TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025037001
公報種別
公開特許公報(A)
公開日
2025-03-17
出願番号
2023143701
出願日
2023-09-05
発明の名称
ワーク搬送装置及びワーク加工装置
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
H01L
21/677 20060101AFI20250310BHJP(基本的電気素子)
要約
【課題】本発明は、装置の複雑化及び大型化を抑制しつつ、加工によって状態が変化するワークを安定且つ確実に保持して搬送することが可能なワーク搬送装置及びワーク加工装置を提供することを目的とする。
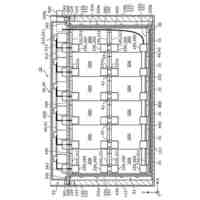
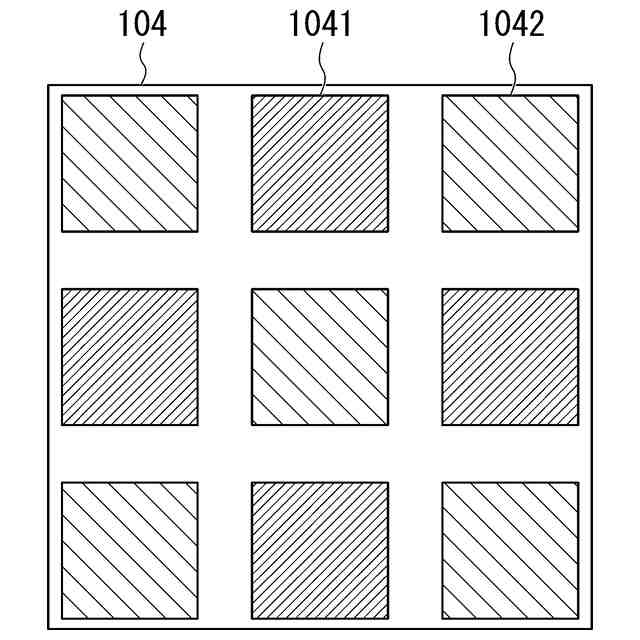
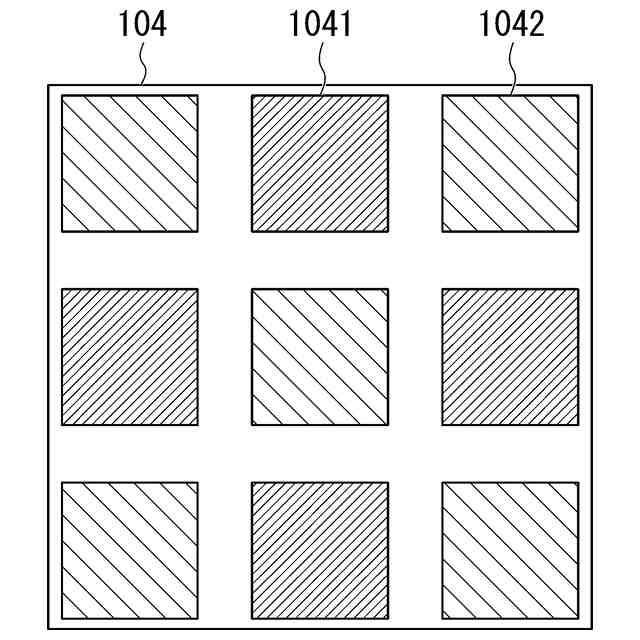
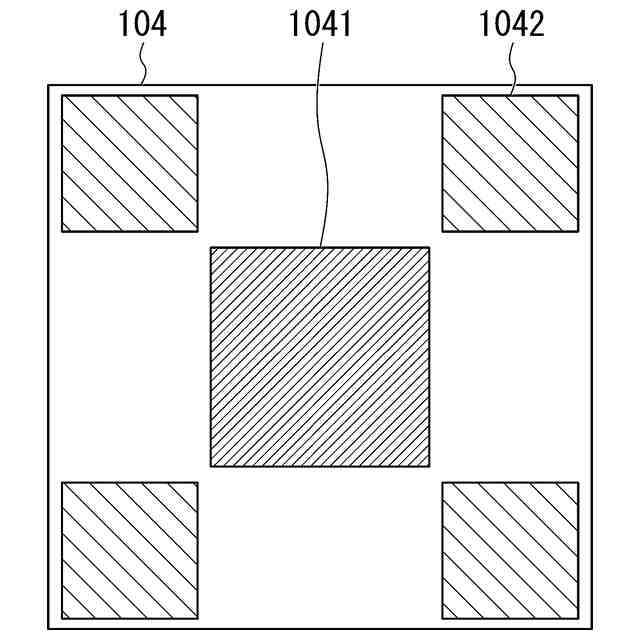
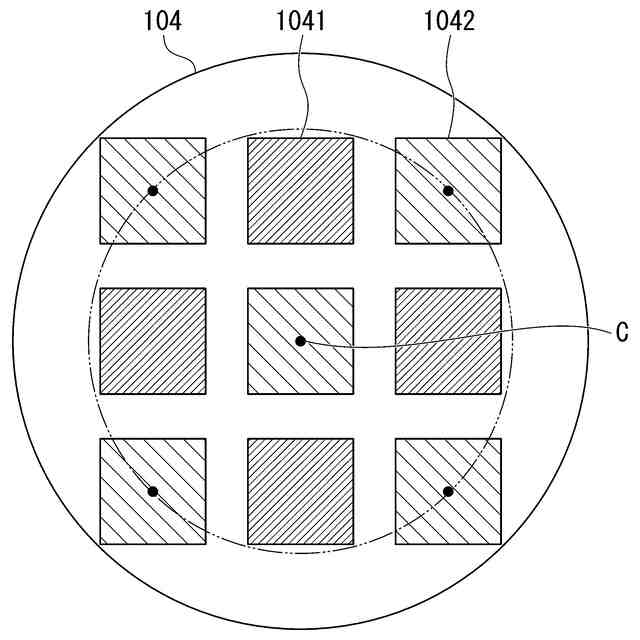
【解決手段】本発明の一態様に係るワーク搬送装置は、ワークを保持する複数保持部104を備え、保持部は、異なる機構でワークの一方の面側からワークを保持する複数の保持手段(圧力差を利用した第一の保持手段である真空パッド並びに電気的手段及び磁気的手段のうちの少なくともいずれかを利用した第二の保持手段である静電チャック1042)を有する。
【選択図】図6
特許請求の範囲
【請求項1】
ワークを保持する保持部を備え、
前記保持部は、異なる機構で前記ワークの一方の面側から前記ワークを保持する複数の保持手段を有する、ワーク搬送装置。
続きを表示(約 590 文字)
【請求項2】
前記保持部は、圧力差を利用した第一の保持手段、並びに、電気的手段及び磁気的手段のうちの少なくともいずれかを利用した第二の保持手段、を有する、請求項1に記載のワーク搬送装置。
【請求項3】
前記ワークの保持面と対応する面において、少なくとも、予め行った保持試験又は計算によって定められた前記ワークに撓みが生じやすい位置と対応する位置に、前記第二の保持手段が配された、請求項2に記載のワーク搬送装置。
【請求項4】
前記ワークの保持面と対応する面において、前記ワークに接触できる範囲内で、少なくとも前記保持面の中心に対応する位置から最も離れた領域に、複数の前記第二の保持手段が配された、請求項2又は3に記載のワーク搬送装置。
【請求項5】
ワークを格納する格納部と、前記ワークを搬送する搬送装置と、を少なくとも備えるワーク加工装置であって、
前記搬送装置は、前記ワークを保持する保持部を備え、
前記保持部は、異なる機構で前記ワークの一方の面側から前記ワークを保持する複数の保持手段を有する、ワーク加工装置。
【請求項6】
前記格納部は、加工前の前記ワークを格納する加工前ワーク格納部、及び加工後の前記ワークを格納する加工後ワーク格納部を有する、請求項5に記載のワーク加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワーク搬送装置及びワーク加工装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
半導体素子や電子部品が形成されたウェーハ等のワークを個々のチップに分割するダイシング装置においては、スピンドルによって高速に回転されるブレードと、ワークを吸着保持するワークテーブルと、ワークテーブルとブレードとの相対的位置を変化させるX、Y、Z、θ駆動部とを備えている。このダイシング装置では、各駆動部によりブレードとワークとを相対的に移動させながら、ブレードによってワークを切り込むことによりダイシング加工(切削加工)する。
【0003】
ダイシング装置においては、ワークの搬送時にダイシングフレームを吸着保持して搬送することが一般的に行われている(例えば、特許文献1参照)。ダイシングフレームを吸着保持することで、加工後のワークを安定して搬送することが可能となる。
【先行技術文献】
【特許文献】
【0004】
特開2003-86543号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ダイシングフレームを吸着保持してワークを搬送する方式の場合、ダイシング装置内の加工や搬送を行う空間はダイシングフレームのフレームサイズに合わせて設計する必要がある。そのため、装置内部の空間に対してフレームサイズよりも小さなワークしか加工することができず、装置面積に対する加工可能なワーク面積が小さく生産性が低くなる要因となる。一方、生産性を高めるためにはフレームサイズを大きくする必要があるが、そうすると、更なるコストアップや装置の大型化を招いてしまうことになる。
【0006】
これに対して、ダイシングフレームを使用することなく、ワークを直接保持して搬送(ダイレクト搬送)することにより装置内の空間を最大限に活用可能にすることが考えられる。ダイレクト搬送では、ダイシングフレームを使用しないため、従来と同じ装置でフレームサイズまでワークサイズを拡張することが可能となり、より大きなワークの処理が可能となる。また、大きなワークではチップ取り数が増えるので、チップの低廉化につながるというメリットもある。
【0007】
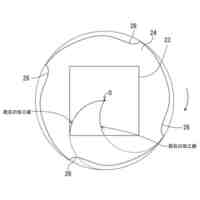
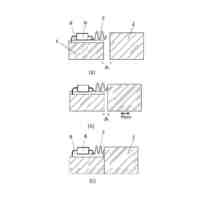
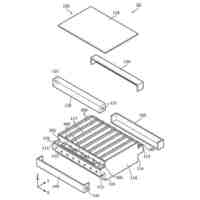
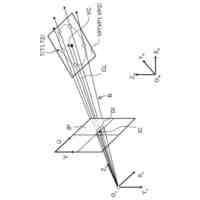
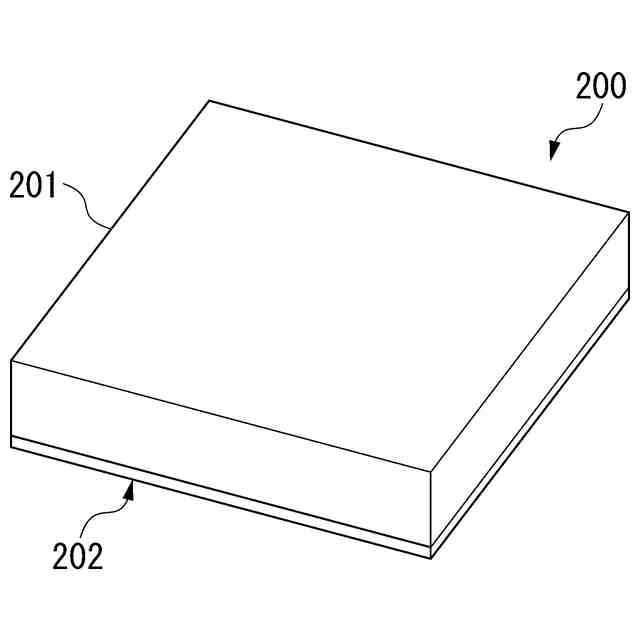
ここで、ダイレクト搬送をする場合の、ダイシング装置によってダイシング加工されるワークについて図9~11を参照して説明する。図9は、ダイシング加工前のワーク200の斜視図である。図10は、ダイシング加工後のワーク200Aの斜視図である。図11の(A)は、図10に示したワーク200Aの断面図であり、図11の(B)は、図11の(A)で示したワーク200Aが撓んだ状態を模式的に示した説明図である。
【0008】
ダイシング加工される前のワーク200は、図9に示されるように、ダイシングフレームを使用せず基板201の裏面(デバイスが形成される表面とは反対側の面)のみにダイシングテープ202が貼り付けられたものである。図9では、ワーク200は、例えば、平面視で矩形上に構成されている。ワーク200は、ダイシング加工されることで、例えば、図10に示すように、互いに交差する複数の分割予定ラインに沿って形成された複数の溝204が碁盤目状に形成されたワーク200Aとされる。これらの溝204は、図11の(A)及び(B)に示すように、ダイシングテープ202まで切り込まれている(いわゆるフルカット加工。)。ワーク200Aでは、基板201が個片化したチップ203がダイシングテープ202により保持されている。
【0009】
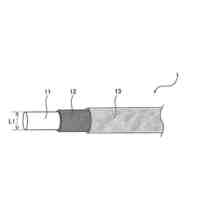
ダイシングテープ202としては、例えばPVC(polyvinyl chloride:ポリ塩化ビニール)系のテープが使用される。ワーク200、200Aは、例えばDAF(Die Attach Film)等のフィルム状接着材を介してダイシングテープ202に貼り付けられている。その場合、フィルム状接着材としては、例えばPO(polyolefin:ポリオレフィン)系のものを使用することができる。以上が、ワーク200、200Aの構成である。なお、ダイシング加工後のワーク200Aは、基板201が個片化した複数のチップ203がダイシングテープ202によって保持されているだけであるため、剛性が低い。
【0010】
上述したとおり、ダイシング装置に搬送されるワークは、ダイシング加工の前後で状態が異なる。ダイシング加工後のワークは溝を有しているため、真空パッドなどを介してワークを吸引して吸着する場合、当該溝によりリークが生じることがある。上述したとおり、ダイシング加工後のワークは撓みやすいため、リークが生じやすく、安定してワークを保持することが難しい。また、ダイシング加工前のワークが積載して格納されている場合には、静電チャックや磁気チャックを使用して当該ワークを搬送しようとすると、搬送対象のワークに加え、当該ワークの下方に位置したワークを一緒に搬送することがある。このように、ダイシング加工前後で状態が異なるワークを、特定の搬送手段によって安定して搬送することは難しい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
形状測定装置及び形状測定方法
1か月前
株式会社東京精密
カメラのキャリブレーション方法
4日前
株式会社東京精密
カメラのキャリブレーション方法
4日前
株式会社東京精密
ウェーハ加工システム及びウェーハ加工方法
1か月前
株式会社東京精密
カメラのキャリブレーション方法及びキャリブレーション装置
4日前
株式会社東京精密
チャックテーブル
11日前
株式会社東京精密
吸着装置及びその制御方法
3日前
株式会社東京精密
温度付与装置及び温度付与方法
1か月前
株式会社東京精密
シリコンウエハのエッジ品質向上方法
3日前
株式会社東京精密
真空チャック及びそれを備える検査装置
25日前
APB株式会社
二次電池
1か月前
日東精工株式会社
端子部品
1か月前
株式会社潤工社
同軸ケーブル
18日前
レナタ・アーゲー
電池
1か月前
株式会社ExH
電流開閉装置
20日前
個人
鉄心用材料とその製造方法
25日前
株式会社クオルテック
空気電池
1か月前
個人
マルチバンドコイルアンテナ
5日前
エイブリック株式会社
半導体装置
20日前
ローム株式会社
半導体装置
1か月前
株式会社メルビル
ステージ
27日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電装置
25日前
株式会社GSユアサ
蓄電装置
20日前
太陽誘電株式会社
コイル部品
1か月前
株式会社GSユアサ
蓄電装置
25日前
株式会社GSユアサ
蓄電装置
25日前
株式会社GSユアサ
蓄電装置
25日前
矢崎総業株式会社
電線
今日
株式会社GSユアサ
蓄電装置
25日前
株式会社GSユアサ
蓄電装置
18日前
豊田鉄工株式会社
コイル部品
1か月前
三洲電線株式会社
撚線
1か月前
三菱電機株式会社
漏電遮断器
1か月前
オムロン株式会社
電磁継電器
21日前
オムロン株式会社
スイッチ装置
18日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ