TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097164
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023213293
出願日
2023-12-18
発明の名称
スパークプラグ
出願人
株式会社デンソー
代理人
弁理士法人あいち国際特許事務所
主分類
H01T
13/20 20060101AFI20250623BHJP(基本的電気素子)
要約
【課題】中心電極の耐久性及び絶縁碍子の耐電圧性に優れたスパークプラグを提供すること。
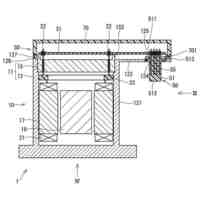
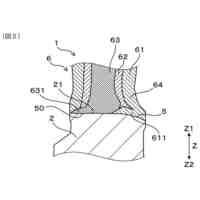
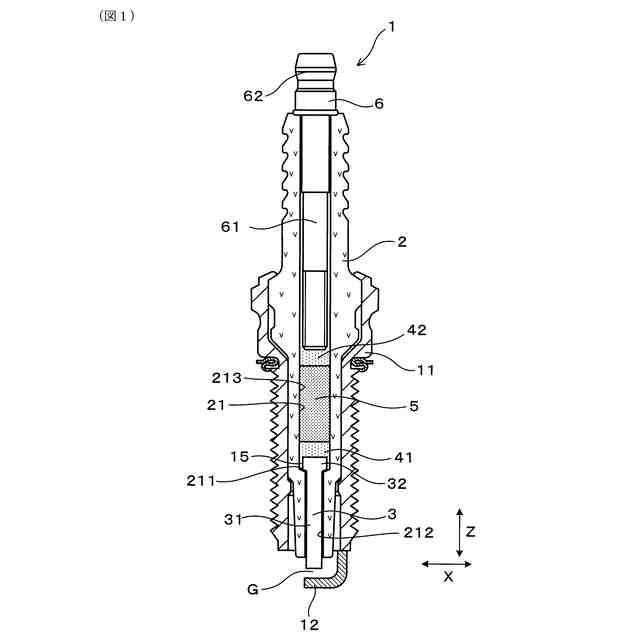
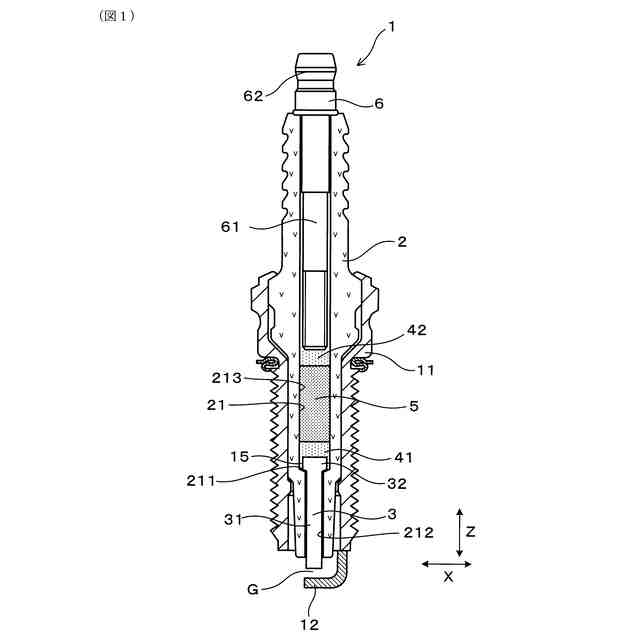
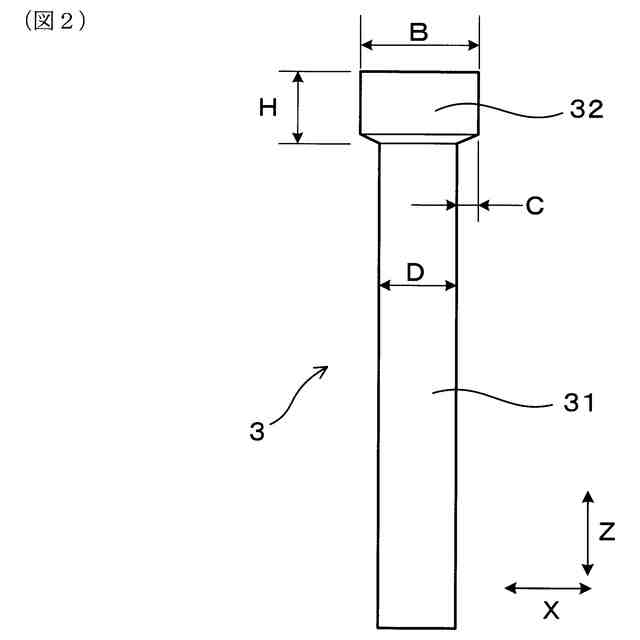
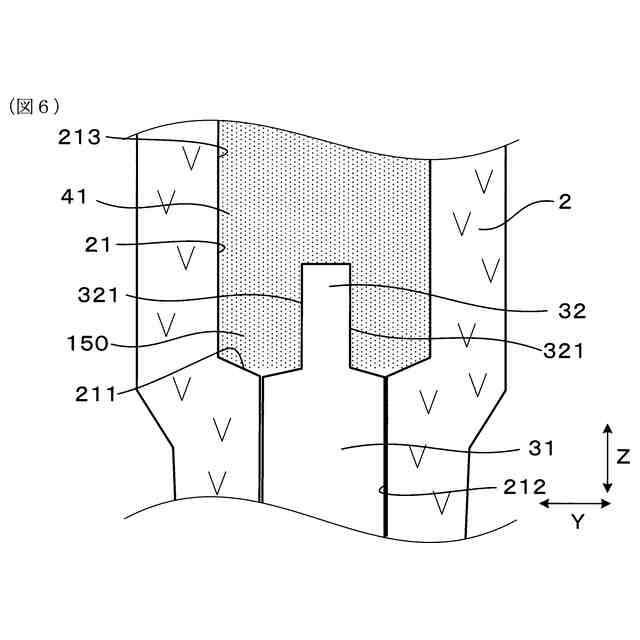
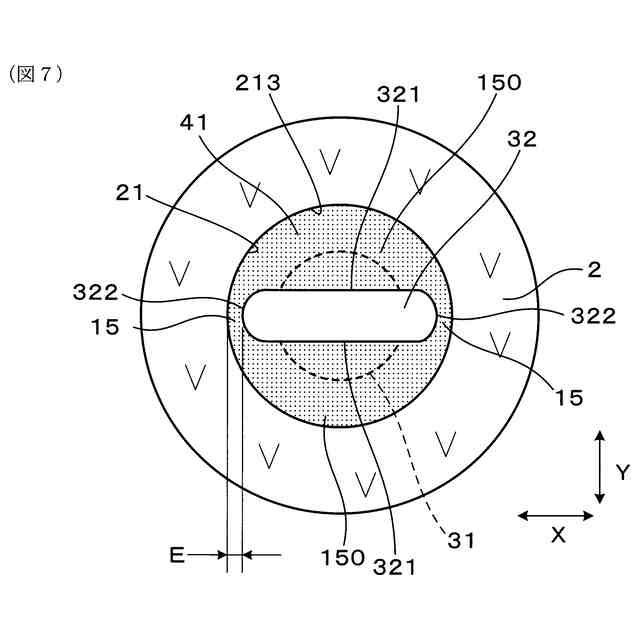
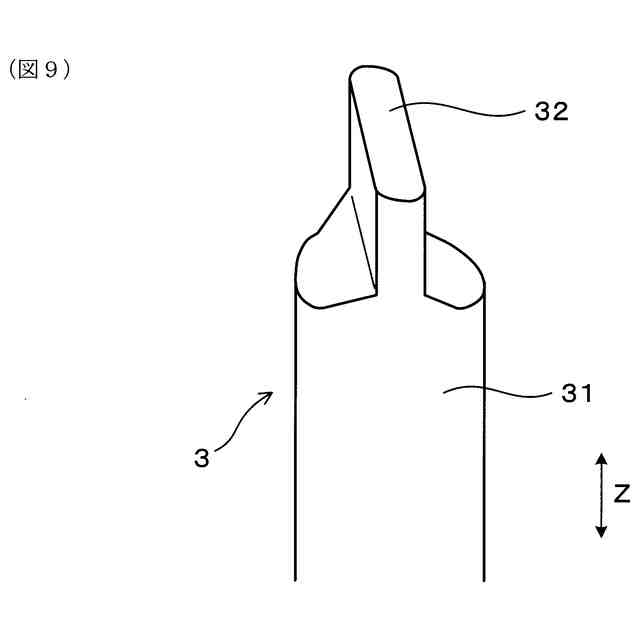
【解決手段】スパークプラグ1は、筒状の絶縁碍子2と、絶縁碍子の軸孔21に挿入配置された中心電極3と、軸孔21内において中心電極3の基端部の外周側及び基端側に配設された第1導電性シール部41と、軸孔21内において第1導電性シール部41の基端側に配設された抵抗体5と、軸孔21内において抵抗体5の基端側に配設された第2導電性シール部42と、軸孔21の基端部を塞ぐステム6と、を有する。中心電極3は、貴金属材料又は貴金属合金材料によって構成された単一部材であると共に、円柱状の電極本体部31と、電極本体部31の基端側に形成された鍔部32とを有する。鍔部32は、プラグ軸方向Zから見たとき、長尺形状を有し、長手方向Xの長さが電極本体部31の直径よりも長く、短手方向の長さが、電極本体部31の直径よりも短い。
【選択図】図1
特許請求の範囲
【請求項1】
筒状の絶縁碍子(2)と、
該絶縁碍子の軸孔(21)に挿入配置されると共に先端が前記絶縁碍子から露出した中心電極(3)と、
前記軸孔内において前記中心電極の基端部の外周側及び基端側に配設された第1導電性シール部(41)と、
前記軸孔内において前記第1導電性シール部の基端側に配設された抵抗体(5)と、
前記軸孔内において前記抵抗体の基端側に配設された第2導電性シール部(42)と、
前記第2導電性シール部の基端側に配設されて前記軸孔の基端部を塞ぐステム(6)と、
を有し、
前記中心電極は、貴金属材料又は貴金属合金材料によって構成された単一部材であると共に、円柱状の電極本体部(31)と、前記電極本体部の基端側に形成された鍔部(32)とを有し、
前記鍔部は、プラグ軸方向(Z)から見たとき、長尺形状を有し、長手方向(X)の長さ(B)が前記電極本体部の直径(D)よりも長く、前記長手方向に直交する短手方向(Y)の長さ(A)が、前記電極本体部の直径よりも短い、
スパークプラグ(1)。
続きを表示(約 670 文字)
【請求項2】
前記鍔部は、前記短手方向を向く一対の平坦面を有する、請求項1に記載のスパークプラグ。
【請求項3】
前記鍔部は、前記長手方向の両端部が、凸曲面にて構成されている、請求項1又は2に記載のスパークプラグ。
【請求項4】
プラグ軸方向から見たとき、前記鍔部の前記凸曲面の曲率半径は、前記絶縁碍子の前記軸孔のうち前記鍔部が配置された部分の前記軸孔の曲率半径よりも、小さい、請求項3に記載のスパークプラグ。
【請求項5】
前記鍔部の短手方向の幅をA、前記電極本体部の直径をDとしたとき、0.25≦A/D≦0.75を満たす、請求項1又は2に記載のスパークプラグ。
【請求項6】
前記鍔部の長手方向の端部と、前記軸孔の内壁面との間の隙間は、0.1mm以上である、請求項1又は2に記載のスパークプラグ。
【請求項7】
前記電極本体部の直径は、0.4~1.6mmである、請求項1又は2に記載のスパークプラグ。
【請求項8】
前記中心電極は、白金合金からなる、請求項1又は2に記載のスパークプラグ。
【請求項9】
前記中心電極は、イリジウム合金からなる、請求項1又は2に記載のスパークプラグ。
【請求項10】
前記電極本体部は、前記絶縁碍子の先端から突出した部分と、前記絶縁碍子の内側に配置された部分とが、同じ直径を有する、請求項1又は2に記載のスパークプラグ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、スパークプラグに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
内燃機関の着火手段として用いられるスパークプラグは、筒状の絶縁碍子とその軸孔に挿入配置された中心電極とを有する。中心電極としては、例えば特許文献1に記載されているように、Ni等の外側材の内側に、Cu等の熱伝導率の高い芯材が配置され、更に先端部に貴金属チップが接合された構成を有するものがある。また、絶縁碍子の軸孔における中心電極の基端側には、導電性のシール材が充填される。シール材は、中心電極の基端部に設けられた鍔部の外周面と、軸孔の内壁面との間にも充填される。
【先行技術文献】
【特許文献】
【0003】
特許第4220218号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、中心電極の先端部に貴金属チップを接合したものは、接合部の耐久性が問題となることがあり得る。すなわち、火花放電の一端が、接合部に移動することもある。そうすると、接合部が選択的に消耗して、場合によっては中心電極における貴金属チップの接合性に影響を及ぼすことも懸念される。
【0005】
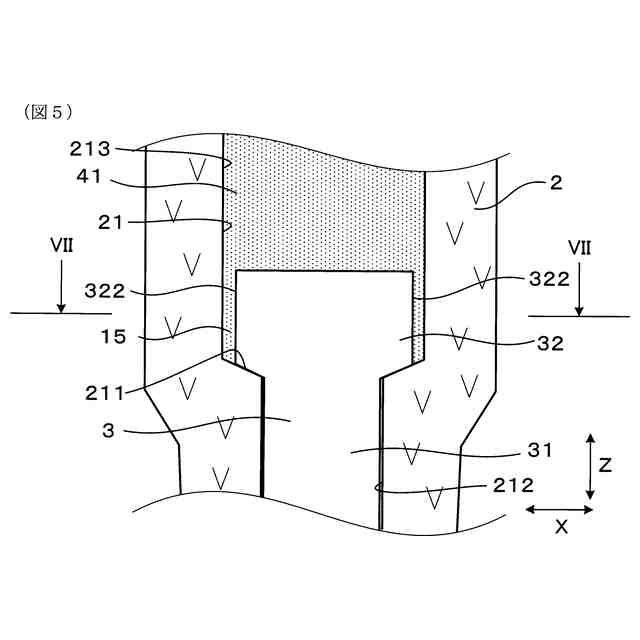
また、中心電極の鍔部の外周面と絶縁碍子の軸孔の内壁面との間の隙間に、シール材を充填する際に、当該隙間に気泡が残ると、絶縁碍子と気泡との接点部分に電界集中が起こり、耐電圧が低下することが懸念される。
【0006】
本発明は、かかる課題に鑑みてなされたものであり、中心電極の耐久性及び絶縁碍子の耐電圧性に優れたスパークプラグを提供しようとするものである。
【課題を解決するための手段】
【0007】
本発明の一態様は、筒状の絶縁碍子(2)と、
該絶縁碍子の軸孔(21)に挿入配置されると共に先端が前記絶縁碍子から露出した中心電極(3)と、
前記軸孔内において前記中心電極の基端部の外周側及び基端側に配設された第1導電性シール部(41)と、
前記軸孔内において前記第1導電性シール部の基端側に配設された抵抗体(5)と、
前記軸孔内において前記抵抗体の基端側に配設された第2導電性シール部(42)と、
前記第2導電性シール部の基端側に配設されて前記軸孔の基端部を塞ぐステム(6)と、
を有し、
前記中心電極は、貴金属材料又は貴金属合金材料によって構成された単一部材であると共に、円柱状の電極本体部(31)と、前記電極本体部の基端側に形成された鍔部(32)とを有し、
前記鍔部は、プラグ軸方向(Z)から見たとき、長尺形状を有し、長手方向(X)の長さ(B)が前記電極本体部の直径(D)よりも長く、前記長手方向に直交する短手方向の長さ(A)が、前記電極本体部の直径よりも短い、
スパークプラグ(1)にある。
【発明の効果】
【0008】
本形態のスパークプラグにおいて、中心電極は、貴金属材料又は貴金属合金材料によって構成された単一部材であるため、溶接部等の接合部を有しない。それゆえ、中心電極の耐久性に優れたスパークプラグを得ることができる。
【0009】
また、前記鍔部は、プラグ軸方向から見たとき、長尺形状を有し、長手方向の長さが電極本体部の直径よりも長く、長手方向に直交する短手方向の長さが、電極本体部の直径よりも短い。これにより、軸孔内の所望の位置に中心電極を配置することができると共に、絶縁碍子の耐電圧性を向上させることができる。すなわち、鍔部の長手方向の長さを電極本体部の直径よりも大きくすることで、鍔部を絶縁碍子の軸孔内に係止して、軸孔内における所望の位置に中心電極を配置することができる。また、鍔部の短手方向の長さが電極本体部の直径よりも短いことで、短手方向における鍔部と軸孔の内壁面との間の隙間を大きくすることができる。これにより、鍔部の外周と軸孔の内壁面との間に気泡が残留することを抑制することができる。その結果、耐電圧性を向上させることができる。
【0010】
以上のごとく、上記態様によれば、中心電極の耐久性及び絶縁碍子の耐電圧性に優れたスパークプラグを提供することができる。
なお、特許請求の範囲及び課題を解決する手段に記載した括弧内の符号は、後述する実施形態に記載の具体的手段との対応関係を示すものであり、本発明の技術的範囲を限定するものではない。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社デンソー
携帯機
3日前
株式会社デンソー
圧電素子
5日前
株式会社デンソー
駆動装置
6日前
株式会社デンソー
電子機器
3日前
株式会社デンソー
駆動装置
6日前
株式会社デンソー
光学部材
10日前
株式会社デンソー
通信装置
10日前
株式会社デンソー
電子装置
7日前
株式会社デンソー
特性補償回路
4日前
株式会社デンソー
電力変換装置
7日前
株式会社デンソー
モータ制御装置
4日前
株式会社デンソー
電力変換モジュール
7日前
株式会社デンソー
電力変換モジュール
7日前
株式会社デンソー
電力変換モジュール
7日前
株式会社デンソー
電力変換モジュール
7日前
株式会社デンソー
電力変換モジュール
7日前
株式会社デンソー
巻線界磁型回転電機
10日前
株式会社デンソー
電力変換モジュール
7日前
株式会社デンソー
コイルアッセンブリー
11日前
株式会社デンソーテン
車載装置およびプログラム
7日前
株式会社デンソー
電子制御装置、通信システム
11日前
株式会社デンソー
回路基板および電子制御装置
3日前
株式会社デンソーテン
車両制御装置および車両制御方法
3日前
株式会社SOKEN
関節車輪機構
3日前
株式会社デンソー
電界効果トランジスタとその製造方法
10日前
トヨタ自動車株式会社
電力変換装置
11日前
株式会社デンソーテン
画像処理装置及び画像処理プログラム
3日前
トヨタ自動車株式会社
車両制御装置
6日前
株式会社デンソーテン
電源制御装置および電源制御プログラム
11日前
株式会社デンソー
データ処理装置及びデータ処理プログラム
10日前
株式会社デンソーテン
検出装置、検出方法および検出プログラム
10日前
株式会社デンソー
内燃機関用のスパークプラグ及びその製造方法
6日前
株式会社デンソー
乗員状態検知装置および乗員状態改善システム
10日前
株式会社デンソー
車両部品交換予測装置及び車両部品交換予測方法
5日前
株式会社デンソー
生体信号検出モジュールおよび生体信号検出システム
4日前
株式会社デンソー
露出制御装置、露出制御方法、および露出制プログラム
12日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ