TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025120699
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015712
出願日
2024-02-05
発明の名称
圧力リング用線
出願人
トクセン工業株式会社
代理人
弁理士法人有古特許事務所
主分類
F02F
5/00 20060101AFI20250808BHJP(燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備)
要約
【課題】真円度に優れた圧力リングが得られうる、線2の提供。
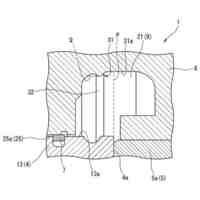
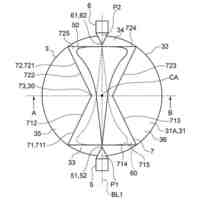
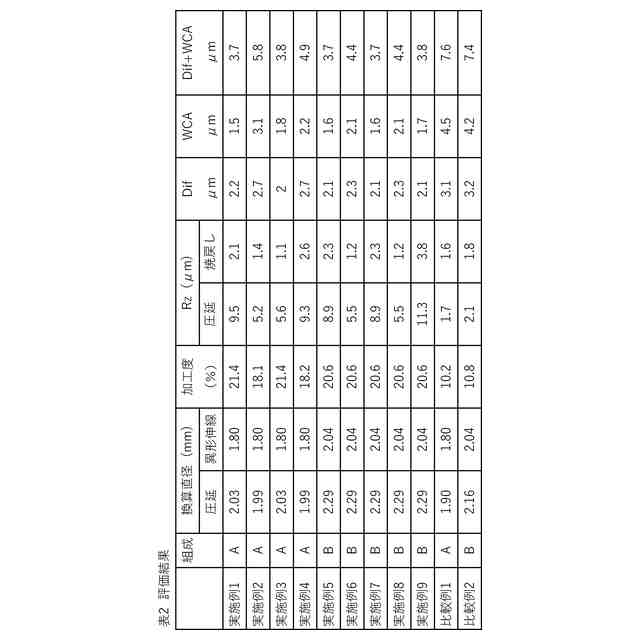
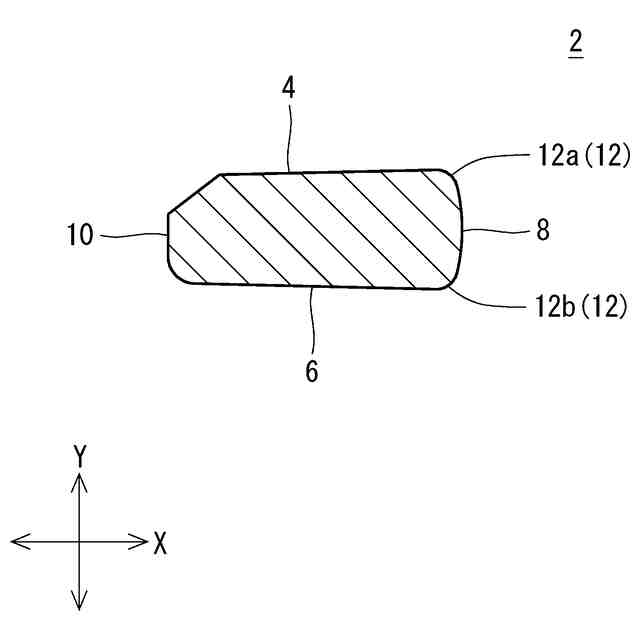
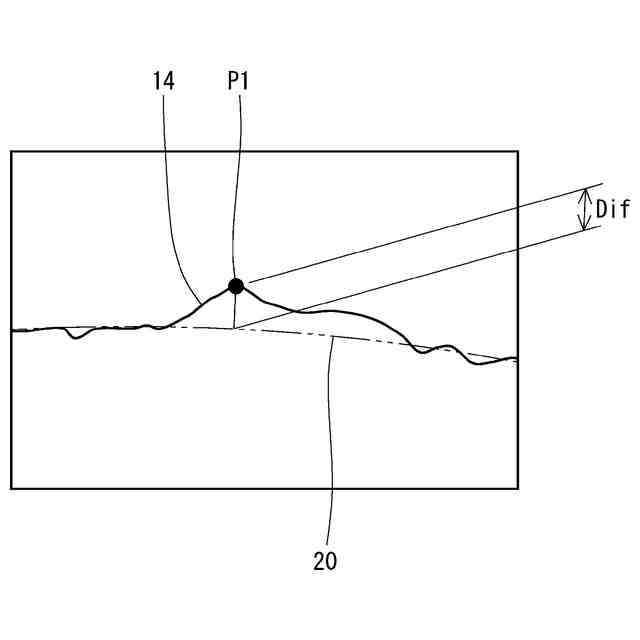
【解決手段】圧力リング用線2は、上面4、下面6、第一側面8、第二側面10及び丸め面取り12を有している。この線2にコイリング等が施されて、圧力リングが形成される。第一側面8は、圧力リングの外周面に相当する。長さ方向に沿って測定された、第一側面8のろ波中心線うねりWCAは、3.0μm以下である。第一側面8の輪郭と、この輪郭を近似する仮想曲線との、最大ズレDifは、3.0μm以下である。ろ波中心線うねりWCAと最大ズレDifとの和は、5.5μm以下である。
【選択図】図2
特許請求の範囲
【請求項1】
内燃機関の圧力リングのための線であって、
上記線の長さ方向に対して垂直な面における、上記圧力リングの外周面に相当する面の輪郭と、この輪郭を近似する仮想曲線との、最大ズレDifが、3.0μm以下である、線。
続きを表示(約 930 文字)
【請求項2】
上記長さ方向に沿って測定された、上記外周面に相当する面のろ波中心線うねりWCAが、3.0μm以下であり、
上記最大ズレDifと上記ろ波中心線うねりWCAとの和が、5.5μm以下である、請求項1に記載の線。
【請求項3】
上記長さ方向に対して垂直な面における輪郭が、その外周側に、3以上の円弧を有する、請求項1又は2に記載の線。
【請求項4】
その表面粗さRzが3.0μm以下である、請求項1又は2に記載の線。
【請求項5】
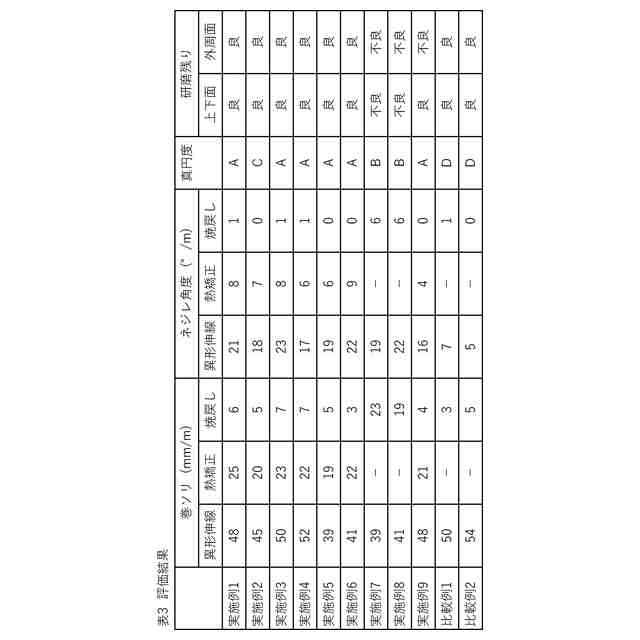
そのネジレ角度が3°/m以下である、請求項1又は2に記載の線。
【請求項6】
その巻ソリが15mm/m以下である、請求項1又は2に記載の線。
【請求項7】
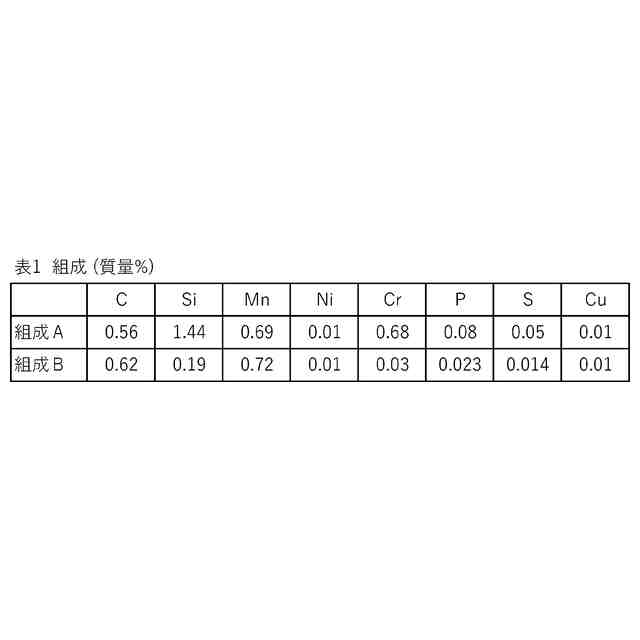
その材質が鋼であり、この鋼が
C:0.51質量%以上0.85質量%以下
Si:0.15質量%以上1.60質量%以下
Mn:0.30質量%以上0.90質量%以下
Cr:0.80質量%以下
Ni:0.02質量%以下
P:0.08質量%以下
S:0.05質量%以下
及び
Cu:0.20質量%以下
を含む、請求項1又は2に記載の線。
【請求項8】
(A)その表面粗さRzが5.0μm以上であるローラにて中間線に圧延を施して、中間異形線を得る工程、
及び
(B)上記中間異形線に、潤滑剤を用いた、加工度が18.0%以上22.0%以下である異形伸線を施して、異形線を得る工程
を備えた、圧力リングのための線の製造方法。
【請求項9】
上記工程(B)によって、その表面粗さRzが3.0μm以下である異形線が得られる、請求項8に記載の製造方法。
【請求項10】
上記工程(B)の後に、
(C)上記異形線に、温度が245℃以上255℃以下であり、時間が2.5秒以上3.5秒以下である条件で、熱矯正を施す工程
及び
(D)上記異形線に焼入れ及び焼戻しを施す工程
をさらに備えた、請求項8又は9に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、内燃機関のピストンに装着される圧力リングのための線を、開示する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
内燃機関は、シリンダー、ピストン、圧力リング及びオイルリングを有している。圧力リングは、ピストンに装着される。圧力リングは、線にコイリングが施されることで、得られる。圧力リング用線の一例が、特開2008-50649公報に開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2008-50649公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
圧力リングにとって、真円度は重要である。真円度が高い圧力リングを有する内燃機関では、この圧力リングとシリンダーとの間におけるガスの漏れ出しが、少ない。真円度が高い圧力リングは、潤滑油を十分に掻き取りうる。低燃費の観点、及び潤滑油の消費量低減の観点から、真円度の改善が望まれている。
【0005】
圧力リングは、リング状の中間品に皮膜が形成され、かつこの皮膜が研磨されることで、得られうる。皮膜の研磨は、圧力リングの真円度の調整を兼ねる。薄い皮膜を有する中間品の研磨では、研磨代が少ない。薄い皮膜を有する中間品の研磨では、研磨による真円度の調整は、十分ではない。
【0006】
本出願人の意図するところは、真円度に優れた圧力リングが得られうる、線の提供にある。
【課題を解決するための手段】
【0007】
本明細書は、内燃機関の圧力リングのための線を開示する。この線の、長さ方向に対して垂直な面における、圧力リングの外周面に相当する面の輪郭と、この輪郭を近似する仮想曲線との、最大ズレDifは、3.0μm以下である。
【発明の効果】
【0008】
この線から、真円度の高い圧力リングが得られうる。
【図面の簡単な説明】
【0009】
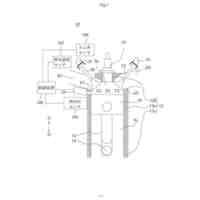
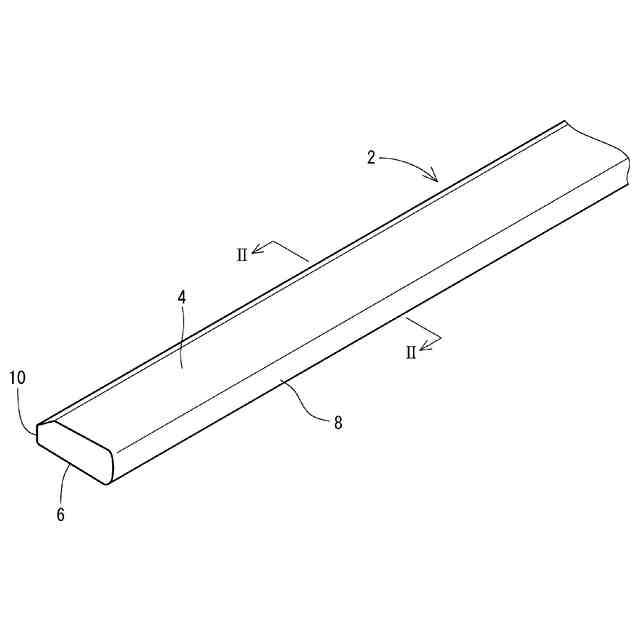
図1は、一実施形態に係る圧力リング用線の一部が示された斜視図である。
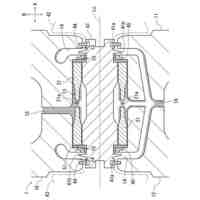
図2は、図1のII-II線に沿った拡大断面図である。
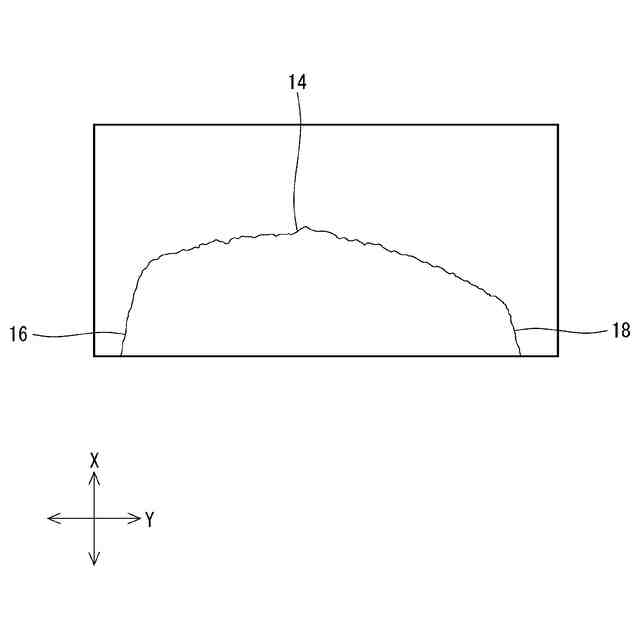
図3は、図2の断面の一部の輪郭形状の測定結果が示されたチャートである。
図4は、図2の断面の一部の輪郭形状の測定結果が仮想曲線と共に示されたチャートである。
図5は、図4のチャートの一部が示された拡大図である。
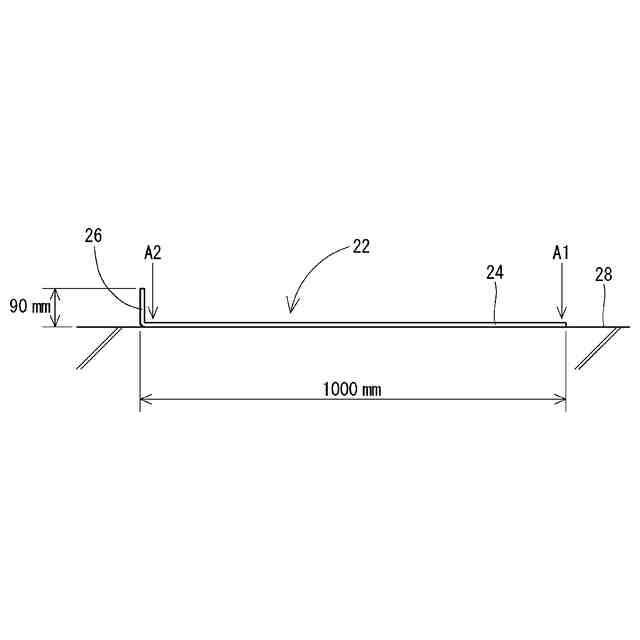
図6は、図1の圧力リング用線のネジレ角度の測定に供される試験片が示された正面図である。
図7は、図6の試験片が拡大されて示された右側面図である。
図8は、図1の圧力リング用線の巻ソリの測定方法が示された正面図である。
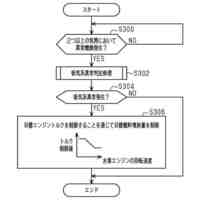
図9は、図1の圧力リング用線の製造方法が示されたフローチャートである。
図10は、他の実施形態に係る圧力リング用線の一部が示された断面図である。
図11は、さらに他の実施形態に係る圧力リング用線の一部が示された断面図である。
【発明を実施するための形態】
【0010】
以下、適宜図面が参照されつつ、好ましい実施形態が詳細に説明される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
スズキ株式会社
内燃機関
20日前
ダイハツ工業株式会社
制御装置
15日前
トヨタ自動車株式会社
内燃機関
14日前
ダイハツ工業株式会社
制御装置
22日前
株式会社クボタ
作業車
7日前
スズキ株式会社
内燃機関の制御装置
28日前
ダイハツ工業株式会社
内燃機関
17日前
トヨタ自動車株式会社
車両の制御装置
22日前
日産自動車株式会社
ターボ過給機
8日前
本田技研工業株式会社
鞍乗型車両
1か月前
東洋電装株式会社
スロットル装置
27日前
トヨタ自動車株式会社
内燃機関の制御装置
22日前
トヨタ自動車株式会社
エンジンの制御装置
16日前
トヨタ自動車株式会社
内燃機関の吸気構造
16日前
トヨタ自動車株式会社
車両の制御装置
22日前
トヨタ自動車株式会社
シリンダヘッドカバー
2日前
株式会社SUBARU
ポンプの固着防止装置
29日前
トヨタ自動車株式会社
エンジン制御装置
3日前
日産自動車株式会社
内燃機関
6日前
株式会社クボタ
エンジン及びエンジンの診断方法
23日前
本田技研工業株式会社
EGRバルブ制御装置
15日前
本田技研工業株式会社
EGRバルブ制御装置
15日前
三菱自動車工業株式会社
キャニスタ
6日前
株式会社HIT研究所
エンジンへのガス供給システム
9日前
トヨタ自動車株式会社
内燃機関の燃料供給装置
22日前
極東開発工業株式会社
特装車
13日前
トヨタ自動車株式会社
内燃機関の燃圧制御装置
8日前
トヨタ自動車株式会社
水素エンジンの制御装置
13日前
フタバ産業株式会社
燃料改質システム
15日前
ダイハツ工業株式会社
制御装置
14日前
株式会社豊田自動織機
過給機
9日前
ダイハツ工業株式会社
制御装置
14日前
株式会社SUBARU
蒸発燃料処理システムの診断装置
1か月前
スズキ株式会社
車両用制御装置
今日
ダイハツインフィニアース株式会社
内燃機関
8日前
三菱重工業株式会社
対向ピストンエンジン
23日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ