TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025032522
公報種別
公開特許公報(A)
公開日
2025-03-12
出願番号
2023137827
出願日
2023-08-28
発明の名称
被修理部の修理方法
出願人
三菱重工業株式会社
,
国立大学法人秋田大学
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
73/04 20060101AFI20250305BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
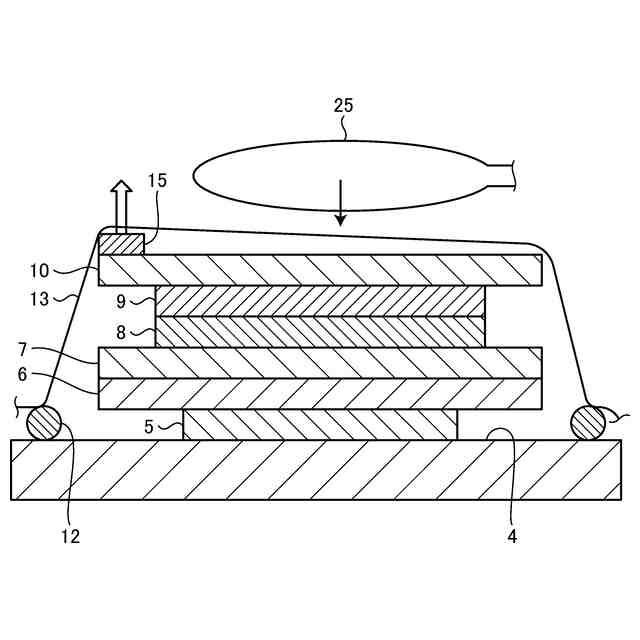
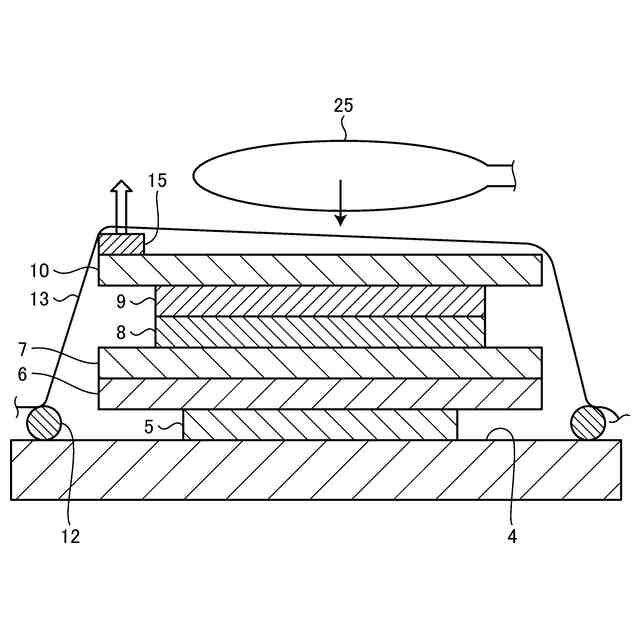
【課題】被修理部の周囲への熱影響を抑制しつつ、均一な加熱による修理を迅速に行う。
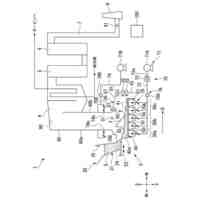
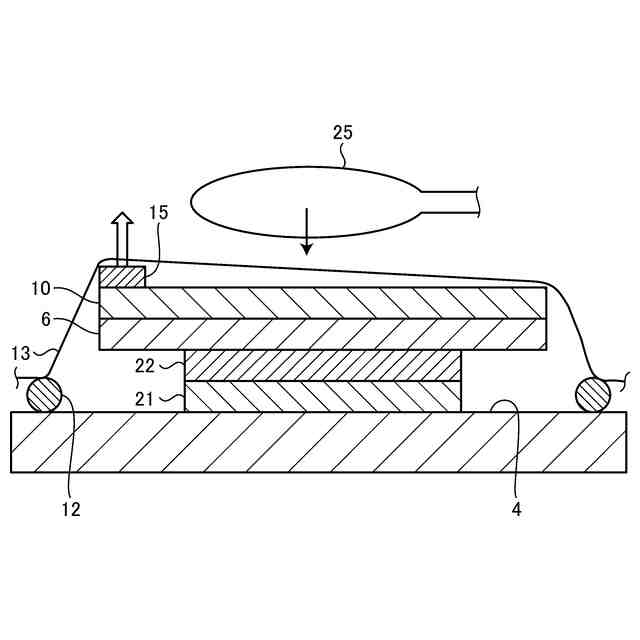
【解決手段】樹脂を含む修理パッチを用いて、補修対象となる被修理部を修理する被修理部の修理方法において、前記被修理部に前記修理パッチを配置するステップと、前記修理パッチ上に伝熱材を配置するステップと、前記伝熱材上に発熱源となるサセプタを配置するステップと、前記修理パッチ、前記伝熱材及び前記サセプタを、バッグフィルムで気密に封止するステップと、前記バッグフィルム内を真空引きすると共に、磁場により前記サセプタを誘導加熱することで、前記伝熱材を介して前記修理パッチを加熱するステップと、を実行する。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂を含む修理パッチを用いて、補修対象となる被修理部を修理する被修理部の修理方法において、
前記被修理部に前記修理パッチを配置するステップと、
前記修理パッチ上に伝熱材を配置するステップと、
前記伝熱材上に発熱源となるサセプタを配置するステップと、
前記修理パッチ、前記伝熱材及び前記サセプタを、バッグフィルムで気密に封止するステップと、
前記バッグフィルム内を真空引きすると共に、磁場により前記サセプタを誘導加熱することで、前記伝熱材を介して前記修理パッチを加熱するステップと、を実行する被修理部の修理方法。
続きを表示(約 960 文字)
【請求項2】
前記修理パッチは、強化繊維に前記樹脂を含侵させた複合材である請求項1に記載の被修理部の修理方法。
【請求項3】
前記サセプタは、可撓性を有する金属フィルムまたは金属メッシュである請求項1に記載の被修理部の修理方法。
【請求項4】
前記伝熱材は、可撓性を有する金属フィルムを複数重ねた積層体である請求項1に記載の被修理部の修理方法。
【請求項5】
前記伝熱材は、前記修理パッチ側の前記金属フィルムの熱伝達率が、前記サセプタ側の前記金属フィルムの熱伝達率に比して高くなっている請求項4に記載の被修理部の修理方法。
【請求項6】
前記被修理部に重ね合わせる前記修理パッチの積層数を決定するステップを、さらに実行し、
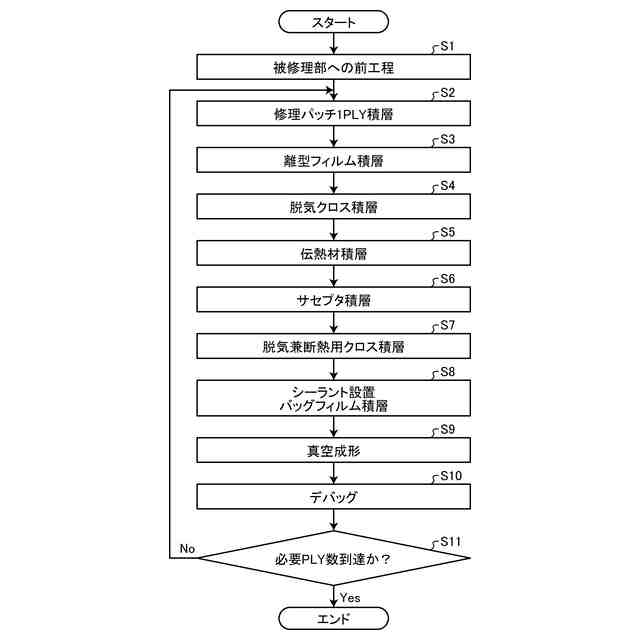
決定された前記積層数の分だけ、前記修理パッチを配置するステップから前記修理パッチを加熱するステップまでのステップを繰り返す請求項1に記載の被修理部の修理方法。
【請求項7】
前記修理パッチと前記伝熱材との間に離型材を配置すると共に、前記離型材と前記伝熱材との間に第1の脱気部材を配置するステップを、さらに実行する請求項1に記載の被修理部の修理方法。
【請求項8】
前記サセプタ上に、断熱材として機能する第2の脱気部材を配置するステップを、さらに実行する請求項1に記載の被修理部の修理方法。
【請求項9】
金属を含む修理パッチを用いて、補修対象となる被修理部を修理する被修理部の修理方法において、
前記金属はサセプタとして機能しており、
前記被修理部に、樹脂を含む接合パッチを配置するステップと、
前記接合パッチ上に前記修理パッチを配置するステップと、
前記接合パッチ及び前記修理パッチを、バッグフィルムで気密に封止するステップと、
前記バッグフィルム内を真空引きすると共に、磁場により前記修理パッチの前記金属を誘導加熱することで、前記接合パッチを加熱するステップと、を実行する被修理部の修理方法。
【請求項10】
前記修理パッチ上に離型材を配置するステップを、さらに実行する請求項9に記載の被修理部の修理方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、被修理部の修理方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、被修理部の修理方法として、被修理部を修理パッチで覆い、修理パッチをヒータマットで加熱することで、修理パッチに含まれる樹脂を熱硬化させて、被修理部に修理パッチを接着する修理方法が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2014-188995号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の修理方法では、ヒータマットを用いて修理パッチを加熱しているが、この場合、ヒータマットから修理パッチの周囲の部位に熱リークが生じる。このため、特許文献1の修理方法では、ヒータマットによる修理パッチの加熱効率が低くなることから、修理パッチを被修理部に接着させるまでに時間がかかり、修理作業が長くなってしまう。また、ヒータマットから修理パッチの周囲の部位に熱リークが生じると、周囲の部位が不要に加熱されてしまい、熱による材料劣化等の影響を与える可能性がある。
【0005】
そこで、本開示は、被修理部の周囲への熱影響を抑制しつつ、均一な加熱による修理を迅速に行うことができる被修理部の修理方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
本開示の被修理部の修理方法は、樹脂を含む修理パッチを用いて、補修対象となる被修理部を修理する被修理部の修理方法において、前記被修理部に前記修理パッチを配置するステップと、前記修理パッチ上に伝熱材を配置するステップと、前記伝熱材上に発熱源となるサセプタを配置するステップと、前記修理パッチ、前記伝熱材及び前記サセプタを、バッグフィルムで気密に封止するステップと、前記バッグフィルム内を真空引きすると共に、磁場により前記サセプタを誘導加熱することで、前記伝熱材を介して前記修理パッチを加熱するステップと、を実行する。
【0007】
本開示の他の被修理部の修理方法は、金属を含む修理パッチを用いて、補修対象となる被修理部を修理する被修理部の修理方法において、前記金属はサセプタとして機能しており、前記被修理部に、樹脂を含む接合パッチを配置するステップと、前記接合パッチ上に前記修理パッチを配置するステップと、前記接合パッチ及び前記修理パッチを、バッグフィルムで気密に封止するステップと、前記バッグフィルム内を真空引きすると共に、磁場により前記修理パッチの前記金属を誘導加熱することで、前記接合パッチを加熱するステップと、を実行する。
【発明の効果】
【0008】
本開示によれば、被修理部の周囲への熱影響を抑制しつつ、均一な加熱による修理を迅速に行うことができる。
【図面の簡単な説明】
【0009】
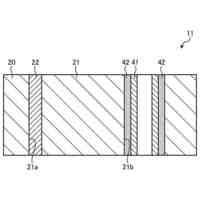
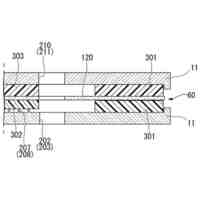
図1は、第一実施形態に係る被修理部の修理方法に関する説明図である。
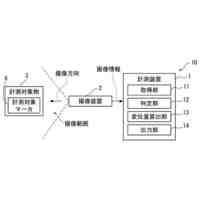
図2は、第一実施形態に係る被修理部の修理方法に関するフローチャートである。
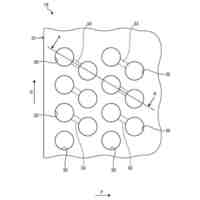
図3は、修理パッチの温度分布に関する図である。
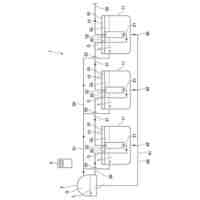
図4は、第二実施形態に係る被修理部の修理方法に関する説明図である。
【発明を実施するための形態】
【0010】
以下に、本開示に係る実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの開示が限定されるものではない。また、下記実施形態における構成要素には、当業者が置換可能かつ容易なもの、あるいは実質的に同一のものが含まれる。さらに、以下に記載した構成要素は適宜組み合わせることが可能であり、また、実施形態が複数ある場合には、各実施形態を組み合わせることも可能である。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱重工業株式会社
原子炉
5日前
三菱重工業株式会社
動力装置
27日前
三菱重工業株式会社
ボイラ壁
24日前
三菱重工業株式会社
加熱装置
1か月前
三菱重工業株式会社
施工方法
11日前
三菱重工業株式会社
皮膜形成装置
1か月前
三菱重工業株式会社
超音波探傷方法
1か月前
三菱重工業株式会社
ポンプシステム
1か月前
三菱重工業株式会社
燃焼筒の取付方法
24日前
三菱重工業株式会社
石膏脱水システム
11日前
三菱重工業株式会社
洗浄水噴射ノズル
1か月前
三菱重工業株式会社
バッテリ交換装置
1か月前
三菱重工業株式会社
メタン酸化触媒装置
1か月前
三菱重工業株式会社
ガスタービン制御方法
1か月前
三菱重工業株式会社
ガスタービン起動方法
20日前
三菱重工業株式会社
蒸気タービンシステム
20日前
三菱重工業株式会社
電解セル、及び電解装置
1か月前
三菱重工業株式会社
ガス処理装置および方法
18日前
三菱重工業株式会社
アンモニア除害システム
11日前
三菱重工業株式会社
炭化炉及びその制御方法
1か月前
三菱重工業株式会社
シール装置及び回転機械
10日前
三菱重工業株式会社
デジタル入力モジュール
1か月前
三菱重工業株式会社
燃焼設備および制御方法
26日前
三菱重工業株式会社
原子炉炉心および原子炉
5日前
三菱重工業株式会社
シール装置および回転機械
1か月前
三菱重工業株式会社
軸流圧縮機、及びその動翼
12日前
三菱重工業株式会社
計測システムおよび計測方法
18日前
三菱重工業株式会社
バーナ及びこれを備えたボイラ
1か月前
三菱重工業株式会社
水素吸蔵材料および原子力設備
19日前
三菱重工業株式会社
バーナ及びこれを備えたボイラ
1か月前
三菱重工業株式会社
支持部材及び接着剤の監視方法
11日前
三菱重工業株式会社
レドックスフロー電池システム
24日前
三菱重工業株式会社
インバータ装置及びその保護方法
18日前
三菱重工業株式会社
演算方法、プログラム及び演算装置
26日前
三菱重工業株式会社
燃料噴射装置および往復動内燃機関
1か月前
三菱重工業株式会社
水素製造システム及び水素製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ