TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024119137
公報種別
公開特許公報(A)
公開日
2024-09-03
出願番号
2023025819
出願日
2023-02-22
発明の名称
研削装置及び研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
49/04 20060101AFI20240827BHJP(研削;研磨)
要約
【課題】チャックテーブルの保持面の位置に依存することなく、分光干渉式厚さ測定器によって被加工物の厚さを高精度に測定しながら被加工物を研削可能な研削装置を提供する。
【解決手段】被加工物の研削前に、チャックテーブルの保持面に含まれる測定点が位置することが想定される想定位置と接触式位置測定器によって測定された測定点の位置との差に等しい距離だけ分光干渉式厚さ測定器の対物面を基準位置からずらす。これにより、チャックテーブルの保持面の位置に依存することなく、分光干渉式厚さ測定器によって被加工物の厚さを高精度に測定しながら被加工物を研削することが可能になる。
【選択図】図9
特許請求の範囲
【請求項1】
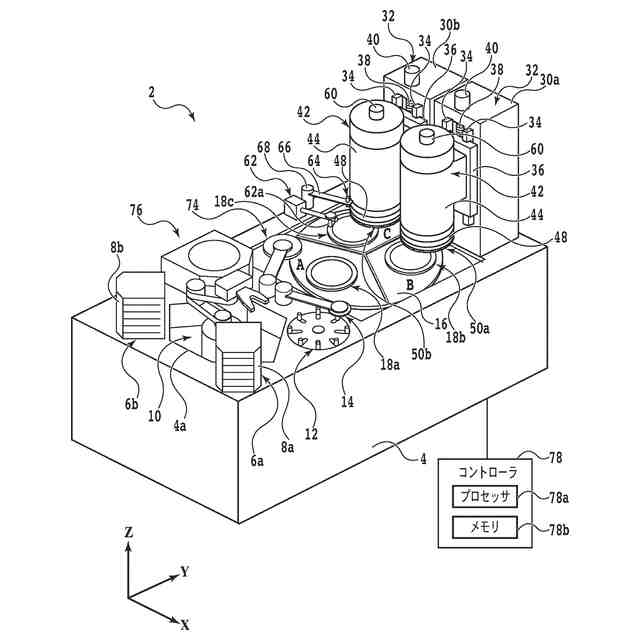
第1方向に沿って延在するスピンドルの先端部に装着されている研削ホイールを利用して被加工物を研削するための研削装置であって、
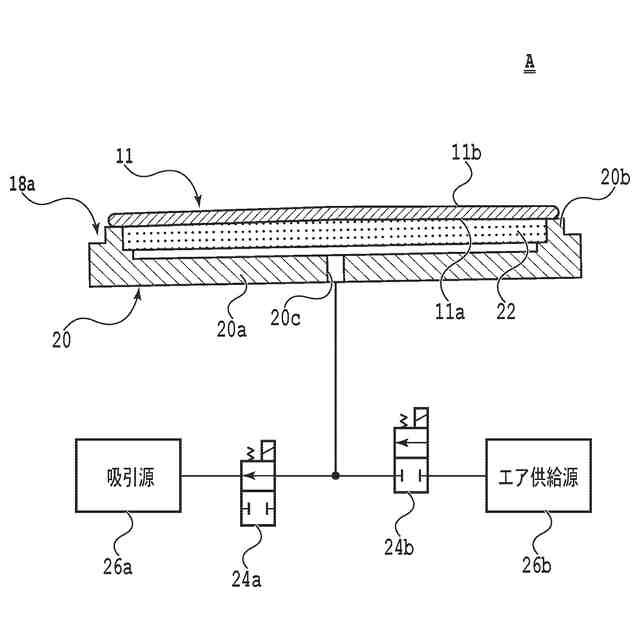
保持面において該被加工物を保持するためのチャックテーブルと、
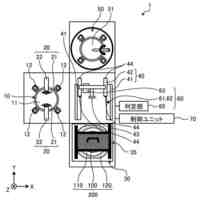
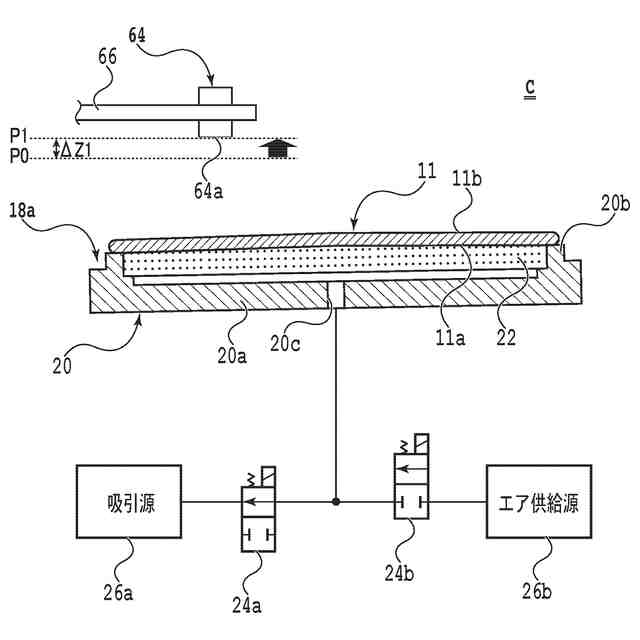
該保持面に含まれる測定点に接触可能な測定子を含み、該測定子が接触した該測定点の該第1方向における位置を測定するための接触式位置測定器と、
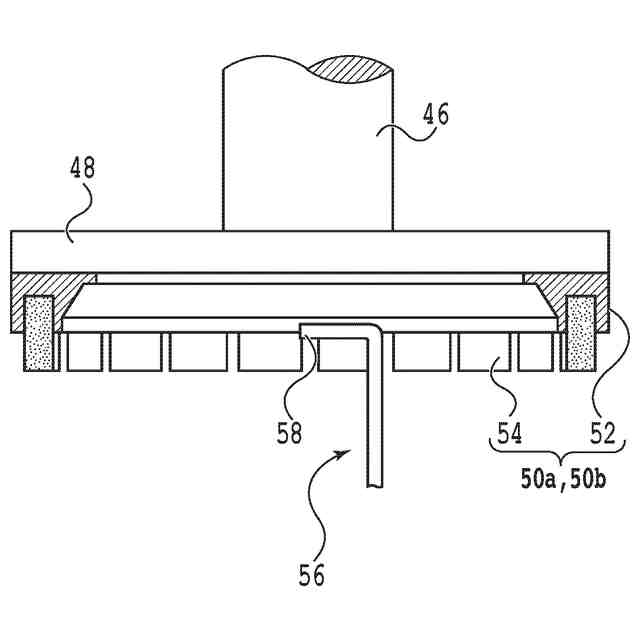
該保持面と対向可能な対物面を含み、該保持面において保持された該被加工物の厚さを測定するための分光干渉式厚さ測定器と、
該対物面を該第1方向に沿って移動させるための移動機構と、
該移動機構を制御するためのコントローラと、を備え、
該コントローラは、
該第1方向において該測定点が位置することが想定される想定位置と、該測定点が該想定位置に位置する場合に該第1方向において該対物面が位置付けられるべき位置である基準位置と、を記憶するメモリと、
該被加工物の研削前に、該想定位置と該接触式位置測定器によって測定された該測定点の位置との差に等しい第1距離だけ該基準位置からずれた位置である第1測定位置に該対物面が位置付けられるように該移動機構を制御するプロセッサと、を含む研削装置。
続きを表示(約 690 文字)
【請求項2】
該チャックテーブルとは異なり、かつ、該被加工物とは異なる第2被加工物を保持するための第2チャックテーブルをさらに備え、
該プロセッサは、該被加工物の研削後かつ該第2被加工物の研削前に、該想定位置と該接触式位置測定器によって測定された該第2チャックテーブルの保持面に含まれる測定点の位置との差に等しい第2距離だけ該基準位置からずれた位置である第2測定位置に該対物面が位置付けられるように該移動機構を制御する請求項1に記載の研削装置。
【請求項3】
第1方向に沿って延在するスピンドルの先端部に装着されている研削ホイールを利用して被加工物を研削する研削方法であって、
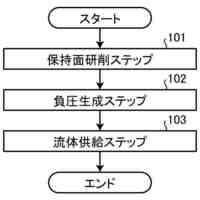
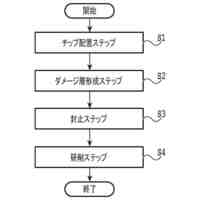
該第1方向における位置を測定するための接触式位置測定器の測定子をチャックテーブルの保持面に含まれる測定点に接触させて該測定点の位置を測定する測定ステップと、
該測定ステップの後に、該保持面において該被加工物を保持する保持ステップと、
該保持ステップの後に、該第1方向において該測定点が位置することが想定される想定位置と該測定ステップにおいて測定された該測定点の位置との差に等しい第1距離だけ該測定点が該想定位置に位置する場合に該第1方向において分光干渉式厚さ測定器の対物面が位置付けられるべき位置である基準位置からずれた位置である第1測定位置に該対物面を位置付ける調整ステップと、
該調整ステップの後に、該分光干渉式厚さ測定器によって該被加工物の厚さを測定しながら該被加工物を研削する研削ステップと、
を備える研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、第1方向に沿って延在するスピンドルの先端部に装着されている研削ホイールを利用して、被加工物を研削するための研削装置及び被加工物を研削する研削方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
IC(Integrated Circuit)等のデバイスのチップは、携帯電話及びパーソナルコンピュータ等の各種電子機器において不可欠の構成要素である。このようなチップは、例えば、表面側に複数のデバイスが形成されているウェーハ等の被加工物を個々のデバイスを含む領域毎に分割することで製造される。
【0003】
また、被加工物は、製造されるチップの小型化等を目的として、その分割に先立って薄化されることがある。このような薄化は、例えば、保持面において被加工物を保持するためのチャックテーブルと、その先端部に研削ホイールが装着されているスピンドルと、を備える研削装置において、被加工物を研削することによって実施される。
【0004】
具体的には、この研削装置においては、まず、被加工物の表面側をチャックテーブルによって保持する。そして、チャックテーブル及びスピンドルの双方を回転させながら被加工物の裏面側に研削ホイールを接触させる。その結果、被加工物の裏面側が研削されて被加工物が薄化される。
【0005】
また、研削装置においては、被加工物が所望の厚さになったタイミングで研削を終了できるように被加工物の厚さを測定しながら被加工物が研削されることが多い。被加工物の厚さを測定するための厚さ測定器としては、例えば、分光干渉式厚さ測定器等の非接触式の厚さ測定器が挙げられる(例えば、特許文献1参照)。
【0006】
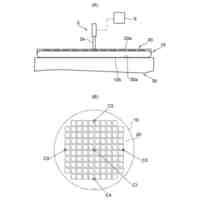
この分光干渉式厚さ測定器は、その対物面から被加工物に向けて光を照射することによって得られる反射光のスペクトル、具体的には、被加工物の表面によって反射された光と裏面によって反射された光とが互いに干渉して得られるスペクトルを参照して被加工物の厚さを測定する。
【先行技術文献】
【特許文献】
【0007】
特開2016-209951号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
研削装置においては、それぞれの保持面の位置(高さ)が異なる複数のチャックテーブルを利用して被加工物が研削されることがある。例えば、研削装置においては、複数のチャックテーブルが設けられ、各チャックテーブルによって保持された被加工物が順番に研削されることがある。
【0009】
また、研削装置においては、一般的に、既存のチャックテーブルを厚さが異なる別のチャックテーブルへと交換可能である。さらに、研削装置においては、研削によって被加工物を所望の形状にするのに適した保持面を形成するためにチャックテーブル自体が研削されることもある。
【0010】
ここで、分光干渉式厚さ測定器を利用して被加工物の厚さを高精度に測定するためには、一般的に、その対物面から所定の距離の範囲に被加工物の表面及び裏面の双方を位置付ける必要がある。そのため、それぞれの保持面の位置が異なる複数のチャックテーブルを利用して被加工物を研削する場合には、少なくとも一つのチャックテーブルを利用して被加工物を研削する際に被加工物の厚さを高精度に測定できないおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
今日
株式会社ディスコ
加工方法
10日前
株式会社ディスコ
洗浄装置
16日前
株式会社ディスコ
洗浄装置
14日前
株式会社ディスコ
電装冷却装置
10日前
株式会社ディスコ
処理システム
16日前
株式会社ディスコ
水供給システム
6日前
株式会社ディスコ
保持面修正方法
10日前
株式会社ディスコ
ワークの加工方法
17日前
株式会社ディスコ
ウェーハの加工方法
16日前
株式会社ディスコ
液状樹脂の搬出方法
6日前
株式会社ディスコ
被加工物の加工方法
7日前
株式会社ディスコ
被加工物の研削方法
7日前
株式会社ディスコ
ウェーハの製造方法
13日前
株式会社ディスコ
チップ間隔拡大方法
10日前
株式会社ディスコ
ウエーハの加工方法
6日前
株式会社ディスコ
ウェーハの加工方法
10日前
株式会社ディスコ
清掃器具及び清掃方法
14日前
株式会社ディスコ
研削装置及び研削方法
16日前
株式会社ディスコ
加工方法及び加工装置
17日前
株式会社ディスコ
樹脂封止基板の製造方法
16日前
株式会社ディスコ
保護膜形成方法及び加工方法
17日前
株式会社ディスコ
アライメント方法及び加工装置
16日前
株式会社ディスコ
セパレーター、及び、収容容器
14日前
株式会社ディスコ
保持テーブルの洗浄方法及び加工装置
10日前
株式会社ディスコ
レーザー加工装置およびレーザー加工方法
16日前
株式会社ディスコ
保護膜、保護膜剤、及び、被加工物の加工方法
16日前
株式会社ディスコ
チャックテーブル、およびチャックテーブルの作成方法
13日前
個人
回転ヤスリ
17日前
株式会社東京精密
研削装置
今日
株式会社東京精密
研削装置
今日
UHT株式会社
駆動工具
10日前
個人
カッター
14日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
1か月前
株式会社カルテックス
ブラスト装置
22日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ