TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024059169
公報種別
公開特許公報(A)
公開日
2024-05-01
出願番号
2022166680
出願日
2022-10-18
発明の名称
太陽電池セル、太陽電池デバイス、および、太陽電池デバイスの製造方法
出願人
株式会社カネカ
代理人
個人
,
個人
主分類
H01L
31/0224 20060101AFI20240423BHJP(基本的電気素子)
要約
【課題】導電性接着部材の塗布の良否を容易に検査することができる太陽電池セルを提供する。
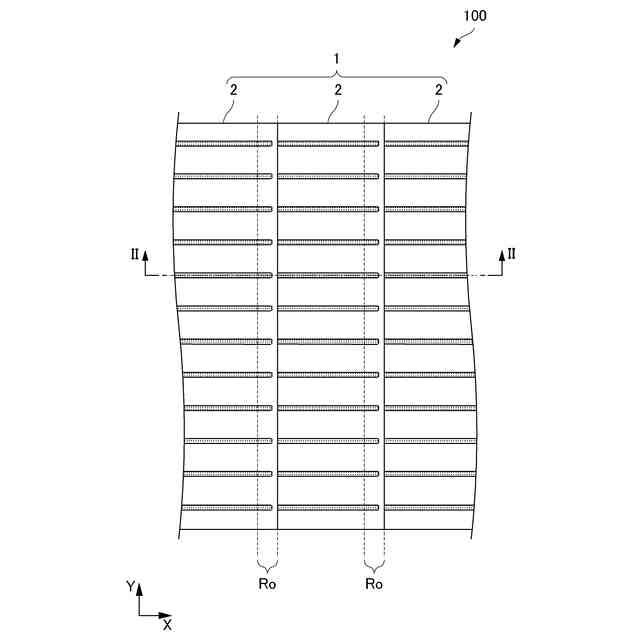
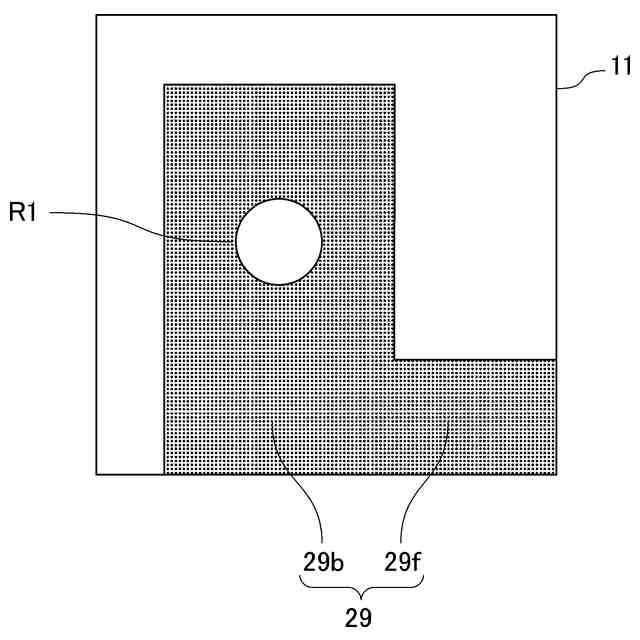
【解決手段】太陽電池セル2は、半導体基板11の一方主面側に形成された第1金属電極29と、半導体基板の他方主面側に形成された第2金属電極とを備える太陽電池セルであって、第1金属電極29は、X方向における一方端側においてY方向に延在する第1バスバー電極29bを含み、第2金属電極は、X方向における他方端側においてY方向に延在する第2バスバー電極を含み、第1バスバー電極29bまたは第2バスバー電極のY方向の端部の少なくとも一方側には、導電性接着部材の塗布の良否を検査するための検査領域であって、第1バスバー電極29bまたは第2バスバー電極が形成されていない検査領域R1またはR2が配置されている。
【選択図】図3
特許請求の範囲
【請求項1】
半導体基板の一方主面側に形成された第1金属電極と、前記半導体基板の他方主面側に形成された第2金属電極とを備える太陽電池セルであって、
前記第1金属電極は、第1方向における一方端側において、前記第1方向に交差する第2方向に延在する第1バスバー電極を含み、
前記第2金属電極は、前記第1方向における他方端側において、前記第2方向に延在する第2バスバー電極を含み、
前記第1バスバー電極または前記第2バスバー電極の前記第2方向の端部の少なくとも一方側には、導電性接着部材の塗布の良否を検査するための検査領域であって、前記第1バスバー電極または前記第2バスバー電極が形成されていない前記検査領域が配置されている、
太陽電池セル。
続きを表示(約 1,500 文字)
【請求項2】
前記検査領域は、前記第1バスバー電極の両端部に配置されている、請求項1に記載の太陽電池セル。
【請求項3】
前記検査領域は、前記第1バスバー電極の端部の領域内に配置されている、請求項1に記載の太陽電池セル。
【請求項4】
前記第1バスバー電極または前記第2バスバー電極の領域では、前記半導体基板側から順に、透明電極層と前記第1金属電極とが積層されており、
前記検査領域では、透明電極層が積層されて露出している、
請求項1に記載の太陽電池セル。
【請求項5】
前記検査領域の面積は、0.5mm
2
以下である、請求項1に記載の太陽電池セル。
【請求項6】
請求項1~5のいずれか1項に記載の複数の太陽電池セルと、
導電性接着部材と、
を備え、
前記複数の太陽電池セルは、前記第1方向に配列されており、シングリング方式を用いて端部の一部が重なり合って接続されており、
前記複数の太陽電池セルにおける隣り合う太陽電池セルのうちの一方の太陽電池セルの第1バスバー電極と、前記隣り合う太陽電池セルのうちの他方の太陽電池セルの第2バスバー電極とは、前記導電性接着部材を介して接続されている、
太陽電池デバイス。
【請求項7】
半導体基板の一方主面側に第1金属電極を形成し、前記半導体基板の他方主面側に第2金属電極を形成する金属電極層形成工程を含み、複数の太陽電池セルを製造する太陽電池セル製造工程と、ここで、前記第1金属電極は、第1方向における一方端側において、前記第1方向に交差する第2方向に延在する第1バスバー電極を含み、前記第2金属電極は、前記第1方向における他方端側において、前記第2方向に延在する第2バスバー電極を含み、
前記複数の太陽電池セルの各々における前記第1バスバー電極または前記第2バスバー電極に導電性接着部材を塗布する導電性接着部材塗布工程と、
前記導電性接着部材の塗布の良否を検査する検査工程と、
前記検査工程による良品の複数の太陽電池セルを、シングリング方式を用いて接続する太陽電池セル接続工程を含み、太陽電池デバイスを製造する太陽電池デバイス製造工程と、
を含み、
金属電極形成工程では、前記第1バスバー電極または前記第2バスバー電極の前記第2方向の端部の少なくとも一方側に、前記導電性接着部材の形成の良否を検査するための検査領域であって、前記第1バスバー電極または前記第2バスバー電極が形成されていない前記検査領域を配置し、
前記検査工程では、前記検査領域における前記導電性接着部材の有無によって、前記導電性接着部材の塗布の良否を判断する、
太陽電池デバイスの製造方法。
【請求項8】
前記検査工程では、前記検査領域の色調によって、前記検査領域における前記導電性接着部材の有無を判断する、請求項7に記載の太陽電池デバイスの製造方法。
【請求項9】
前記検査工程では、前記導電性接着部材塗布工程の前後の前記検査領域の色調の変化によって、前記検査領域における前記導電性接着部材の有無を判断する、請求項7に記載の太陽電池デバイスの製造方法。
【請求項10】
前記第1金属電極および前記第2金属電極の材料は、銀ペーストであり、
前記導電性接着部材の材料は、銀ペーストである、
請求項7~9のいずれか1項に記載の太陽電池デバイスの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、太陽電池セル、太陽電池デバイス、および、太陽電池デバイスの製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
複数の太陽電池セルを備える太陽電池デバイスとして、隣り合う太陽電池セルの端部同士を重ね合わせて接続するシングリング構造の太陽電池デバイスがある(例えば、特許文献1参照)。このようなシングリング構造の太陽電池デバイスでは、隣り合う太陽電池セルの端部の金属電極(例えば、バスバー電極)を、導電性接着部材を介して接続する。このようなシングリング構造の太陽電池デバイスの製造方法としては、隣り合う太陽電池セルの一方の金属電極に導電性接着部材(例えば、導電性ペーストCP)を塗布して、隣り合う太陽電池セルの金属電極を重ね合わせる。
【先行技術文献】
【特許文献】
【0003】
特開2017-517145号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
太陽電池セルの金属電極に導電性接着部材を塗布する際、導電性接着部材の塗布が不十分である場合がある。このように導電性接着部材の塗布が不十分であると、接着箇所の剥離等が生じることがあり、太陽電池デバイスの信頼性が低下してしまう。
【0005】
この点に関し、導電性接着部材の塗布状態を確認(検査)することが考えられるが、以下の2つの理由により、現実的には、導電性接着部材の塗布状態の確認は難しい。
(1)導電性接着部材塗布工程から太陽電池デバイス製造工程(すなわち、太陽電池セル接続工程)までは、1つの装置内で一連の流れで行われる。そのため、太陽電池デバイス製造後、すなわち太陽電池セル接続後では、太陽電池セル間の導電性接着部材の塗布状態を非破壊で確認(検査)することは難しい。
(2)金属電極としては例えば銀ペーストが知られており、導電性接着部材としても例えば銀ペーストが知られており、金属電極の色調と導電性接着部材の色調とは類似している。そのため、例え導電性接着部材塗布工程後であって、太陽電池デバイス製造工程(すなわち、太陽電池セル接続工程)前に、カメラ等の撮像装置で撮像して画像処理したとしても、金属電極層に対する導電性接着部材の塗布状態を確認(検査)することは難しい。
【0006】
本発明は、導電性接着部材の塗布の良否を容易に検査することができる太陽電池セル、太陽電池デバイス、および、太陽電池デバイスの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る太陽電池セルは、半導体基板の一方主面側に形成された第1金属電極と、前記半導体基板の他方主面側に形成された第2金属電極とを備える太陽電池セルであって、前記第1金属電極は、第1方向における一方端側において、前記第1方向に交差する第2方向に延在する第1バスバー電極を含み、前記第2金属電極は、前記第1方向における他方端側において、前記第2方向に延在する第2バスバー電極を含み、前記第1バスバー電極または前記第2バスバー電極の前記第2方向の端部の少なくとも一方側には、導電性接着部材の塗布の良否を検査するための検査領域であって、前記第1バスバー電極または前記第2バスバー電極が形成されていない前記検査領域が配置されている。
【0008】
本発明に係る太陽電池デバイスは、上記の複数の太陽電池セルと、導電性接着部材とを備え、前記複数の太陽電池セルは、前記第1方向に配列されており、シングリング方式を用いて端部の一部が重なり合って接続されており、前記複数の太陽電池セルにおける隣り合う太陽電池セルのうちの一方の太陽電池セルの第1バスバー電極と、前記隣り合う太陽電池セルのうちの他方の太陽電池セルの第2バスバー電極とは、前記導電性接着部材を介して接続されている。
【0009】
本発明に係る太陽電池デバイスの製造方法は、(i)半導体基板の一方主面側に第1金属電極を形成し、前記半導体基板の他方主面側に第2金属電極を形成する金属電極層形成工程を含み、複数の太陽電池セルを製造する太陽電池セル製造工程と、ここで、前記第1金属電極は、第1方向における一方端側において、前記第1方向に交差する第2方向に延在する第1バスバー電極を含み、前記第2金属電極は、前記第1方向における他方端側において、前記第2方向に延在する第2バスバー電極を含み、(ii)前記複数の太陽電池セルの各々における前記第1バスバー電極または前記第2バスバー電極に導電性接着部材を塗布する導電性接着部材塗布工程と、(iii)前記導電性接着部材の塗布の良否を検査する検査工程と、(iv)前記検査工程による良品の複数の太陽電池セルを、シングリング方式を用いて接続する太陽電池セル接続工程を含み、太陽電池デバイスを製造する太陽電池デバイス製造工程とを含む。金属電極形成工程では、前記第1バスバー電極または前記第2バスバー電極の前記第2方向の端部の少なくとも一方側に、前記導電性接着部材の形成の良否を検査するための検査領域であって、前記第1バスバー電極または前記第2バスバー電極が形成されていない前記検査領域を配置する。前記検査工程では、前記検査領域における前記導電性接着部材の有無によって、前記導電性接着部材の塗布の良否を判断する。
【発明の効果】
【0010】
本発明によれば、複数の太陽電池セルを接続する太陽電池デバイスの製造において、導電性接着部材の塗布の良否を容易に検査することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
テーブルタップ
8日前
個人
真空管回路
1日前
日星電気株式会社
電線被覆材
17日前
アルモテック株式会社
反射鏡
17日前
サンケン電気株式会社
半導体装置
2日前
HOYA株式会社
光源装置
17日前
株式会社GSユアサ
蓄電素子
1日前
株式会社GSユアサ
蓄電素子
1日前
株式会社大橋製作所
実装装置
1日前
株式会社GSユアサ
蓄電素子
1日前
オムロン株式会社
電源切替装置
17日前
オムロン株式会社
電源切替装置
17日前
日本無線株式会社
導波管接続構造
4日前
矢崎総業株式会社
扁平電線
3日前
東レエンジニアリング株式会社
転写方法
2日前
株式会社東芝
高周波回路
10日前
三菱電機株式会社
半導体装置
9日前
三菱電機株式会社
半導体装置
1日前
富士電機株式会社
半導体装置
3日前
富士電機株式会社
半導体装置
3日前
三菱電機株式会社
半導体装置
1日前
マクセル株式会社
電気化学素子
1日前
富士電機株式会社
発電システム
10日前
ローム株式会社
面発光レーザ装置
3日前
トヨタ自動車株式会社
電池
2日前
富士電機株式会社
燃料電池発電装置
3日前
株式会社カネカ
太陽電池モジュール
17日前
三菱電機株式会社
電磁リレー
1日前
株式会社豊田自動織機
電池ユニット
4日前
トヨタ紡織株式会社
燃料電池の単セル
17日前
矢崎総業株式会社
コネクタ
17日前
矢崎総業株式会社
コネクタ
4日前
住友電装株式会社
コネクタアセンブリ
10日前
国立大学法人 長崎大学
アンテナ装置
1日前
株式会社GSユアサ
蓄電素子及びその製造方法
1日前
学校法人西日本工業学園
洗浄装置及び洗浄方法
1日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ