TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025130321
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027426
出願日
2024-02-27
発明の名称
筐体、車両用充電装置、および筐体の製造方法
出願人
株式会社オートネットワーク技術研究所
,
住友電装株式会社
,
住友電気工業株式会社
代理人
弁理士法人サンクレスト国際特許事務所
主分類
H02J
7/00 20060101AFI20250901BHJP(電力の発電,変換,配電)
要約
【課題】塗装不良の発生頻度を低下させることができる技術を提供する。
【解決手段】本開示は、カバーの内部に配置される筐体である。この筐体は、筐体本体と、前記カバーの内面と前記筐体本体の外面との間に介在する支持部材と、を備える。前記支持部材は、前記内面に当接固定される第1固定面を有する第1固定部と、前記外面に固定される基部と、前記基部と前記第1固定部とを連結する1本の第1支柱と、を備える。前記第1固定部および前記基部は、前記1本の第1支柱のみによって連結される。
【選択図】図4
特許請求の範囲
【請求項1】
カバーの内部に配置される筐体であって、
筐体本体と、
前記カバーの内面と前記筐体本体の外面との間に介在する支持部材と、を備え、
前記支持部材は、
前記内面に当接固定される第1固定面を有する第1固定部と、
前記外面に固定される基部と、
前記基部と前記第1固定部とを連結する1本の第1支柱と、を備え、
前記第1固定部および前記基部は、前記1本の第1支柱のみによって連結される
筐体。
続きを表示(約 890 文字)
【請求項2】
前記第1固定部、前記基部、および、前記1本の第1支柱は、それぞれ、平板形状を有し、
前記支持部材は、
前記第1固定部の端縁から前記第1固定面が向く方向の反対方向へ折り曲げられて前記第1支柱の第1端部に繋がる第1折曲げ部と、
前記基部の端縁から折り曲げられて前記第1支柱の第2端部に繋がる第2折曲げ部と、をさらに備える
請求項1に記載の筐体。
【請求項3】
前記1本の第1支柱は、前記外面に対して直交する方向に沿って延びている
請求項1に記載の筐体。
【請求項4】
前記支持部材は、
前記内面に当接固定される第2固定面を有する第2固定部と、
前記基部と前記第2固定部とを連結する1本の第2支柱と、をさらに備え、
前記第2固定部および前記基部は、前記1本の第2支柱のみによって連結される
請求項1から請求項3のいずれか一項に記載の筐体。
【請求項5】
電力変換装置と、
車両に接続され、前記電力変換装置が出力する電力を前記車両へ与える充電ケーブルと、を備え、
前記電力変換装置は、
カバーと、
前記電力を出力する電気回路を収容するとともに前記カバーの内部に配置される請求項1に記載の筐体と、を備える
車両用充電装置。
【請求項6】
カバーの内部に配置される筐体の製造方法であって、
前記筐体が有する筐体本体に、前記カバーの内面と前記筐体本体の外面との間に介在する支持部材を設けるステップと、
前記支持部材が設けられた前記筐体本体の外面を塗装するステップと、を含み、
前記支持部材は、
前記内面に当接固定される第1固定面を有する第1固定部と、
前記外面に固定される基部と、
前記基部と前記第1固定部とを連結する1本の第1支柱と、を備え、
前記第1固定部および前記基部は、前記1本の第1支柱のみによって連結される
筐体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、筐体、車両用充電装置、および筐体の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、インナパネルと、アウタパネルと、を組み合わせて形成されるアウタシルの製造方法が開示されている。このサイドシルは、インナパネルと、アウタパネルと、をスポット溶接したあと、浸漬塗装が行われる。インナパネルの接合部と、アウタパネルの接合部と、の間には、溶接部以外の部分に隙間が設けられる。浸漬塗装の際、この隙間に塗料が入り込み、両接合部に塗膜が形成されることで、防錆効果を高めることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開昭60-49875号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来例では、浸漬塗装が行われるので、部品同士の間に比較的狭い隙間があったとしても、その隙間に塗料が入り込み、部品表面に塗膜が形成されない部分が生じるといった塗装不良の発生頻度が低減される。
しかし、吹き付け塗装等、浸漬塗装以外の塗装方法では、狭い隙間に塗料を入り込ませることは困難であり、塗装不良の発生頻度が増加する。さらに、上記従来例のように、互いに対向するインナパネルの内面およびアウタパネルの内面に対しても、インナパネルおよびアウタパネルが互いに相手の内面を覆ってしまい、塗料が届かずに塗装不良の発生頻度が増加するおそれがある。
そこで、本開示は、塗装不良の発生頻度を低下させることができる技術の提供を目的とする。
【課題を解決するための手段】
【0005】
本開示の実施形態は、カバーの内部に配置される筐体である。この筐体は、筐体本体と、前記カバーの内面と前記筐体本体の外面との間に介在する支持部材と、を備える。前記支持部材は、前記内面に当接固定される第1固定面を有する第1固定部と、前記外面に固定される基部と、前記基部と前記第1固定部とを連結する1本の第1支柱と、を備える。前記第1固定部および前記基部は、前記1本の第1支柱のみによって連結される。
【発明の効果】
【0006】
本開示によれば、塗装不良の発生頻度を低下させることができる。
【図面の簡単な説明】
【0007】
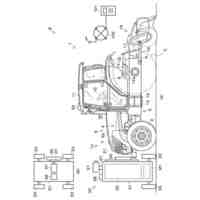
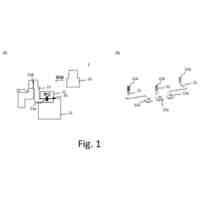
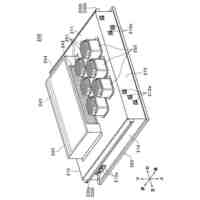
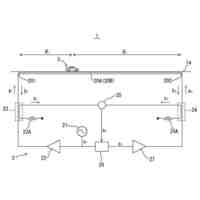
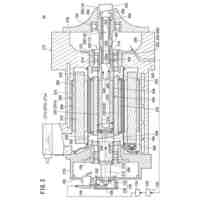
図1は、実施形態に係る車両用充電装置の一例を示す斜視図である。
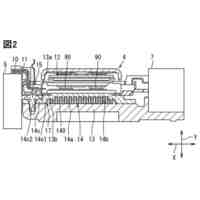
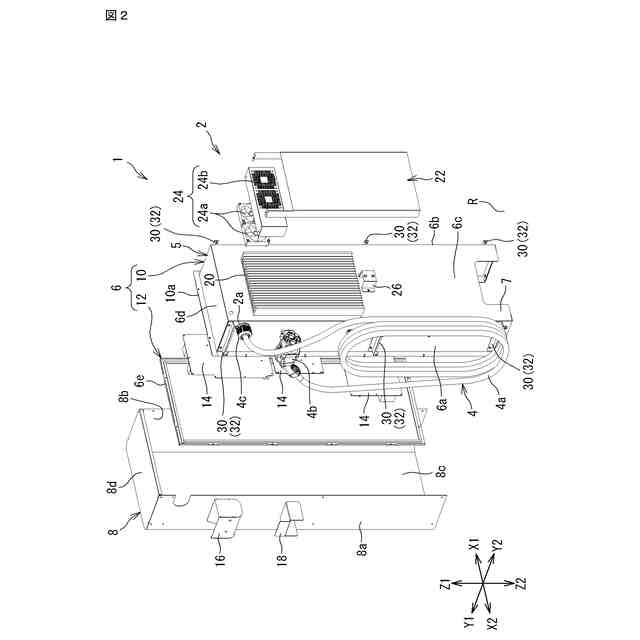
図2は、車両用充電装置の分解斜視図である。
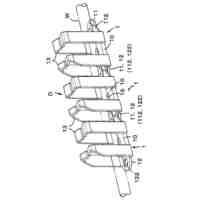
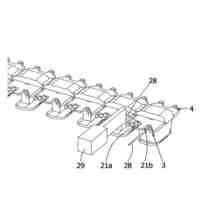
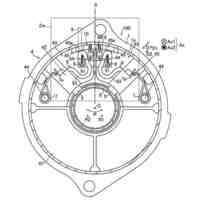
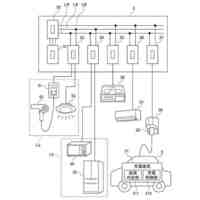
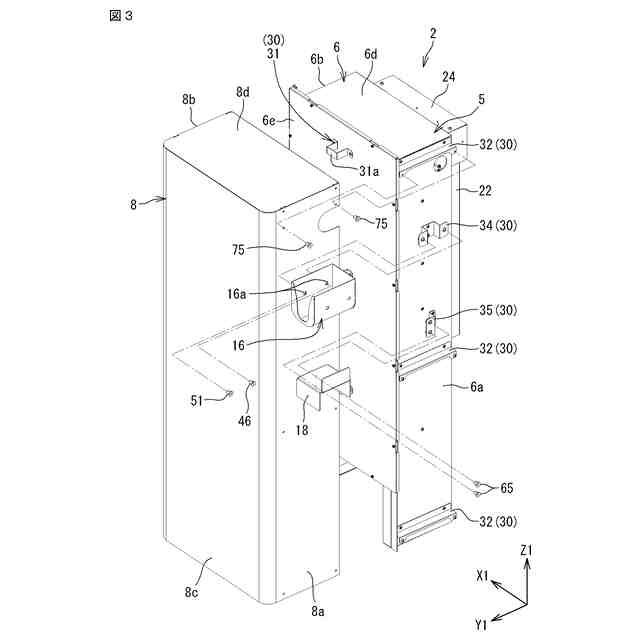
図3は、意匠カバーの取付態様を示す図である。
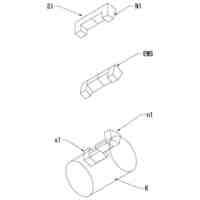
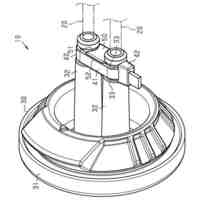
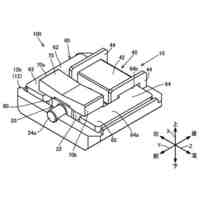
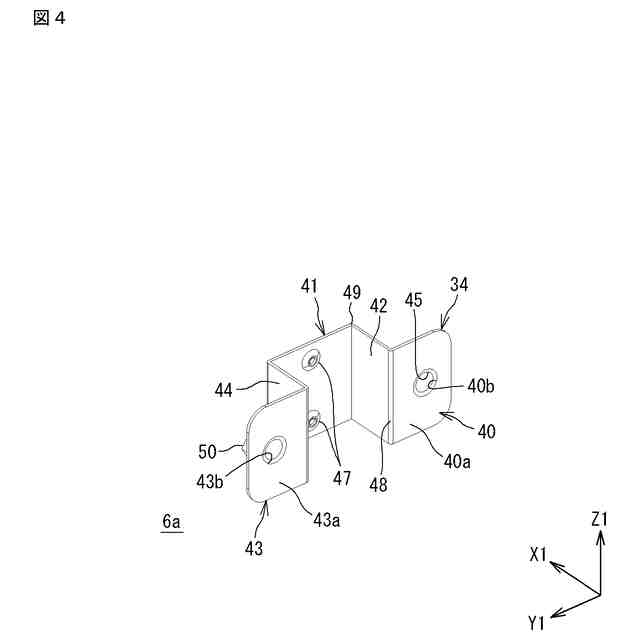
図4は、図3中、第1ホルダ支持部材の部分を拡大した斜視図である。
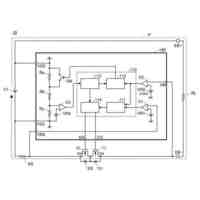
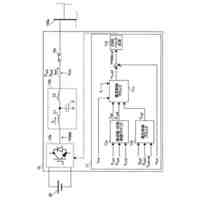
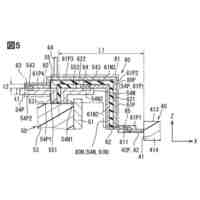
図5は、電力変換装置における第1ホルダ支持部材の部分を示した断面図である。
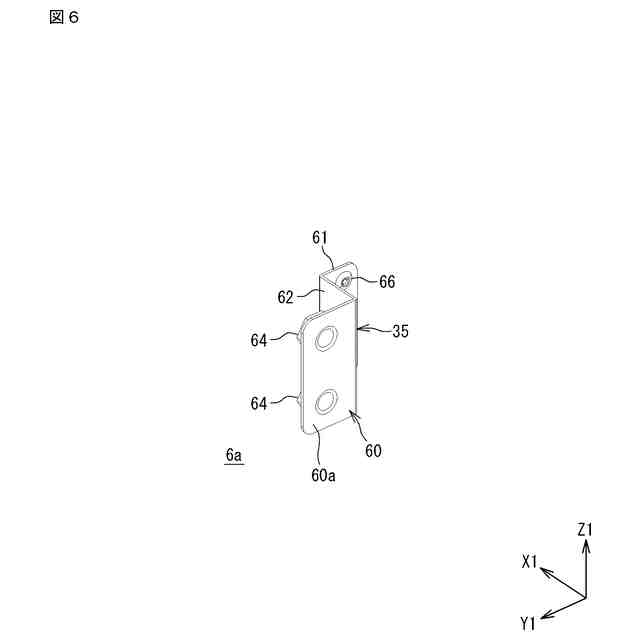
図6は、図3中、第2ホルダ支持部材の部分を拡大した斜視図である。
図7は、図3中、横支持部材の部分を拡大した斜視図である。
【発明を実施するための形態】
【0008】
最初に実施形態の内容を列記して説明する。
[実施形態の概要]
【0009】
(1)本開示の実施形態は、カバーの内部に配置される筐体である。この筐体は、筐体本体と、前記カバーの内面と前記筐体本体の外面との間に介在する支持部材と、を備える。前記支持部材は、前記内面に当接固定される第1固定面を有する第1固定部と、前記外面に固定される基部と、前記基部と前記第1固定部とを連結する1本の第1支柱と、を備える。前記第1固定部および前記基部は、前記1本の第1支柱のみによって連結される。
【0010】
上記構成によれば、第1固定部および基部は、1本の第1支柱のみによって連結されるので、第1支柱は、筐体本体の外面に対向しない。よって、第1支柱が筐体本体の外面を覆ってしまうのを防ぐことができる。
この結果、吹き付け塗装等、浸漬塗装以外の塗装方法によって筐体を塗装するときに、支持部材の外面および筐体本体の外面に対して適切に塗料を塗布することができ、塗装不良の発生頻度を低下させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
永久磁石モーター
7日前
個人
移動体を用いる駐車場発電所
11日前
エイブリック株式会社
バッテリ装置
8日前
竹内工業株式会社
配線ダクト
18日前
日産自動車株式会社
電子機器
1日前
井関農機株式会社
充電システム
1日前
トヨタ自動車株式会社
溶接装置
4日前
株式会社ダイヘン
移動装置
11日前
三菱ケミカル株式会社
電池
7日前
富士電機株式会社
整流装置
26日前
愛知電機株式会社
巻線方法および巻線装置
6日前
住友電装株式会社
電気接続箱
21日前
株式会社アイシン
直流回転電機
4日前
ローム株式会社
半導体集積回路
20日前
富士電機株式会社
電力変換装置
15日前
株式会社ダイヘン
電力変換装置
6日前
株式会社豊田自動織機
電動圧縮機
20日前
ローム株式会社
スナバ回路
14日前
大阪瓦斯株式会社
蓄電装置
7日前
株式会社ダイヘン
変換装置集積体
6日前
住友電装株式会社
ワイヤハーネス
20日前
株式会社マキタ
充電器
15日前
住友電装株式会社
ワイヤハーネス
今日
本田技研工業株式会社
電流検出装置
20日前
本田技研工業株式会社
電流検出装置
20日前
富士電機株式会社
電力変換システム
8日前
富士ウェーブ株式会社
走行中給電システム
11日前
株式会社アイシン
コンデンサ
4日前
ヤマウチ株式会社
発電機
4日前
本田技研工業株式会社
回転機械
7日前
エイブリック株式会社
スイッチングレギュレータ
15日前
株式会社デンソー
電力変換装置
12日前
トヨタ自動車株式会社
充電装置
21日前
株式会社国際電気
電子機器の監視方法
8日前
株式会社デンソー
電力変換装置
14日前
株式会社アイシン
電力変換装置
6日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ