TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100442
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2024220555
出願日
2024-12-17
発明の名称
側立型冷板、側立型冷板の加工方法および電池パック
出願人
浙江凌きょう能源科技有限公司
,
Zhejiang LeapEnergy Technology Co.,Ltd.
,
浙江零包科技股分有限公司
,
ZHEJIANG LEAPMOTOR TECHNOLOGY CO., LTD.
代理人
個人
主分類
H01M
10/6557 20140101AFI20250626BHJP(基本的電気素子)
要約
【課題】セルにおける自身体の厚さ方向に沿う側面に貼り付けてセルと熱交換を行う側立型冷板、側立型冷板の加工方法および電池パックを提供する。
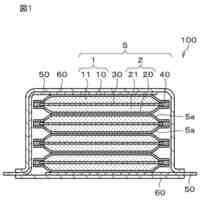
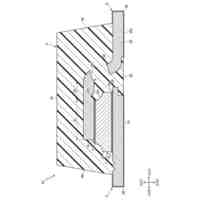
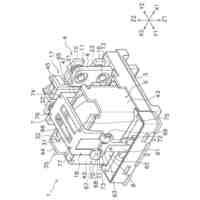
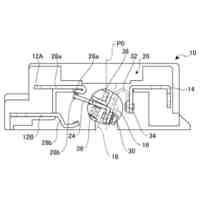
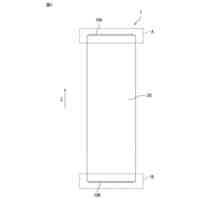
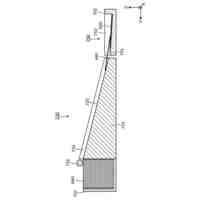
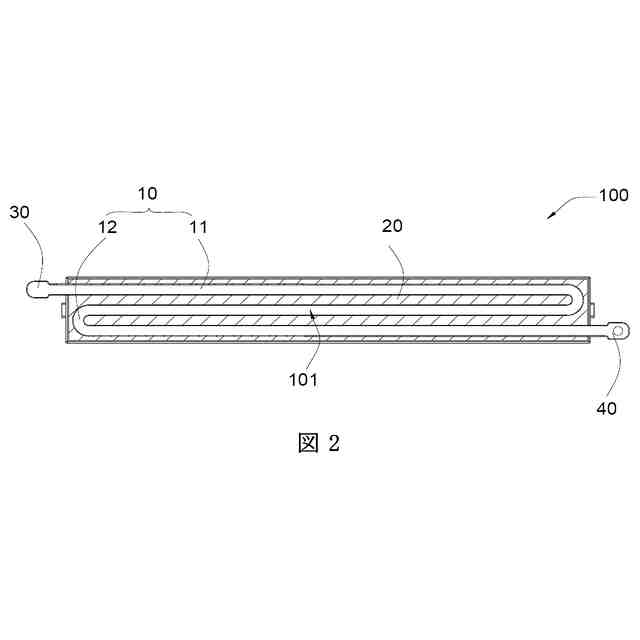
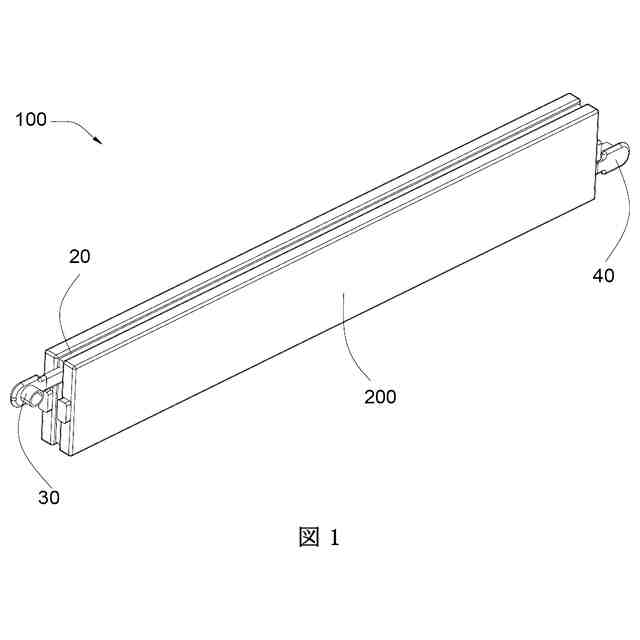
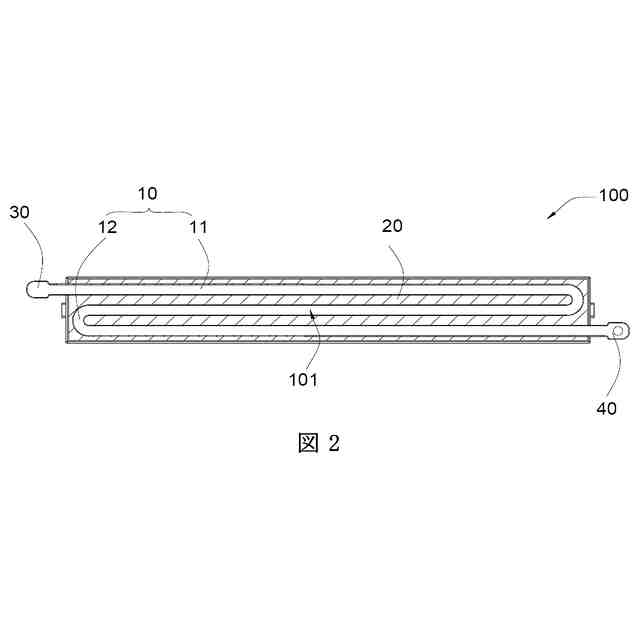
【解決手段】セルにおける自身の厚さ方向に沿う側面に貼り付けてセルと熱交換を行うための側立型冷板100であって、流路管10および熱伝導板20を含み、流路管は、プラスチック制の熱伝導部材であり、熱伝導板は、たわみ性の熱伝導部材であり、流路管を被覆可能なように流路管の外面に直接的に注入成形される。流路管には、熱交換媒体を導入するための流路キャビティ101が開設され、熱伝導板は、熱交換媒体がセルから熱伝導板および流路管を介して伝達された熱を受け取るできるようセルに貼り合わせる。
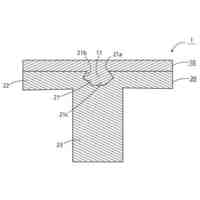
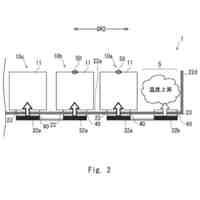
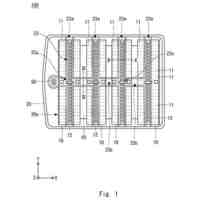
【選択図】図2
特許請求の範囲
【請求項1】
セルにおけるその自体の厚さ方向に沿う側面に貼り付けて前記セルと熱交換を行うためのものであり、
流路管(10)および熱伝導板(20)を含み、前記流路管(10)は、プラスチック制の熱伝導部材であり、前記熱伝導板(20)は、たわみ性の熱伝導部材であり、前記熱伝導板(20)は、前記流路管(10)を被覆可能なように前記流路管(10)の外面に直接的に注入成形され、
前記流路管(10)には、熱交換媒体を導入するための流路キャビティ(101)が開設され、前記熱伝導板(20)は、前記熱交換媒体が前記セルから前記熱伝導板(20)および前記流路管(10)を介して伝達された熱を受け取るできるよう前記セルに貼り合わせるためのものである、
ことを特徴とする側立型冷板。
続きを表示(約 1,200 文字)
【請求項2】
前記流路管(10)の材質は、熱伝導性プラスチックであり、
前記流路管(10)は、前記熱伝導性プラスチックによって押出成形される、
ことを特徴とする請求項1に記載の側立型冷板。
【請求項3】
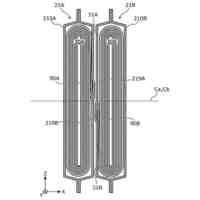
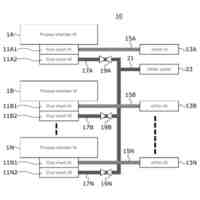
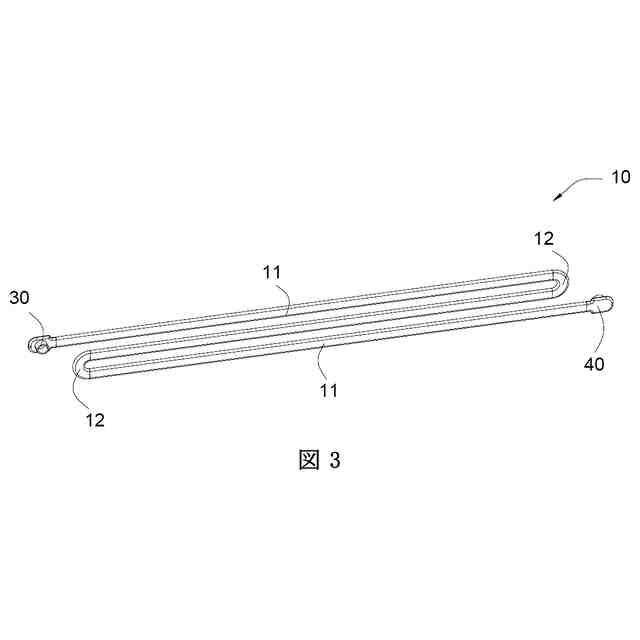
前記流路管(10)は、支管(11)および湾曲管(12)を含み、
前記支管(11)の数は、複数であり、
複数の前記支管(11)は、前記側立型冷板の幅方向に沿って間隔をあけて配列され、
前記湾曲管(12)は、隣接する2つの前記支管(11)の同一側端に接続されるとともに2つの前記支管(11)を連通する、
ことを特徴とする請求項1に記載の側立型冷板。
【請求項4】
前記支管(11)と前記湾曲管(12)とは、一体に曲げ成形される、
ことを特徴とする請求項3に記載の側立型冷板。
【請求項5】
前記支管(11)と前記湾曲管(12)とは別体構造となっており、かつ、前記支管(11)と前記湾曲管(12)とは、溶接によって固定される、
ことを特徴とする請求項3に記載の側立型冷板。
【請求項6】
前記熱伝導板(20)の材質は、熱伝導性シリカゲルである、
ことを特徴とする請求項1に記載の側立型冷板。
【請求項7】
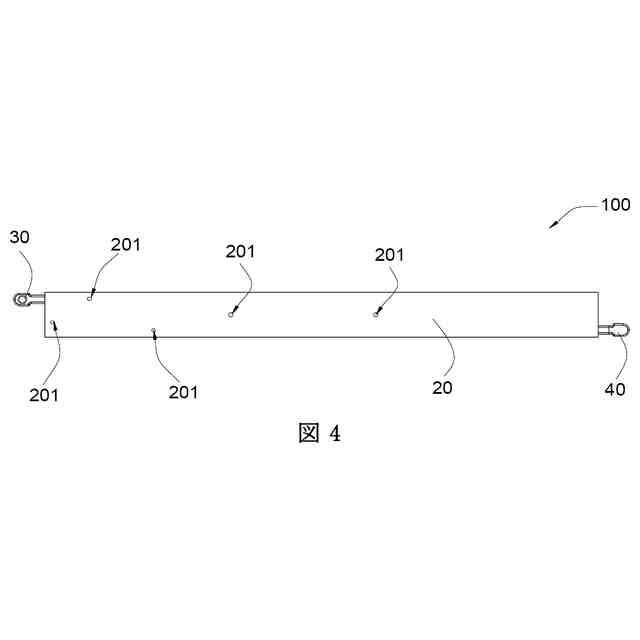
前記熱伝導板(20)には、支持孔(201)が開設されており、
前記支持孔(201)は、注入成形金型における支持柱を挿通させて前記流路管(10)を押し付けるためのものである、
ことを特徴とする請求項1に記載の側立型冷板。
【請求項8】
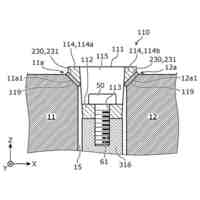
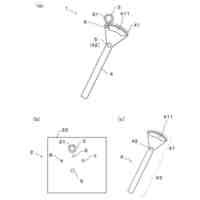
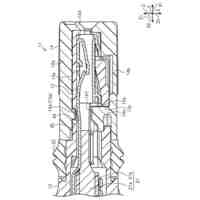
入口管(30)および出口管(40)をさらに含み、
前記入口管(30)および前記出口管(40)は、前記流路管(10)の両端にそれぞれ接続されるとともに前記流路キャビティ(101)に連通する、
ことを特徴とする請求項1に記載の側立型冷板。
【請求項9】
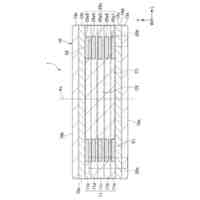
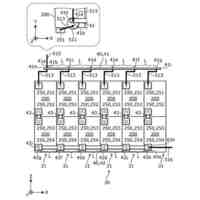
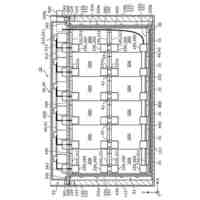
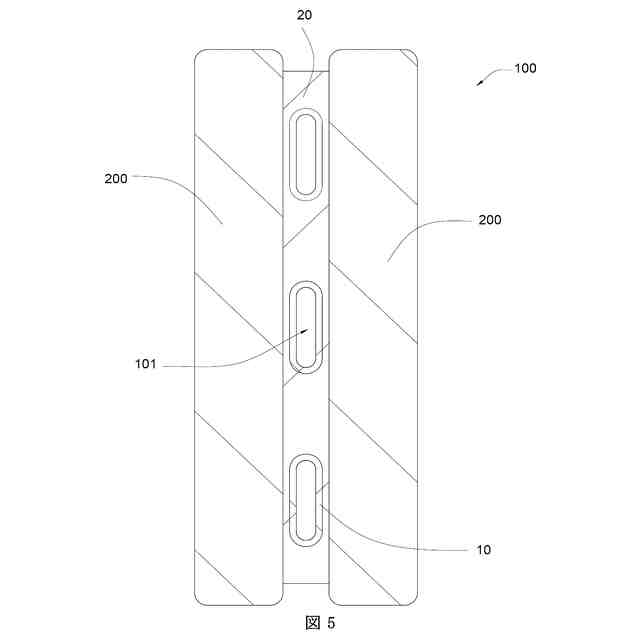
複数のセルと、
複数の請求項1~8のいずれか1項に記載の側立型冷板と、を含み、
複数の前記セルは、その自体の厚み方向に沿って間隔をあけて配列され、
前記側立型冷板は、隣接する2つの前記セルの間に挟まれるとともに隣接する2つの前記セルに接続される、
ことを特徴とする電池パック。
【請求項10】
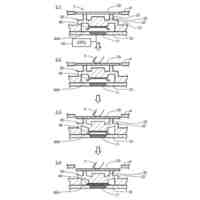
請求項1に記載の側立型冷板を加工するための側立型冷板の加工方法であって、
熱伝導性プラスチックによって内部に流路キャビティ(101)を有する流路管(10)を加工するステップと、
前記流路管(10)の外面に、前記熱伝導板(20)が前記流路管(10)の外面を包むように、熱伝導性シリカゲルを用いて前記熱伝導板(20)を直接的に注入成形するステップと、を含む、
ことを特徴とする側立型冷板の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本願は、電池の冷却の技術分野に関し、特に側立型冷板、側立型冷板の加工方法および電池パックに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
電池パックの作動過程において、内部のセルが大量の熱を放出し、放熱を適時に行わないと、セルの使用寿命を低下させてしまう。従来、セルを放熱させるために、セルの底部に液冷板が設けられることが一般的である。
【0003】
従来技術では、液冷板は通常プレスろう付け式の液冷板であり、その材質がアルミニウム合金であるので、重量が大きくて軽量化に不利であるだけでなく、コストも高い。そして、アルミニウム合金部品同士がろう付け接続された後、発生した溶接欠陥は、液冷板の平坦性に影響を与えて、液冷板の熱交換効率を低下させるだけでなく、液冷板の材料強度を大幅に低下させて、液冷板の使用過程において一定のセキュリティリスクが存在する。
【発明の概要】
【発明が解決しようとする課題】
【0004】
これに基づいて、従来の液冷板におけるコストが高くかつ安全性が悪いという問題を解決するために、側立型冷板、側立型冷板の加工方法および電池パックを提供する必要がある。
【課題を解決するための手段】
【0005】
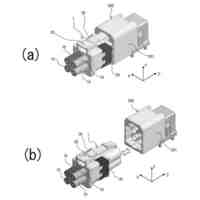
本願によれば、セルにおけるその自体の厚さ方向に沿う側面に貼り付けて前記セルと熱交換を行うためのものであり、流路管および熱伝導板を含み、前記流路管は、プラスチック制の熱伝導部材であり、前記熱伝導板は、たわみ性の熱伝導部材であり、前記熱伝導板は、前記流路管を被覆可能なように前記流路管の外面に直接的に注入成形され、前記流路管には、熱交換媒体を導入するための流路キャビティが開設され、前記熱伝導板は、前記熱交換媒体が前記セルから前記熱伝導板および前記流路管を介して伝達された熱を受け取るできるよう前記セルに貼り合わせるためのものである側立型冷板を提供する。
【0006】
1つの実施例では、前記流路管の材質は、熱伝導性プラスチックであり、かつ、前記流路管は、前記熱伝導性プラスチックによって押出成形される。
【0007】
このように構成すれば、流路管の成形が簡単となり、流路管の加工速度を効果的に向上させつつコストを低減させることができると理解できろう。
【0008】
1つの実施例では、前記流路管は、支管および湾曲管を含み、前記支管の数は、複数であり、複数の前記支管は、前記側立型冷板の幅方向に沿って間隔をあけて配列され、前記湾曲管は、隣接する2つの前記支管の同一側端に接続されるとともに2つの前記支管を連通する。
【0009】
このように構成すれば、熱交換媒体の流動長さと流動面積をさらに増加させ、側立型冷板によるセルの熱交換効果を効果的に向上させたと理解できろう。
【0010】
1つの実施例では、前記支管と前記湾曲管とは、一体に曲げ成形される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
APB株式会社
二次電池
25日前
日東精工株式会社
端子部品
19日前
レナタ・アーゲー
電池
14日前
個人
鉄心用材料とその製造方法
4日前
株式会社クオルテック
空気電池
11日前
ローム株式会社
半導体装置
26日前
株式会社メルビル
ステージ
6日前
株式会社GSユアサ
蓄電装置
20日前
株式会社GSユアサ
蓄電装置
4日前
太陽誘電株式会社
コイル部品
26日前
豊田鉄工株式会社
コイル部品
13日前
オムロン株式会社
電磁継電器
今日
株式会社GSユアサ
蓄電装置
4日前
株式会社GSユアサ
蓄電装置
4日前
三洲電線株式会社
撚線
18日前
三菱電機株式会社
漏電遮断器
18日前
株式会社GSユアサ
蓄電装置
4日前
株式会社GSユアサ
蓄電装置
4日前
株式会社高田製作所
電源切替器
26日前
株式会社村田製作所
電池
26日前
中国電力株式会社
移動用変圧器
13日前
トヨタ自動車株式会社
二次電池
27日前
株式会社不二越
ソレノイド
1か月前
トヨタ自動車株式会社
電池パック
21日前
中国電力株式会社
断路器操作構造
今日
東洋電装株式会社
操作装置
今日
株式会社GSユアサ
極板積層装置
20日前
エドワーズ株式会社
冷却システム
4日前
住友電装株式会社
コネクタ
4日前
住友電装株式会社
コネクタ
4日前
矢崎総業株式会社
コネクタ
27日前
トヨタ自動車株式会社
電池パック
19日前
株式会社ニフコ
構造体
25日前
株式会社アイシン
回転電機駆動装置
5日前
トヨタ自動車株式会社
電極及び電池
12日前
株式会社村田製作所
二次電池
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ