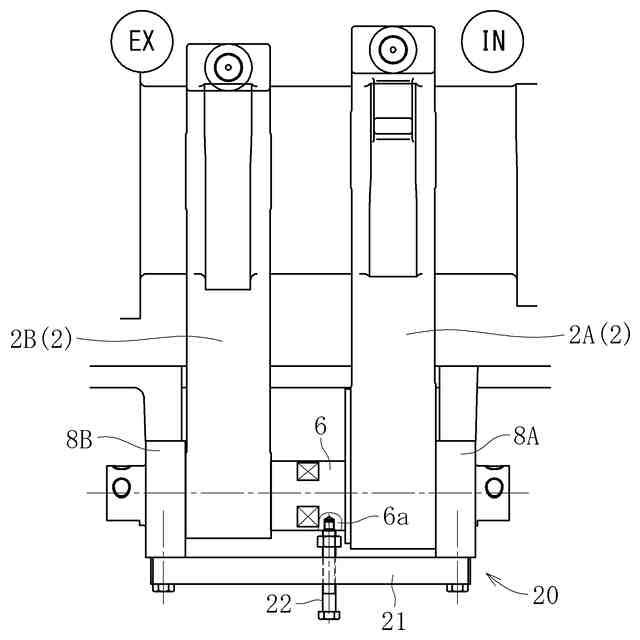
前記軸部材は、その径方向に窪んだ凹部と、前記凹部を形成する係合面と、を有し、
前記位置決め機構は位置決め部を有し、
前記位置決め部は、前記係合面と前記軸部材の回転方向に係合し、前記軸部材を前記基準位相に位置決めする第1基準面を有する請求項1記載の内燃機関。
【請求項3】
前記位置決め部は、前記第1基準面よりも前記軸部材側の先端側に、前記第1基準面が設けられた前記位置決め部の部分よりもその径が小さく、前記凹部に挿入される挿入部を有する請求項2記載の内燃機関。
【請求項4】
前記係合面は、前記軸部材の回転方向の両側に設けられ、前記軸部材の径方向外側から内側へ向けて、前記凹部が縮径する方向へ傾斜した傾斜面で、
前記第1基準面は、前記軸部材の回転方向の両側に相当する位置に設けられ、前記位置決め部の前記軸部材側の先端側へ向けて前記位置決め部が縮径する方向へ傾斜した傾斜面である請求項2記載の内燃機関。
【請求項5】
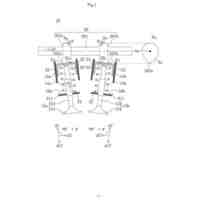
各気筒に対応する各動弁装置を有する請求項1記載の内燃機関であって、
単一の前記軸部材が回転することにより、あるいは、複数の前記軸部材が一体的に回転することにより、各気筒の前記動弁装置に駆動力を伝達し、
前記位置決め機構は、前記軸部材の、最も前記駆動源に近い側の気筒に対応する位置に係合する請求項1記載の内燃機関。
【請求項6】
前記軸部材を回転可能に保持する軸受を有し、
前記位置決め機構が前記軸受に支持される請求項1記載の内燃機関。
【請求項7】
駆動源により回転駆動される軸部材と、位置決め機構と、を前記軸部材の回転方向に係合させることにより、前記軸部材を、その回転方向の変位の基準となる基準位相に位置決めすることを特徴とする軸部材の回転方向の位相決め方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、内燃機関、軸部材の回転方向の位相決め方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
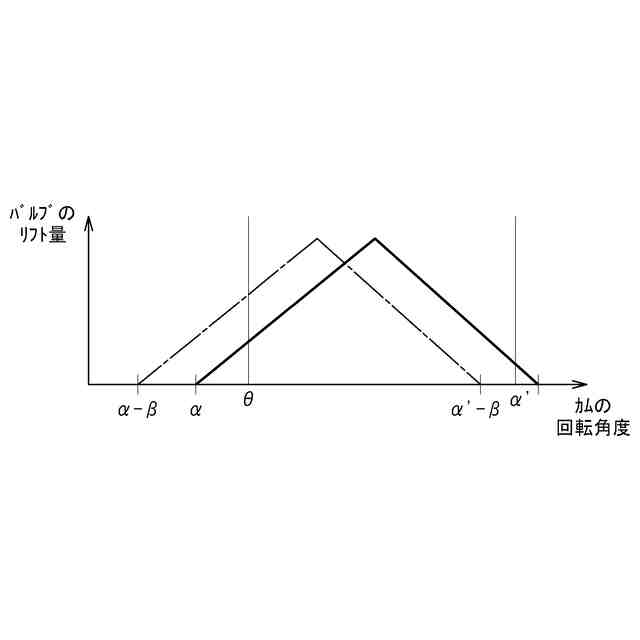
エンジンの動弁系として、エンジンの運転状態に応じて吸気弁や排気弁のバルブタイミングを変更可能な可変バルブタイミング機構が知られている。
【0003】
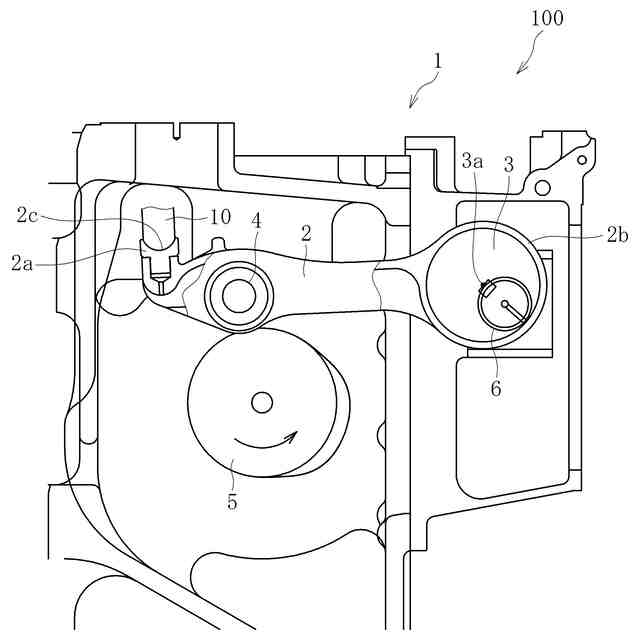
例えば特許文献1の動弁装置では、アクチュエータにより偏心したロッカー軸を回転させてロッカーアームの支点位置を変動させる。これにより、カムプロフィールの異なる低、中速用カムおよび高速用カムを使い分け、動弁装置のバルブタイミングを変更することができる。
【先行技術文献】
【特許文献】
【0004】
特開平6-288212号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
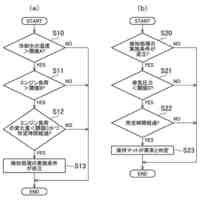
このような内燃機関では、装置側が軸部材の現在の回転位相を認識することにより、装置側で駆動源を駆動させて軸部材を適切な位相まで回転させ、所望のバルブタイミングに変更することが可能であった。しかし、停電等により装置への電力供給が突然停止すると、装置側が現在の軸部材の回転位相を見失ってしまう。この際、軸部材を、回転方向の基準となる基準位相に位置合わせするとともに、軸部材が基準位相に配置されたことを装置側に認識させることで、軸部材の実際の位相と装置側の認識する位相とを再び合わせることが可能である。しかし従来の内燃機関では、このような状況で、軸部材を基準位相に位置決めすることができなかった。
【0006】
このような事情から、本発明では、停電などにより内燃機関への電力供給が突然停止した際に、軸部材を基準位相に位置決めすることを課題とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、本発明は、駆動源と、前記駆動源により回転駆動される軸部材と、前記軸部材とその回転方向に係合することにより、当該回転方向の変位の基準となる基準位相に前記軸部材を位置決めする位置決め機構と、を備えた内燃機関であることを特徴とする。
【0008】
本発明によれば、軸部材を位置決め機構と機械的に係合させることにより、軸部材を基準位相に精度良く位置決めすることができる。このため、例えば電力供給を受けない状態でも、手動で軸部材を基準位相に位置決めすることが可能である。また、電力復旧後に駆動源により軸部材を回転させ、基準位相で位置決めすることもできる。そして、軸部材を基準位相に位置決めした後、軸部材が基準位相に配置されていることを装置側に認識させることで、軸部材の実際の位相と装置側の認識する位相とを合わせることができる。
【0009】
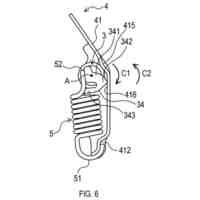
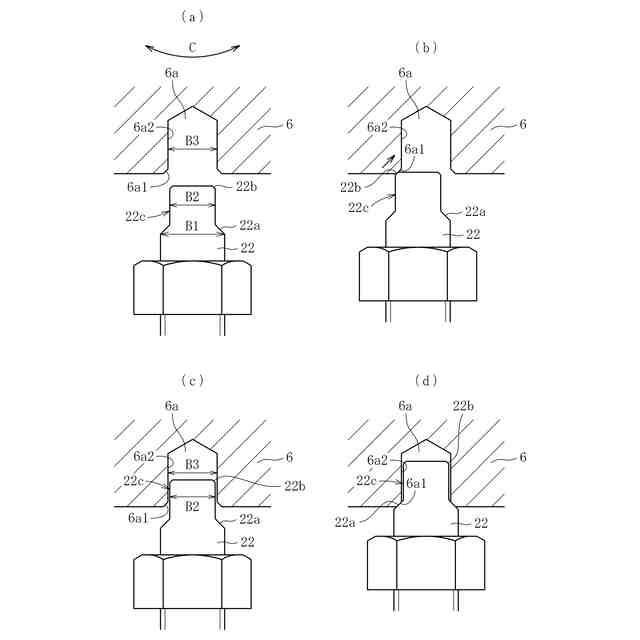
上記内燃機関は、前記軸部材は、その径方向に窪んだ凹部と、前記凹部を形成する係合面と、を有し、前記位置決め機構は位置決め部を有し、前記位置決め部は、前記係合面と前記軸部材の回転方向に係合し、前記軸部材を前記基準位相に位置決めする第1基準面を有する内燃機関とすることができる。軸部材の係合面に位置決め部の第1基準面を係合させることにより、軸部材を基準位相に位置決めできる。
【0010】
上記内燃機関は、前記位置決め部は、前記第1基準面よりも前記軸部材側の先端側に、前記第1基準面が設けられた前記位置決め部の部分よりもその径が小さく、前記凹部に挿入される挿入部を有するものとすることができる。つまり、第1基準面を軸部材の係合面に係合させるよりも前に、径の小さい挿入部を凹部に挿入する。これにより、軸部材回転方向の移動範囲を、挿入部が凹部内を相対移動できる範囲内に規制し、軸部材の回転方向のおおまかな位置決めができる。つまり、挿入部と凹部との軸部材の回転方向の位置ズレが小さい状態で第1基準面を軸部材の係合面に係合させることができ、両者を円滑に係合させることができる。これにより、第1基準面と係合面との間に生じる摩擦力を低減し、両者の摩耗を抑制できる。従って、位置決め部が長期にわたって軸部材を基準位相に精度良く位置決めできる。また挿入部の径を第1基準面が設けられた部分の径よりも小さくすることにより、挿入部を凹部に容易に挿入できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
発電システム
1か月前
ダイハツ工業株式会社
動弁装置
24日前
ダイハツ工業株式会社
冷却装置
3日前
株式会社クボタ
トラクタ
17日前
ダイハツ工業株式会社
内燃機関
18日前
ダイハツ工業株式会社
内燃機関
18日前
スズキ株式会社
内燃機関の排気管構造
1か月前
株式会社クボタ
トラクタ
17日前
大洋技研工業株式会社
混合液ポンプ
1か月前
トヨタ自動車株式会社
車両の制御装置
2日前
スズキ株式会社
冷却水の排水構造
24日前
スズキ株式会社
触媒コンバータの異常診断装置
1か月前
トヨタ自動車株式会社
内燃機関制御装置
13日前
フタバ産業株式会社
排気装置
1か月前
トヨタ自動車株式会社
エンジンの制御装置
1か月前
株式会社SUBARU
可変バルブタイミング機構
9日前
トヨタ自動車株式会社
潤滑油希釈抑制装置
19日前
本田技研工業株式会社
鞍乗型車両の排気装置
1か月前
日野自動車株式会社
タンク構造
1か月前
トヨタ自動車株式会社
内燃機関の異常診断装置
1か月前
トヨタ自動車株式会社
内燃機関の排気浄化装置
1か月前
トヨタ自動車株式会社
内燃機関の排気浄化装置
24日前
スズキ株式会社
リザーバタンクの設置構造
1か月前
トヨタ自動車株式会社
車両
6日前
フタバ産業株式会社
消音器の製造方法
1か月前
株式会社SUBARU
エンジン
25日前
株式会社豊田自動織機
排気浄化装置
1か月前
フタバ産業株式会社
排気系部品の製造方法
1か月前
トヨタ自動車株式会社
エンジンオイル交換時期報知制御装置
12日前
トヨタ自動車株式会社
エンジン冷却装置
11日前
UBE三菱セメント株式会社
蒸気タービンを用いたシステム
4日前
東京濾器株式会社
オイルセパレータ
1か月前
いすゞ自動車株式会社
排気処理装置
3日前
いすゞ自動車株式会社
浄化システム
2日前
いすゞ自動車株式会社
排ガス浄化装置
1か月前
トヨタ自動車株式会社
排ガス浄化装置
9日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ