TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025093082
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208590
出願日
2023-12-11
発明の名称
電池用端子部品の製造方法
出願人
株式会社プロテリアル
代理人
弁理士法人信栄事務所
主分類
H01M
50/564 20210101AFI20250616BHJP(基本的電気素子)
要約
【課題】 クラッド個片の外縁部におけるバリの発生を抑制する。
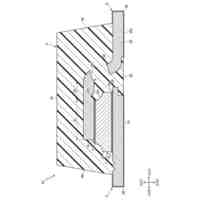
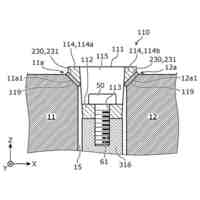
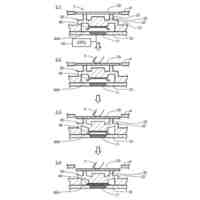
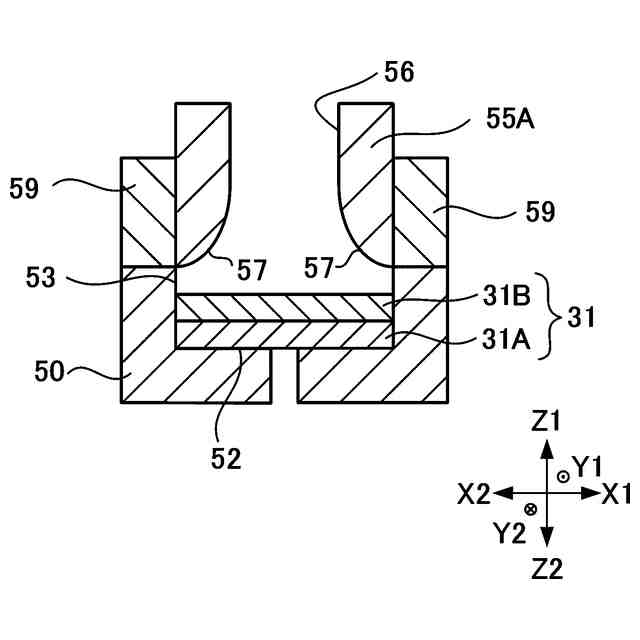
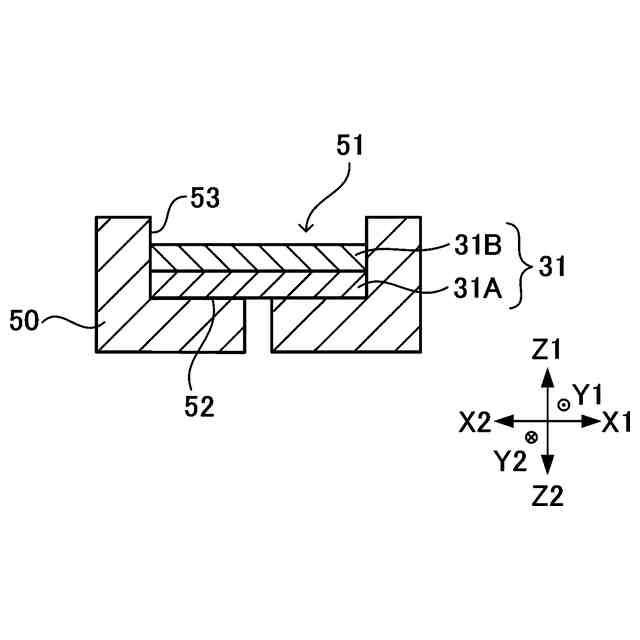
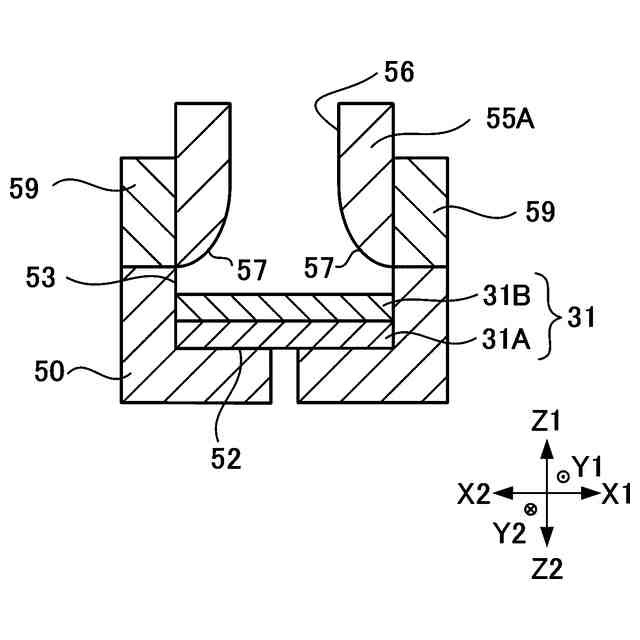
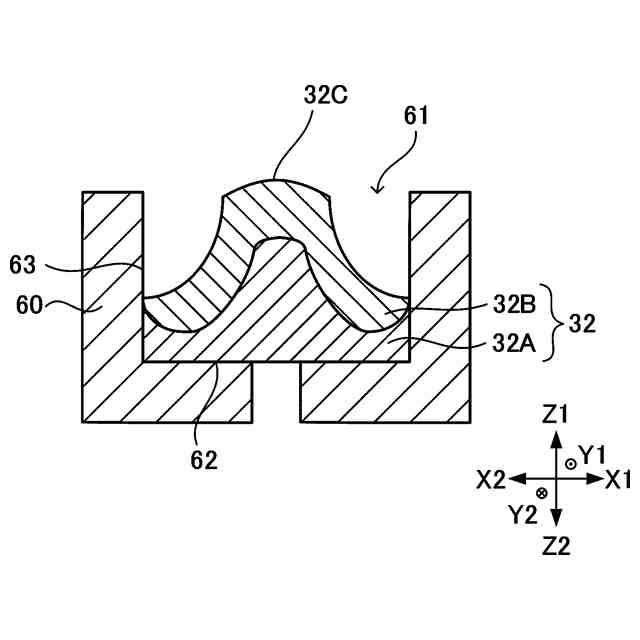
【解決手段】 高延性導体層31Aと低延性導体層31Bとが厚さ方向に積層接合されて成るクラッド個片31を下型50内に配置するときに、下型50において、上方に向かって開口する縦穴部51の底面52に高延性導体層31Aが接するように配置する工程(1)と、上型55Aを下型50の縦穴部51に進入させてクラッド個片31の低延性導体層31Bの上面を押圧するときに、上型55Aにおいて、クラッド個片31の中央に軸部となる凸部32Cを形成するための下方に開口して上方向に延びる凸部形成用凹部56により、クラッド個片31の側面の塑性変形を下型50の縦穴部51の内周壁53で拘束しつつクラッド個片31を凸部形成用凹部56に向けて塑性変形させて、凸部形成用凹部56の内部で凸部32Cを形成する工程(2)と、を有する、端子部品の製造方法。
【選択図】図5
特許請求の範囲
【請求項1】
高延性導体層と、前記高延性導体層よりも延性が低い低延性導体層とが、厚さ方向に積層接合されて成るクラッド板を用いて、前記クラッド板の厚さ方向に延びる軸部と、前記軸部から前記厚さ方向との直交方向に延びる鍔部と、を有する、電池用端子部品を製造する製造方法であって、
下型内に前記クラッド板を前記厚さ方向に打ち抜いて形成したクラッド個片を配置するときに、前記下型において、上方に向かって開口する縦穴部の底面に前記高延性導体層が接するように前記クラッド個片を配置する工程(1)と、
上型を前記下型の前記縦穴部に進入させて前記クラッド個片の前記低延性導体層の上面を押圧するときに、前記上型において、前記クラッド個片の前記直交方向の中央に前記軸部となる凸部を形成するための下方に開口して上方向に延びる凸部形成用凹部により、前記クラッド個片の側面の塑性変形を前記下型の前記縦穴部の内周壁で拘束しつつ前記クラッド個片を前記凸部形成用凹部に向けて塑性変形させて、前記凸部形成用凹部の内部で前記凸部を形成する工程(2)と、を有する、端子部品の製造方法。
続きを表示(約 920 文字)
【請求項2】
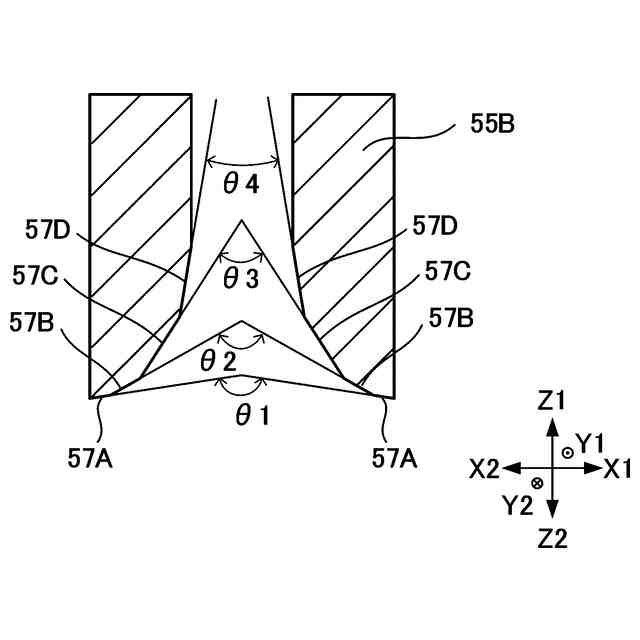
前記上型の前記凸部形成用凹部の前記内周壁の内周縁には、前記直交方向の中央に向かって上方に傾斜した傾斜面が設けられている、請求項1に記載の端子部品の製造方法。
【請求項3】
前記下型の前記縦穴部の前記底面に対する前記上型の前記内周縁の前記傾斜面の勾配は、前記直交方向の中央に向かって増加する、請求項2に記載の端子部品の製造方法。
【請求項4】
前記上型は、下端の外周部から前記直交方向の中央に向かって連続する複数の平面または曲面を有し、前記下型の前記縦穴部の前記底面に対する前記複数の平面または曲面の勾配は、前記直交方向の中央に向かって増加する、請求項2に記載の端子部品の製造方法。
【請求項5】
前記上型は、下端の外周部から前記直交方向の中央に向かって連続して上方に傾斜した複数の円錐面を有し、前記複数の円錐面は上部ほど小さいテーパ角を有する、請求項2に記載の端子部品の製造方法。
【請求項6】
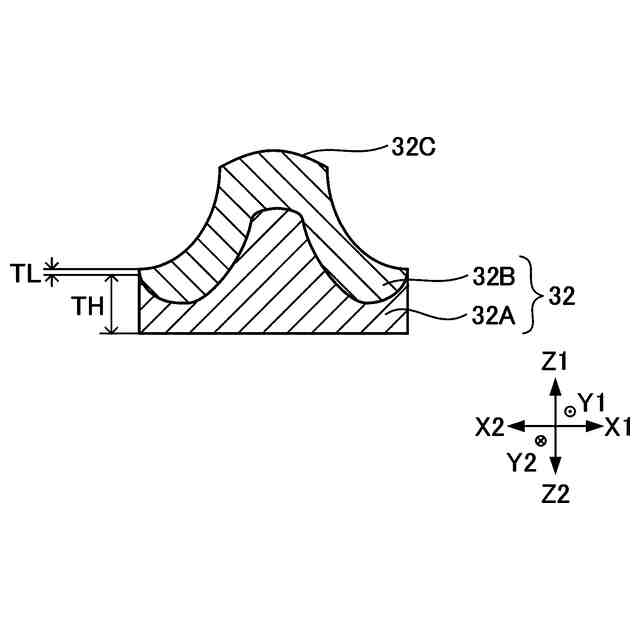
前記工程(2)において、前記クラッド個片の外周縁における、前記高延性導体層の厚さをTH、前記低延性導体層の厚さをTLとするとき、TL/(TH+TL)≦0.2を満たすまで、前記クラッド個片を前記上型の前記凸部形成用凹部の内部へ延伸させる、請求項1に記載の端子部品の製造方法。
【請求項7】
前記工程(2)の後、前記凸部を延伸させて前記軸部を形成する工程(3)を有する、請求項1に記載の端子部品の製造方法。
【請求項8】
前記工程(3)の後、前記軸部の一端側に有底穴部を形成する工程(4)を有する、請求項7に記載の端子部品の製造方法。
【請求項9】
前記工程(4)の後、前記軸部の前記一端側とは反対の他端側をプレスすることで前記軸部から径方向に延びる前記鍔部を形成する工程(5)を有する、請求項8に記載の端子部品の製造方法。
【請求項10】
前記工程(5)の後、前記鍔部の最外周部のトリミングを行う工程(6)を有する、請求項9に記載の端子部品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、電池用端子部品の製造方法に関し、例えば、リチウムイオン二次電池などの二次電池モジュールに用いられる電池用端子部品の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
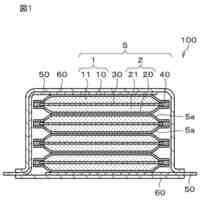
特許文献1には、アルミニウム箔から構成された正極と、銅箔から構成された負極と、正極と負極との間のセパレータと、電解液とを備え、正極、負極、セパレータおよび電解液がケース内に収容されたリチウムイオン二次電池(LIB)が記載されている。LIBにおいて、正極は、ケース内の正極集電体と接続され、正極集電体はケースを貫通する正極端子と電気的に接続されている。また、正極端子は、ケース外で、バスバーに接続されている。一方、負極は、ケース内の負極集電体と接続され、負極集電体はケースを貫通する負極端子と電気的に接続されている。また、負極端子は、ケース外で、バスバーに接続されている。
【0003】
近年、軽量化のため、アルミニウムやアルミニウム合金から成るバスバー(Alバスバー)が用いられる。そのため、LIBにおいて、アルミニウムやアルミニウム合金から成る正極集電体とAlバスバーとの接続には、アルミニウムやアルミニウム合金から成る正極端子が用いられている。一方、負極集電体には、銅や銅合金が用いられている。そのため、特許文献1には、負極端子において、負極集電体と接触する部分を銅または銅合金とし、Alバスバーと接触する部分をアルミニウムまたはアルミニウム合金とすることが記載されている。
【0004】
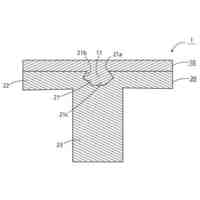
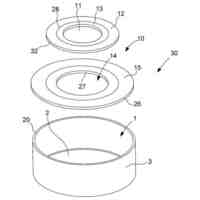
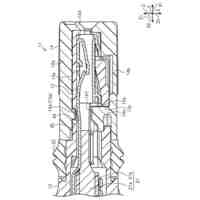
具体的には、特許文献1の負極端子は、軸部と、前記軸部から放射方向に放射状の広がりを持つ鍔部とを有し、アルミニウムまたはアルミニウム合金から成る高延性導体層と、銅または銅合金から成る低延性導体層とが接合されたクラッド材から構成されている。特許文献1では、2種類の金属で構成される2層構造のクラッド個片をプレス成形することによって端子部品の外形が成形される。具体的には、クラッド材を、軸部に対応する凹部が設けられた下型内に、低延性導体層が下向きとなるように配置し、高延性導体層の側から上型により鍛造プレスする。これにより、低延性導体層の側の中央部が突出した軸部が形成され、クラッド材の残りの部分が鍔部となるように電池用端子が形成される。
【0005】
特許文献2には、底面と、底面と反対側の上面とを有するプレート状の頭部と、底面から延びる軸部とを有する二次電池用の端子部品が記載されている。端子部品は、銅(低延性導体)と、アルミニウム(高延性導体)とを備えている。頭部の底面は銅から構成されており、頭部の上面は、アルミニウムから構成されている。特許文献2には、銅よりも塑性変形しやすい頭部の上面側のアルミニウムから成る高延性導体層が早く流動し、頭部の底面側の銅から成る低延性導体層と金型との隙間に入り込むことで発生するバリを抑えるために、頭部の底面の外周部に、周方向に連続した面取り部を設けることが記載されている。
【先行技術文献】
【特許文献】
【0006】
特許第6581440号公報
特開2023-62844号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、アルミニウムまたはアルミニウム合金からなる高延性導体層と、銅または銅合金からなる低延性導体層とが接合された2層構造のクラッド個片を鍛造プレスする際に、軸部に対応する凹部が設けられた下型内に、低延性導体層が下向きとなるように配置し、高延性導体層の側から上型により鍛造プレスすると、クラッド個片の外縁部で高延性導体層が下型と上型との間に侵入し、バリが生ずるおそれがある。このようなバリが生ずると、成形後のクラッド個片からバリを除去する手間が生ずる。また、クラッド個片を型から取り外した後に、成形後のクラッド個片からバリが遊離して下型または上型に残存すると、次のクラッド個片を成形する妨げとなる。このため、遊離したバリが残存する可能性のある下型または上型を清掃する手間が生ずる。
【0008】
本発明の課題は、高延性導体層と低延性導体層とが厚さ方向に積層接合されて成るクラッド板を用いて、クラッド板の厚さ方向に延びる軸部と、軸部からクラッド板の厚さ方向に対して直交方向に延びる鍔部と、を有する、電池の端子部品を製造する際に、クラッド個片の外縁部において下型と上型との間にバリが発生するのを抑制することである。
【課題を解決するための手段】
【0009】
上記の課題を解決するため、本発明の第一の態様は、高延性導体層と、前記高延性導体層よりも延性が低い低延性導体層とが、厚さ方向に積層接合されて成るクラッド板を用いて、前記クラッド板の厚さ方向に延びる軸部と、前記軸部から前記厚さ方向との直交方向に延びる鍔部と、を有する、電池用端子部品を製造する製造方法であって、
下型内に前記クラッド板を前記厚さ方向に打ち抜いて形成したクラッド個片を配置するときに、前記下型において、上方に向かって開口する縦穴部の底面に前記高延性導体層が接するように前記クラッド個片を配置する工程(1)と、
上型を前記下型の前記縦穴部内に進入させて前記クラッド個片の前記低延性導体層の上面を押圧するときに、前記上型において、前記クラッド個片の前記直交方向の中央に前記軸部となる凸部を形成するための下方に開口して上方向に延びる凸部形成用凹部により、前記クラッド個片の側面の塑性変形を前記下型の前記縦穴部の内周壁で拘束しつつ前記クラッド個片を前記凸部形成用凹部に向けて塑性変形させて、前記凸部形成用凹部の内部で前記凸部を形成する工程(2)と、を有する。
【0010】
前記上型の前記凸部形成用凹部の前記内周壁の内周縁には、前記直交方向の中央に向かって上方に傾斜した傾斜面が設けられていることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
APB株式会社
二次電池
25日前
日東精工株式会社
端子部品
19日前
レナタ・アーゲー
電池
14日前
株式会社クオルテック
空気電池
11日前
個人
鉄心用材料とその製造方法
4日前
ローム株式会社
半導体装置
26日前
株式会社メルビル
ステージ
6日前
豊田鉄工株式会社
コイル部品
13日前
株式会社GSユアサ
蓄電装置
4日前
株式会社GSユアサ
蓄電装置
4日前
株式会社GSユアサ
蓄電装置
4日前
株式会社GSユアサ
蓄電装置
4日前
三菱電機株式会社
漏電遮断器
18日前
太陽誘電株式会社
コイル部品
26日前
三洲電線株式会社
撚線
18日前
株式会社GSユアサ
蓄電装置
20日前
株式会社GSユアサ
蓄電装置
4日前
オムロン株式会社
電磁継電器
今日
株式会社高田製作所
電源切替器
26日前
中国電力株式会社
移動用変圧器
13日前
株式会社村田製作所
電池
26日前
トヨタ自動車株式会社
二次電池
27日前
トヨタ自動車株式会社
電池パック
21日前
株式会社GSユアサ
極板積層装置
20日前
エドワーズ株式会社
冷却システム
4日前
トヨタ自動車株式会社
電池パック
19日前
矢崎総業株式会社
コネクタ
27日前
中国電力株式会社
断路器操作構造
今日
住友電装株式会社
コネクタ
4日前
東洋電装株式会社
操作装置
今日
住友電装株式会社
コネクタ
4日前
トヨタ自動車株式会社
電極及び電池
12日前
株式会社アイシン
回転電機駆動装置
5日前
株式会社ニフコ
構造体
25日前
三菱電機株式会社
半導体装置
12日前
株式会社村田製作所
二次電池
4日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ