TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024094544
公報種別
公開特許公報(A)
公開日
2024-07-10
出願番号
2022211162
出願日
2022-12-28
発明の名称
基板研磨装置、基板処理装置、方法、プログラム及び記憶媒体
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
53/017 20120101AFI20240703BHJP(研削;研磨)
要約
【課題】ドレッサの移動速度をより適切に制御すること。
【解決手段】基板研磨装置は、研磨部材上に設定された複数のスキャンエリアを移動するドレッサと、前回レシピに基づく前記ドレッサの各スキャンエリアにおける滞在時間からの偏差を含む評価指標に基づいて、各スキャンエリアのドレッサの移動速度を算出する移動速度算出部と、を備える。
【選択図】図8
特許請求の範囲
【請求項1】
研磨部材上に設定された複数のスキャンエリアを移動するドレッサと、
前回レシピに基づく前記ドレッサの各スキャンエリアにおける滞在時間からの偏差を含む評価指標に基づいて、前記各スキャンエリアの前記ドレッサの移動速度を算出する移動速度算出部と、
を備える基板研磨装置。
続きを表示(約 680 文字)
【請求項2】
前記滞在時間は、前記ドレッサの移動速度と対応する、請求項1に記載の基板研磨装置。
【請求項3】
前記評価指標は、前記偏差に対する重み付け係数を含む請求項1に記載の基板研磨装置。
【請求項4】
前記重み付け係数が大きいほど、前記ドレッサの移動速度の更新量が小さくなる請求項3に記載の基板研磨装置。
【請求項5】
前記評価指標は、目標カット量からの偏差、基準レシピでの滞在時間からの偏差、および、隣接するスキャンエリア間での速度差の少なくとも1つをさらに含む請求項1に記載の基板研磨装置。
【請求項6】
各スキャンエリアの前記研磨部材の表面高さを測定する高さ検出部と、
前記表面高さに基づいて、前記各スキャンエリアの前記研磨部材のカットレートを算出するカットレート算出部と、
をさらに備える請求項1に記載の基板研磨装置。
【請求項7】
前記カットレートに基づいて前記研磨部材の高さプロファイルを推定する請求項6に記載の基板研磨装置。
【請求項8】
前記移動速度算出部は、前記評価指標が最小となる最適化計算を行うことにより、前記ドレッサの移動速度を算出する請求項1~7のいずれかに記載の基板研磨装置。
【請求項9】
前記最適化計算は二次計画法である請求項8に記載の基板研磨装置。
【請求項10】
請求項1~7のいずれかに記載の基板研磨装置を備える基板処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、基板研磨装置、基板処理装置、方法、プログラム及び記憶媒体に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
半導体デバイスの高集積化が進むにつれて、回路の配線が微細化し、集積されるデバイスの寸法もより微細化されつつある。そこで、表面に例えば金属等の膜が形成されたウェハを研磨して、ウェハの表面を平坦化する工程が必要となっている。この平坦化法の一つとして、化学機械研磨(CMP)装置による研磨がある。化学機械研磨装置は、研磨部材(研磨布、研磨パッド等)と、ウェハ等の研磨対象物を保持する保持部(トップリング、研磨ヘッド、チャック等)とを有している。そして、研磨対象物の表面(被研磨面)を研磨部材の表面に押し当て、研磨部材と研磨対象物との間に研磨液(砥液、薬液、スラリー、純水等)を供給しつつ、研磨部材と研磨対象物とを相対運動させることにより、研磨対象物の表面を平坦に研磨するようにしている。
【0003】
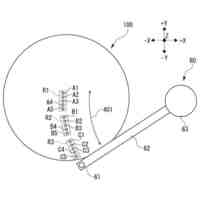
このような化学機械研磨装置に用いられる研磨部材の材料としては、一般に発泡樹脂や不織布が用いられている。研磨部材の表面には微細な凹凸が形成されており、この微細な凹凸は、目詰まり防止や研磨抵抗の低減に効果的なチップポケットとして作用する。しかし、研磨部材で研磨対象物の研磨を続けると、研磨部材表面の微細な凹凸が潰れてしまい、研磨対象物の研磨レートの低下を引き起こす。このため、ダイヤモンド粒子などの多数の砥粒を電着させたドレッサで研磨部材表面のドレッシング(目立て)を行い、研磨部材表面に微細な凹凸を再形成する。
【0004】
研磨部材のドレッシング方法としては、例えば回転するドレッサを移動(円弧状や直線状に往復運動、揺動)させながら、ドレッシング面を回転している研磨部材に押し付けてドレッシングする。研磨部材のドレッシングの際に、微量ではあるが研磨部材の表面が削り取られる。したがって、適切にドレッシングが行われないと研磨部材の表面に不適切なうねりが生じ、研磨対象物の研磨レートのばらつきを生じさせる。研磨レートのばらつきは、研磨不良の原因となるため、研磨部材の表面に不適切なうねりを生じさせないように、ドレッシングを適切に行う必要がある。即ち、研磨部材の適切な回転速度、ドレッサの適切な回転速度、適切なドレッシング荷重、ドレッサの適切な移動速度といった、適切なドレッシング条件でドレッシングを行うことで研磨部材のカットレートのばらつきを回避し、不適切なうねりが生じないようにする必要がある。
【先行技術文献】
【特許文献】
【0005】
特開2022-32201号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の課題は、ドレッサの移動速度をより適切に制御することである。
【課題を解決するための手段】
【0007】
第1態様に係る基板研磨装置は、研磨部材上に設定された複数のスキャンエリアを移動するドレッサと、前回レシピに基づく前記ドレッサの各スキャンエリアにおける滞在時間からの偏差を含む評価指標に基づいて、前記各スキャンエリアの前記ドレッサの移動速度を算出する移動速度算出部と、を備える。
【0008】
第2態様に係る基板研磨装置は、上記第1態様に係る基板研磨装置において、前記滞在時間は、前記ドレッサの移動速度と対応する。
【0009】
第3態様に係る基板研磨装置は、上記第1又は第2態様に係る基板研磨装置において、前記評価指標は、前記偏差に対する重み付け係数を含む。
【0010】
第4態様に係る基板研磨装置は、上記第3態様に係る基板研磨装置において、前記重み付け係数が大きいほど、前記ドレッサの移動速度の更新量が小さくなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
回転ヤスリ
6日前
個人
カッター
3日前
日東工器株式会社
ベルト式研削工具
23日前
株式会社クオルテック
研磨装置および研磨方法
20日前
株式会社カルテックス
ブラスト装置
11日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
26日前
AGC株式会社
研磨装置およびガラス基板
18日前
株式会社ディスコ
加工方法
16日前
株式会社ディスコ
切削装置
1か月前
ノリタケ株式会社
砥石及びその製造方法
16日前
株式会社ディスコ
切削装置
1か月前
株式会社チップトン
遠心バレル研磨機
5日前
株式会社ディスコ
加工装置
25日前
株式会社マキタ
携帯用加工機
11日前
株式会社ジェイテクト
研削装置
16日前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
26日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
研削装置
20日前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
11日前
株式会社ディスコ
チップの加工方法
17日前
東日本旅客鉄道株式会社
鉄柱の研磨装置
1か月前
株式会社ジェイテクト
研削システム
12日前
株式会社ディスコ
ウエーハの研削方法
20日前
株式会社チップトン
バレル研磨装置
16日前
株式会社荏原製作所
基板研磨装置および研磨パッド
19日前
株式会社ディスコ
ウェーハの研磨方法
12日前
株式会社ディスコ
被加工物の研削方法
25日前
株式会社ディスコ
加工装置及び収容治具
16日前
株式会社チップトン
遠心バレル研磨機
1か月前
株式会社ディスコ
清掃器具及び清掃方法
3日前
株式会社ディスコ
切削装置、読取装置
26日前
株式会社ディスコ
ウェーハの研磨方法
20日前
株式会社ディスコ
切削装置および切削方法
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社ディスコ
ウェーハの製造方法
2日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ