TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024135628
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023046413
出願日
2023-03-23
発明の名称
立体造形装置及び立体造形方法
出願人
株式会社リコー
代理人
個人
,
個人
,
個人
主分類
B29C
64/165 20170101AFI20240927BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】立体造形装置の乾燥部におけるエネルギー効率を向上する。
【解決手段】立体造形装置1は、粉末層51に造形液60を付与することによって、造形槽12の内部に造形物62を造形する造形部3と、造形部3により造形された造形物62を乾燥させる乾燥部4と、造形槽12の内部の造形物62の配置に基づき、乾燥部4による乾燥時間及び乾燥温度の少なくとも一方を調整する制御部8の乾燥制御部85と、を備える。
【選択図】図6
特許請求の範囲
【請求項1】
粉末層に造形液を付与することによって、造形槽の内部に造形物を造形する造形部と、
前記造形部により造形された前記造形物を乾燥させる乾燥部と、
前記造形槽の内部の前記造形物の配置に基づき、
前記乾燥部による乾燥時間及び乾燥温度の少なくとも一方を調整する乾燥制御部と、
を備える立体造形装置。
続きを表示(約 1,200 文字)
【請求項2】
前記粉末層は、金属の粉末を含む請求項1に記載の立体造形装置。
【請求項3】
前記乾燥部は複数の熱源を有し、
前記乾燥制御部は、前記造形槽の内部の前記造形物の配置に基づき、前記複数の熱源の中から動作させる熱源を選択する、
請求項1に記載の立体造形装置。
【請求項4】
前記造形槽の内部の前記造形物の配置パターンを決定する配置決定部と、
前記造形物の配置パターンと、該配置パターンに対応する前記乾燥部の前記乾燥時間及び前記乾燥温度の少なくとも一方を含む設定情報を保存する設定保存部と、
を備え、
前記乾燥制御部は、前記配置決定部により決定された前記配置パターンに基づき、前記設定保存部に保存されている前記設定情報に基づき前記乾燥部を制御する、
請求項1に記載の立体造形装置。
【請求項5】
前記造形部で造形に使用された粉末と、粉除去部で除去された粉末とを回収する回収部を更に含む請求項1に記載の立体造形装置。
【請求項6】
前記乾燥部で乾燥された前記造形物を焼結する焼結部を更に含む請求項1に記載の立体造形装置。
【請求項7】
前記乾燥部において乾燥された溶媒を回収する溶媒回収部を有し、
前記乾燥制御部は、前記溶媒回収部で回収される前記溶媒の量に基づいて、前記乾燥時間及び前記乾燥温度の少なくとも一方を調整する、
請求項1に記載の立体造形装置。
【請求項8】
前記乾燥部において乾燥された溶媒を回収する溶媒回収部と、
前記造形部に付与された前記造形液の量を算出する量演算部と、
を備え、
前記乾燥制御部は、前記溶媒の量と、前記量演算部による前記量に基づいて、前記乾燥時間及び前記乾燥温度の少なくとも一方を調整する、
請求項1に記載の立体造形装置。
【請求項9】
前記造形部で使用される粉末を管理する粉管理部と、
前記粉末の少なくとも一部を含む粉末を回収粉として回収する回収部と、を備え、
前記粉管理部は、前記回収粉に対応して前記乾燥部での前記乾燥温度及び前記乾燥時間の少なくとも一方の情報を管理する、
請求項1に記載の立体造形装置。
【請求項10】
造形部によって、粉末層に造形液を付与し、造形槽の内部に造形物を造形する造形ステップと、
前記造形槽の内部の前記造形物の配置に基づき、乾燥部による乾燥時間及び乾燥温度の少なくとも一方を調整する乾燥制御ステップと、
前記造形ステップにて造形された前記造形物を、前記乾燥制御ステップにて調整された前記乾燥時間及び前記乾燥温度の少なくとも一方に基づき前記乾燥部により乾燥させる乾燥ステップと、
を含む立体造形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、立体造形装置及び立体造形方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
三次元造形の方式として、粉末層に造形液を付与するバインダージェット(BJ)方式などが知られている。BJ方式では、造形部により造形物を造形した後に、乾燥部で造形物を乾燥させる処理が行われる。
【0003】
特許文献1には、乾燥装置において、温度検出手段の検出温度に基づいて加熱手段による加熱量を調整する制御を行う構成が開示されている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の乾燥装置では、乾燥される対象物の状態に関係なく乾燥するので、エネルギー効率が悪かった。
【0005】
本発明は、立体造形装置の乾燥部におけるエネルギー効率を向上することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決するために、本発明の一観点に係る立体造形装置は、粉末層に造形液を付与することによって、造形槽の内部に造形物を造形する造形部と、前記造形部により造形された前記造形物を乾燥させる乾燥部と、前記造形槽の内部の前記造形物の配置に基づき、前記乾燥部による乾燥時間及び乾燥温度の少なくとも一方を調整する乾燥制御部と、を備える。
【発明の効果】
【0007】
立体造形装置の乾燥部におけるエネルギー効率を向上することができる。
【図面の簡単な説明】
【0008】
本発明の一実施形態に係る立体造形装置の概略構成を示すブロック図
造形部の構成の一例を示す図
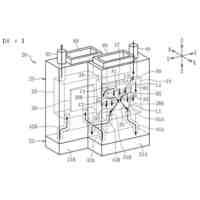
造形後の造形槽内の粉末と造形物の概略構成の一例を示す斜視図
造形槽内の造形物の配置パターンを示す図
乾燥部の複数の熱源の配置を示す図
制御部の機能ブロック図
制御部のハードウェア構成の一例を示す図
実施形態に係る乾燥指令調整制御のフローチャート
回収溶媒量の時間推移の一例を示す図
粉管理部の管理情報の一例を示す図
粉管理部の管理情報に基づく粉履歴の一例を示す図
造形部の変形例を示す図
乾燥制御部の変形例を示すブロック図
【発明を実施するための形態】
【0009】
以下、添付図面を参照しながら実施形態について説明する。説明の理解を容易にするため、各図面において同一の構成要素に対しては可能な限り同一の符号を付して、重複する説明は省略する。
【0010】
以下の説明では、「粉末層51」は、造形部3で、粉末50(「粉」、「混合粉」などとも表現してもよい)を含む層をさす。粉末層51は、平坦化された層でもよい。また、粉末50は、金属を含み、例えばアルミニウムやアルミニウム合金であるが、他の金属で生成されてもよい。また、「造形層61」は、粉末層51に対して造形液60が付与された層をさす。造形層61は、造形液60が付与されることによって粉末50が結合された層状造形物である。なお、「粉末層51」及び「造形層61」は、それぞれ一層のものをいう。さらに、「造形物62」は、複数の造形層61が積層されて形成される集合体であり、かつ造形が完成する前の状態のものをさす。一方、「立体造形物」は、造形物62が焼結されたものいう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
払拭装置、液体吐出装置
2日前
株式会社リコー
払拭装置、液体吐出装置
2日前
株式会社リコー
ヘッドモジュール、液体吐出装置
2日前
株式会社リコー
冷却装置、光源装置及び画像投射装置
2日前
株式会社リコー
加熱装置、定着装置及び画像形成装置
2日前
株式会社リコー
加熱装置、定着装置及び画像形成装置
2日前
株式会社リコー
加熱装置、定着装置及び画像形成装置
2日前
株式会社リコー
ヘッドメンテナンス装置、液体吐出装置
2日前
株式会社リコー
がん治療装置及びがん治療装置の制御方法
2日前
株式会社リコー
情報処理装置、システム、方法およびプログラム
2日前
株式会社リコー
圧電アクチュエータ、液体吐出ヘッド及び液体吐出装置
2日前
株式会社リコー
圧電アクチュエータ、液体吐出ヘッド及び液体吐出装置
2日前
株式会社リコー
圧電アクチュエータ、液体吐出ヘッド及び液体吐出装置
2日前
株式会社リコー
トナー、トナー収容ユニット、画像形成装置及び画像形成方法
2日前
株式会社リコー
電力制御装置、画像形成装置、電力制御方法、およびプログラム
2日前
株式会社リコー
表示装置、表示システム、サーバー装置、表示方法、プログラム
2日前
株式会社リコー
通信制御サーバ、通信システム、通信制御方法、及びプログラム
2日前
株式会社リコー
移動体システム、情報処理方法、情報処理装置、及びプログラム
2日前
株式会社リコー
情報処理装置、情報処理システム、プログラムおよび情報処理方法
2日前
株式会社リコー
情報処理装置、情報処理方法、プログラムおよび情報処理システム
2日前
株式会社リコー
情報処理装置、情報処理システム、情報処理方法、及びプログラム
2日前
株式会社リコー
情報処理装置、情報処理方法、情報処理システム、およびプログラム
2日前
株式会社リコー
情報処理システム、ファックス親機、情報処理方法、およびプログラム
2日前
株式会社リコー
液体吐出装置、プログラム、液体吐出方法、及び、ヘッドユニットの製造方法
2日前
株式会社リコー
面発光レーザ、レーザ装置、検出装置、移動体、情報端末機器及び面発光レーザの駆動方法
2日前
株式会社リコー
デバイス管理装置、デバイス管理システム、ユーザ端末、デバイス管理方法、及び、プログラム
2日前
東レ株式会社
溶融紡糸設備
3か月前
東レ株式会社
プリプレグテープ
16日前
津田駒工業株式会社
連続成形機
7か月前
株式会社日本製鋼所
押出機
2日前
株式会社リコー
シート剥離装置
1か月前
東レ株式会社
一体化成形品の製造方法
1か月前
帝人株式会社
成形体の製造方法
3か月前
TOWA株式会社
成形型清掃用のブラシ
6日前
三菱自動車工業株式会社
予熱装置
12日前
株式会社日本製鋼所
押出成形装置
23日前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ