TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024108523
公報種別
公開特許公報(A)
公開日
2024-08-13
出願番号
2023012941
出願日
2023-01-31
発明の名称
端部フィルムロールの製造方法
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
B29C
55/20 20060101AFI20240805BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】端部フィルムを巻き取るときに端部フィルムが破断することを抑制できる端部フィルムロールの製造方法を提供すること。
【解決手段】本発明の実施形態による端部フィルムロールの製造方法は、長尺状の樹脂フィルムにおける幅方向の両端部をクリップによって把持した状態で、該樹脂フィルムを長尺方向と交差する方向に延伸して、延伸フィルムを調製する工程と;該延伸フィルムから該クリップの把持跡を含む両端部のそれぞれを切断して、該把持跡を含む端部フィルムを得る工程と;巻取部材が該端部フィルムを巻き取る工程と;を含んでいる。上記端部フィルムは、幅方向において、上記把持跡が位置する第1端部と;該第1端部と反対側の第2端部と;を有している。上記巻取部材が端部フィルムを巻き取る工程において、上記第2端部が上記巻取部材と接触し、かつ、上記第1端部が上記巻取部材から離れて位置している。
【選択図】図1
特許請求の範囲
【請求項1】
長尺状の樹脂フィルムにおける幅方向の両端部のそれぞれをクリップによって把持した状態で、前記樹脂フィルムを長尺方向と交差する方向に延伸して、延伸フィルムを調製する工程と、
前記延伸フィルムから前記クリップの把持跡を含む両端部のそれぞれを切断して、前記把持跡を含む端部フィルムを得る工程と、
巻取部材が前記端部フィルムを巻き取る工程と、を含み、
前記端部フィルムは、幅方向において、前記把持跡が位置する第1端部と、前記第1端部と反対側の第2端部と、を有し、
前記巻取部材が前記端部フィルムを巻き取る工程において、前記第2端部が前記巻取部材と接触し、かつ、前記第1端部が前記巻取部材から離れて位置する、端部フィルムロールの製造方法。
続きを表示(約 360 文字)
【請求項2】
前記巻取部材は、シャフトと;前記シャフトに設けられるローラ部であって前記シャフトよりも大径なローラ部と;を備え、
前記巻取部材が前記端部フィルムを巻き取る工程において、前記第2端部が前記ローラ部と接触し、かつ、前記第1端部が前記シャフトに対して間隔を空けて向かい合う、請求項1に記載の端部フィルムロールの製造方法。
【請求項3】
前記巻取部材は、軸線方向の一端部から他端部に向かうにつれて小径となるテーパー面を有し、
前記巻取部材が前記端部フィルムを巻き取る工程において、前記第2端部が前記テーパー面に接触し、かつ、前記第1端部が、前記テーパー面における第2端部の接触部分よりも小径な部分に対して間隔を空けて向かい合う、請求項1に記載の端部フィルムロールの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、端部フィルムロールの製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
各種産業製品に幅広く利用される延伸フィルムは、樹脂フィルムを延伸して製造される。例えば、長尺状の樹脂フィルムの幅方向両端部をクリップによって把持した状態で、樹脂フィルムを長尺方向と交差する方向に延伸する、延伸フィルムの製造方法が提案されている(例えば、特許文献1参照)。このような延伸フィルムの製造方法では、延伸フィルムの幅方向の両端部にクリップの把持跡が生じる。そのため、一般的には、延伸フィルムから当該把持跡を含む端部を切断して廃棄する。
近年、環境負荷の低減の観点から、各種産業製品の製造時に生じる廃棄物の再利用が望まれている。そこで、特許文献1に記載の延伸フィルムの製造方法において、延伸フィルムから切断した端部を端部フィルムとして回収して、有効利用することが検討されている。しかし、端部フィルムを巻き取って回収すると、端部フィルムが破断して、端部フィルムを円滑に回収できない場合がある。
【先行技術文献】
【特許文献】
【0003】
特許第7096940号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は上記従来の課題を解決するためになされたものであり、その主たる目的は、端部フィルムを巻き取るときに端部フィルムが破断することを抑制でき、端部フィルムロールを円滑に製造できる端部フィルムロールの製造方法を提供することにある。
【課題を解決するための手段】
【0005】
[1]本発明の実施形態による端部フィルムロールの製造方法は、長尺状の樹脂フィルムにおける幅方向の両端部のそれぞれをクリップによって把持した状態で、該樹脂フィルムを長尺方向と交差する方向に延伸して、延伸フィルムを調製する工程と;該延伸フィルムから該クリップの把持跡を含む両端部のそれぞれを切断して、該把持跡を含む端部フィルムを得る工程と;巻取部材が該端部フィルムを巻き取る工程と;を含んでいる。上記端部フィルムは、幅方向において、上記把持跡が位置する第1端部と;該第1端部と反対側の第2端部と;を有している。上記巻取部材が端部フィルムを巻き取る工程において、上記第2端部が上記巻取部材と接触し、かつ、上記第1端部が上記巻取部材から離れて位置している。
[2]上記[1]に記載の端部フィルムロールの製造方法において、上記巻取部材は、シャフトと、ローラ部と、を備えていてもよい。該ローラ部は、該シャフトに設けられている。該ローラ部は、該シャフトよりも大径である。上記巻取部材が端部フィルムを巻き取る工程において、上記第2端部が上記ローラ部と接触し、かつ、上記第1端部が上記シャフトに対して間隔を空けて向かい合っていてもよい。
[3]上記[1]に記載の端部フィルムロールの製造方法において、上記巻取部材は、軸線方向の一端部から他端部に向かうにつれて小径となるテーパー面を有していてもよい。上記巻取部材が上記端部フィルムを巻き取る工程において、上記第2端部が上記テーパー面に接触し、かつ、上記第1端部が、上記テーパー面における第2端部の接触部分よりも小径な部分に対して間隔を空けて向かい合っていてもよい。
【発明の効果】
【0006】
本発明の実施形態によれば、端部フィルムを巻き取るときに端部フィルムが破断することを抑制でき、端部フィルムロールを円滑に製造できる。
【図面の簡単な説明】
【0007】
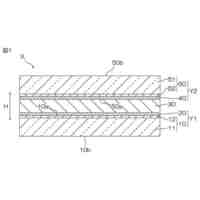
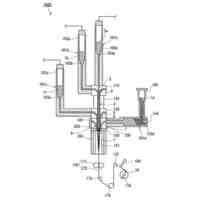
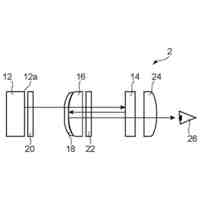
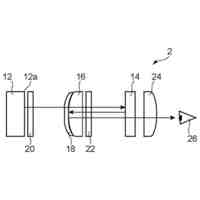
図1は、本発明の1つの実施形態による端部フィルムロールの製造方法を説明するための概略構成図である。
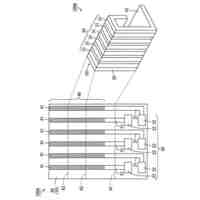
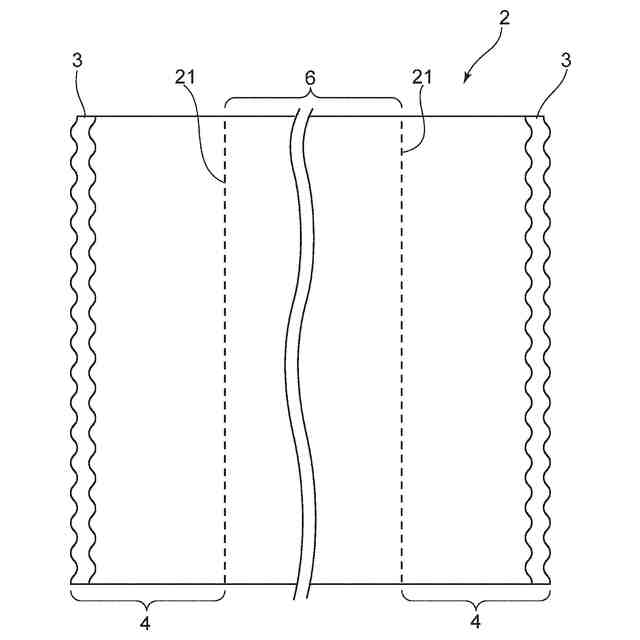
図2は、図1の延伸フィルムの平面図である。
図3は、図1の巻取部材が端部フィルムを巻き取る工程を説明するための概略平面図である。
図4は、図1の巻取部材が端部フィルムを巻き取る工程を説明するための概略断面図である。
図5は、本発明の別の実施形態による端部フィルムロールの製造方法を説明するための概略断面図である。
【発明を実施するための形態】
【0008】
以下、本発明の実施形態について説明するが、本発明はこれらの実施形態には限定されない。また、図面は説明をより明確にするため、実施の形態に比べ、各部の幅、厚さ、形状等について模式的に表される場合があるが、あくまで一例であって、本発明の解釈を限定するものではない。
【0009】
(用語および記号の定義)
本明細書における用語および記号の定義は下記の通りである。
(1)屈折率(nx、ny、nz)
「nx」は面内の屈折率が最大になる方向(すなわち、遅相軸方向)の屈折率であり、「ny」は面内で遅相軸と直交する方向(すなわち、進相軸方向)の屈折率であり、「nz」は厚み方向の屈折率である。
(2)面内位相差(Re)
「Re(λ)」は、23℃における波長λnmの光で測定した面内位相差である。例えば、「Re(550)」は、23℃における波長550nmの光で測定した面内位相差である。Re(λ)は、層(フィルム)の厚みをd(nm)としたとき、式:Re(λ)=(nx-ny)×dによって求められる。
(3)角度
本明細書において角度に言及するときは、特に明記しない限り、当該角度は時計回りおよび反時計回りの両方の方向の角度を包含する。
【0010】
A.端部フィルムロールの製造方法の概略
図1は本発明の1つの実施形態による端部フィルムロールの製造方法を説明するための概略構成図であり;図2は図1の延伸フィルムの平面図であり;図3は図1の巻取部材が端部フィルムを巻き取る工程を説明するための概略平面図であり;図4は図1の巻取部材が端部フィルムを巻き取る工程を説明するための概略断面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
調光フィルム
25日前
日東電工株式会社
配線回路基板
6日前
日東電工株式会社
両面粘着シート
10日前
日東電工株式会社
LED封止用シート
10日前
日東電工株式会社
LED封止用シート
10日前
日東電工株式会社
光学積層体の製造方法
6日前
日東電工株式会社
粘着シートの製造方法
6日前
日東電工株式会社
延伸フィルムの製造方法
17日前
日東電工株式会社
延伸フィルムの製造方法
17日前
日東電工株式会社
延伸フィルムの製造方法
17日前
日東電工株式会社
延伸フィルムの製造方法
17日前
日東電工株式会社
光学フィルム片の製造方法
18日前
日東電工株式会社
照明空間、および照明方法
18日前
日東電工株式会社
OLED表示装置用光学積層体
12日前
日東電工株式会社
OLED表示装置用光学積層体
12日前
日東電工株式会社
OLED表示装置用光学積層体
12日前
日東電工株式会社
配線回路基板およびその製造方法
19日前
日東電工株式会社
コネクタおよびコネクタユニット
3日前
日東電工株式会社
反射防止フィルム及び画像表示装置
3日前
日東電工株式会社
粘着剤組成物、および、粘着シート
6日前
日東電工株式会社
反射防止フィルムおよび画像表示装置
9日前
日東電工株式会社
硬化膜製造装置及び硬化膜の製造方法
17日前
日東電工株式会社
光半導体素子封止用シートおよび表示体
6日前
日東電工株式会社
回路付きサスペンション基板の製造方法
19日前
日東電工株式会社
多層樹脂ファイバーの製造装置及び製造方法
2日前
日東電工株式会社
複合半透膜、及びスパイラル型膜エレメント
3日前
日東電工株式会社
表示システムの製造方法および光学フィルム群
18日前
日東電工株式会社
防眩性フィルム、光学部材、及び画像表示装置
10日前
日東電工株式会社
補強フィルム、デバイスの製造方法および補強方法
23日前
日東電工株式会社
補強フィルム、デバイスの製造方法および補強方法
23日前
日東電工株式会社
表示システム、表示方法、表示体および表示体の製造方法
6日前
日東電工株式会社
積層体、積層体の製造方法、光学部材、及び画像表示装置
24日前
日東電工株式会社
表示システム、表示方法、表示体および表示体の製造方法
6日前
日東電工株式会社
積層体、積層体の製造方法、光学部材、及び画像表示装置
24日前
日東電工株式会社
表示システム、表示方法、表示体および表示体の製造方法
6日前
日東電工株式会社
表示システム、光学積層体、および表示システムの製造方法
6日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ