TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025138235
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024037209
出願日
2024-03-11
発明の名称
異種金属板の接合方法、接合装置、及び接合体
出願人
マツダ株式会社
代理人
弁理士法人三協国際特許事務所
主分類
B23K
26/323 20140101AFI20250917BHJP(工作機械;他に分類されない金属加工)
要約
【課題】異種金属板同士の接合強度を高めることが可能な接合方法、接合装置及び接合体を提供する。
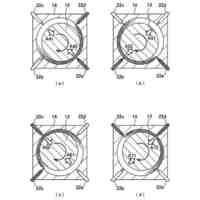
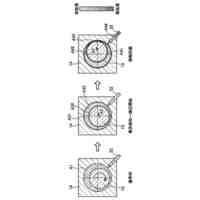
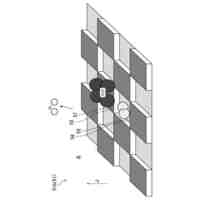
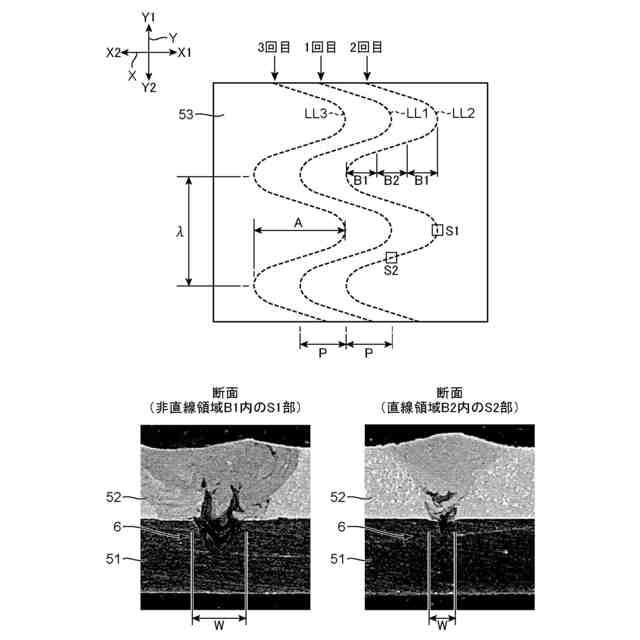
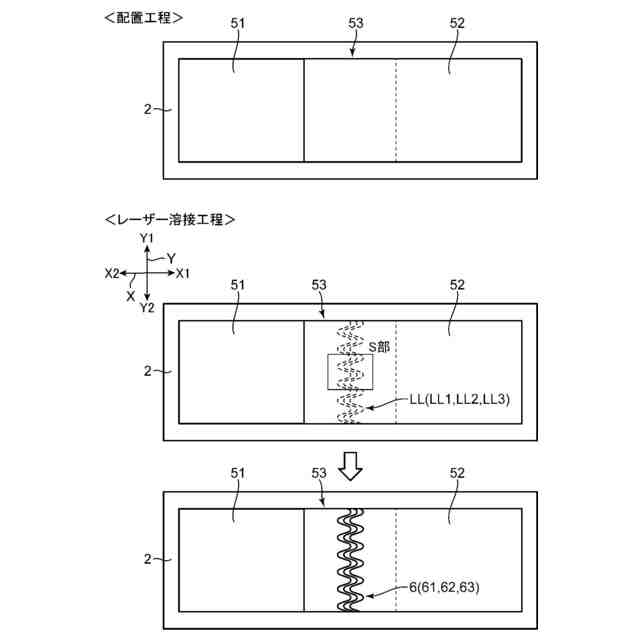
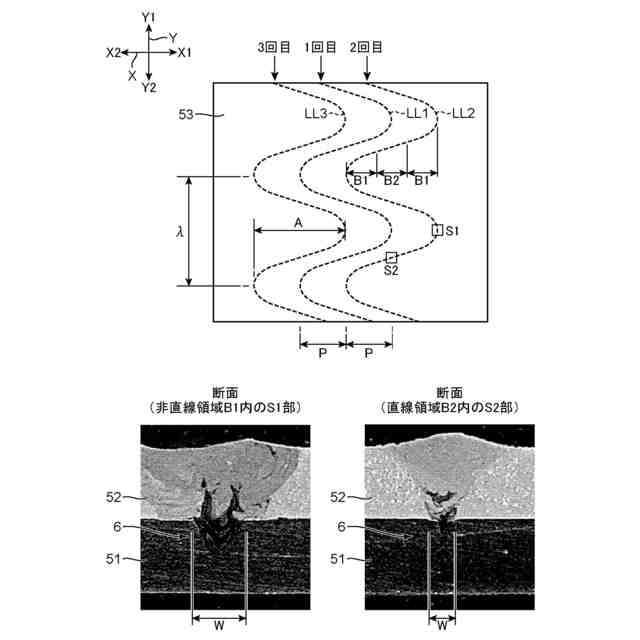
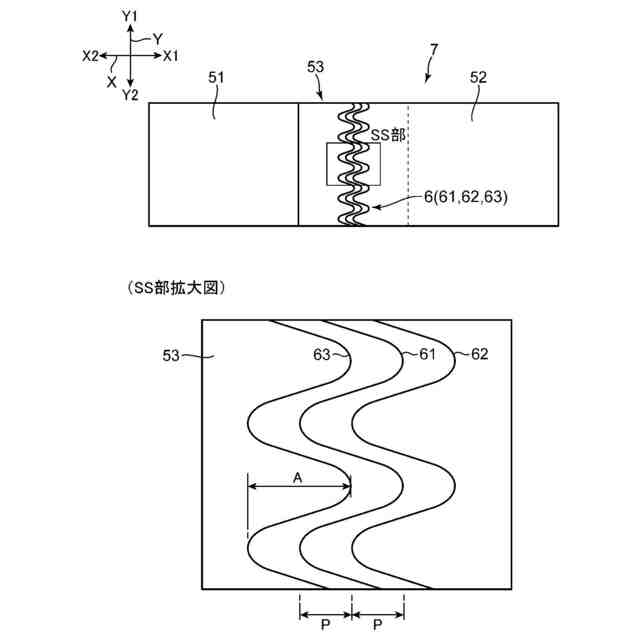
【解決手段】異種金属板の接合方法は、第1金属板51と第2金属板52とが互いに重なって配置された重複部分53を形成する配置工程と、重複部分53に対してレーザー光LBを照射するレーザー溶接工程とを含む。レーザー溶接工程では、重複部分53に対するレーザー光LBの照射位置を、所定方向Yに移動させつつ直交方向Xに往復移動させて、直交方向Xに所定の振幅Aを有する正弦波状の照射軌跡LLに沿って溶接部6を重複部分53に形成する。この際、直交方向Xに互いに離れて複数の照射軌跡LLを描くとともに、所定方向Yで見て、直交方向Xに隣り合う一方の照射軌跡の振幅Aの範囲内に他方の照射軌跡を重ならせて、重複部分53に対してレーザー光LBを照射する。
【選択図】図3
特許請求の範囲
【請求項1】
材質の異なる第1金属板及び第2金属板を接合する異種金属板の接合方法であって、
前記第1金属板と前記第2金属板とが互いに重なって配置された重複部分を形成する配置工程と、
前記重複部分に対してレーザー光を照射し、前記重複部分に対する前記レーザー光の照射位置を、所定方向に移動させつつ前記所定方向と直交する直交方向に往復移動させることにより、前記直交方向に所定の振幅を有する正弦波状の照射軌跡に沿って溶接部を前記重複部分に形成するレーザー溶接工程と、を含み、
前記レーザー溶接工程では、前記直交方向に互いに離れて複数の前記照射軌跡を描くとともに、前記所定方向で見て、前記直交方向に隣り合う一方の前記照射軌跡の前記振幅の範囲内に他方の前記照射軌跡を重ならせて、前記重複部分に対して前記レーザー光を照射する、異種金属板の接合方法。
続きを表示(約 1,100 文字)
【請求項2】
前記レーザー溶接工程では、前記振幅が同じ3つ以上の複数の前記照射軌跡を、位相をずらさずに、前記振幅の中心間のピッチを等間隔として、前記重複部分に対して前記レーザー光を照射する、請求項1に記載の異種金属板の接合方法。
【請求項3】
前記レーザー溶接工程では、複数の前記照射軌跡を描く場合、1回目に描いた前記照射軌跡を基準に、前記直交方向の一方側と他方側とに交互に2回目以降の前記照射軌跡を順次描くように、前記重複部分に対して前記レーザー光を照射する、請求項2に記載の異種金属板の接合方法。
【請求項4】
前記レーザー溶接工程では、前記所定方向の一方から他方に向かう一方向に複数の前記照射軌跡を描くように、前記重複部分に対して前記レーザー光を照射する、請求項2に記載の異種金属板の接合方法。
【請求項5】
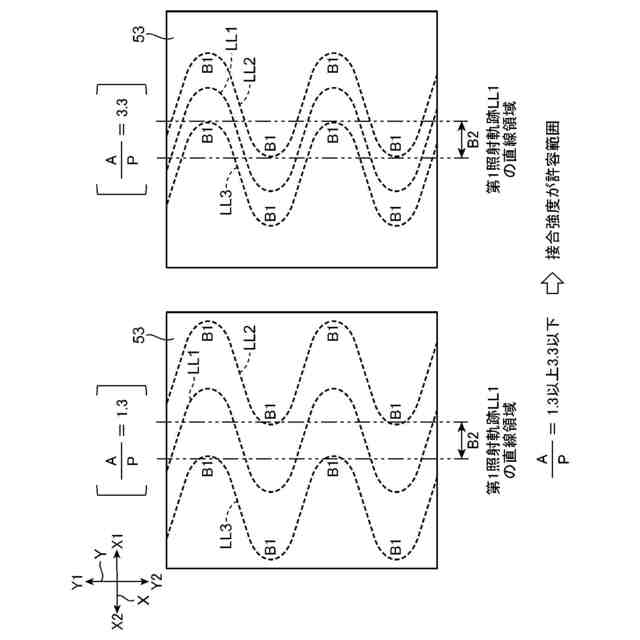
前記レーザー溶接工程では、複数の前記照射軌跡において、前記ピッチに対する前記振幅の比率を、1.3以上3.3以下の範囲に設定する、請求項2に記載の異種金属板の接合方法。
【請求項6】
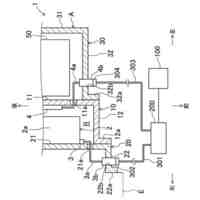
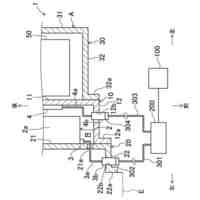
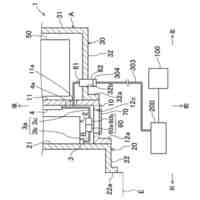
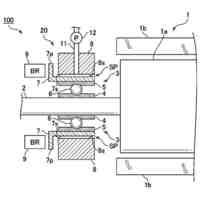
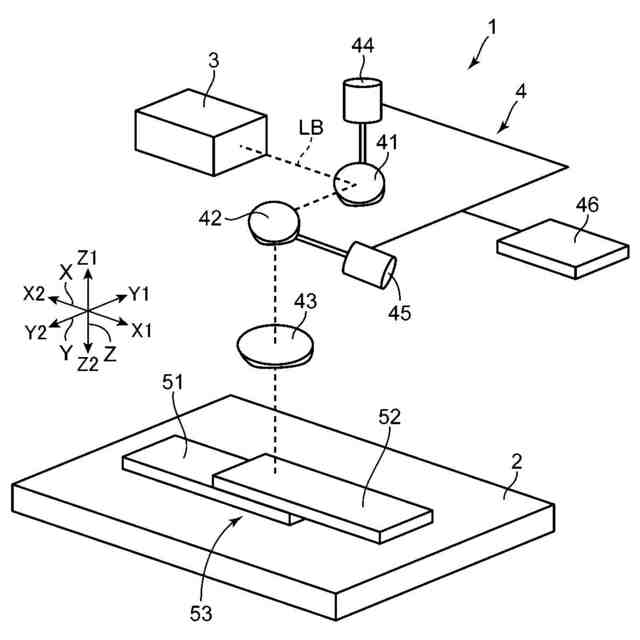
材質の異なる第1金属板及び第2金属板を接合する異種金属板の接合装置であって、
前記第1金属板と前記第2金属板とが互いに重なって配置された重複部分を形成するための配置ユニットと、
レーザー光を発振する発振ユニットと、
前記発振ユニットから発振された前記レーザー光を前記重複部分に対して照射し、前記重複部分に対する前記レーザー光の照射位置を、所定方向に移動させつつ前記所定方向と直交する直交方向に往復移動させることにより、前記直交方向に所定の振幅を有する正弦波状の照射軌跡に沿って溶接部を前記重複部分に形成する照射ユニットと、を備え、
前記照射ユニットは、前記直交方向に互いに離れて複数の前記照射軌跡を描くとともに、前記所定方向で見て、前記直交方向に隣り合う一方の前記照射軌跡の前記振幅の範囲内に他方の前記照射軌跡を重ならせて、前記重複部分に対して前記レーザー光を照射する、異種金属板の接合装置。
【請求項7】
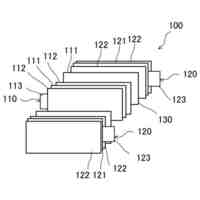
材質の異なる第1金属板及び第2金属板が接合された異種金属板の接合体であって、
前記第1金属板と前記第2金属板とが互いに重なった重複部分と、
前記重複部分に形成され、所定方向に延びるとともに前記所定方向と直交する直交方向に所定の振幅を有する正弦波状の波形に沿った形状の複数の溶接部と、を備え、
複数の前記溶接部は、前記直交方向に互いに離れており、前記所定方向で見て、前記直交方向に隣り合う一方の前記溶接部における前記波形の前記振幅の範囲内に他方の前記溶接部の前記波形が重なっている、異種金属板の接合体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、異種金属板の接合方法、接合装置、及び接合体に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、銅及びアルミニウムなどの材質の異なる異種金属板を接合する技術が開示されている。この特許文献1に開示された技術では、第1金属板と第2金属板との互いに重なった重複部分に対してレーザー光を照射し、当該レーザー光の照射に基づく加熱によって重複部分に溶接部を形成する。
【先行技術文献】
【特許文献】
【0003】
特開第6998630号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
異種金属板同士の重複部分に対するレーザー光の照射軌跡が正弦波の形状などの非直線的な領域を含む軌跡を描く場合、レーザー光の照射位置の移動速度を照射軌跡の全体において一定にすることは困難である。この場合、レーザー光の照射軌跡に沿って形成される溶接部において幅や深さが小さく溶接体積の小さい領域が生じるため、異種金属板同士の接合強度が低下する虞がある。
【0005】
本発明の目的は、異種金属板同士の接合強度を高めることが可能な異種金属板の接合方法、接合装置及び接合体を提供することである。
【課題を解決するための手段】
【0006】
本発明の一の局面に係る異種金属板の接合方法は、材質の異なる第1金属板及び第2金属板を接合する方法である。この異種金属板の接合方法は、前記第1金属板と前記第2金属板とが互いに重なって配置された重複部分を形成する配置工程と、前記重複部分に対してレーザー光を照射し、前記重複部分に対する前記レーザー光の照射位置を、所定方向に移動させつつ前記所定方向と直交する直交方向に往復移動させることにより、前記直交方向に所定の振幅を有する正弦波状の照射軌跡に沿って溶接部を前記重複部分に形成するレーザー溶接工程と、を含む。前記レーザー溶接工程では、前記直交方向に互いに離れて複数の前記照射軌跡を描くとともに、前記所定方向で見て、前記直交方向に隣り合う一方の前記照射軌跡の前記振幅の範囲内に他方の前記照射軌跡を重ならせて、前記重複部分に対して前記レーザー光を照射する。
【0007】
この異種金属板の接合方法によれば、第1金属板と第2金属板との重複部分に対して正弦波状の照射軌跡を描くようにレーザー光を照射し、当該照射軌跡に沿って溶接部を形成する。正弦波状の照射軌跡は、正弦波状の波の振幅の範囲内において、山又は谷の頂点を含む曲線形状となる非直線領域と、波の中心を含み非直線領域同士を繋ぐ直線領域とを有する軌跡となる。照射軌跡を描くときのレーザー光の照射位置の移動速度は、通常、直線領域が非直線領域よりも速い。この場合、レーザー光の照射軌跡に沿って形成される溶接部の幅や深さは直線領域が非直線領域よりも小さくなるため、溶接部の溶接体積は、照射軌跡において直線領域が非直線領域よりも小さくなる。このため、第1金属板と第2金属板との異種金属板同士の接合強度が低下する虞がある。
【0008】
そこで、レーザー溶接工程では、直交方向に互いに離れて複数の照射軌跡を描くとともに、所定方向で見て、直交方向に隣り合う一方の照射軌跡の振幅の範囲内に他方の照射軌跡を重ならせて、重複部分に対してレーザー光を照射する。これにより、所定方向で見て、直交方向に隣り合う一方の照射軌跡の振幅の範囲内の直線領域に、他方の照射軌跡の山又は谷の頂点を含む非直線領域を重ねることが可能である。このため、複数の照射軌跡に沿って形成される各溶接部において、所定方向で見て、溶接体積の小さい直線領域を溶接体積の大きい非直線領域で補強することができる。これにより、第1金属板と第2金属板との異種金属板同士の接合強度を高めることが可能となる。
【0009】
上記の異種金属板の接合方法において、前記レーザー溶接工程では、前記振幅が同じ3つ以上の複数の前記照射軌跡を、位相をずらさずに、前記振幅の中心間のピッチを等間隔として、前記重複部分に対して前記レーザー光を照射してもよい。
【0010】
この態様では、所定方向で見て、直交方向に隣り合う一方の照射軌跡の振幅の範囲内の直線領域に他方の照射軌跡の非直線領域を、より確実に重ねることが可能である。このため、複数の照射軌跡に沿って形成される各溶接部において、所定方向で見て、溶接体積の小さい直線領域を溶接体積の大きい非直線領域で、より確実に補強することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
マツダ株式会社
二次電池
10日前
マツダ株式会社
排気浄化装置
26日前
マツダ株式会社
排気浄化装置
26日前
マツダ株式会社
車両用駆動装置
18日前
マツダ株式会社
車両用駆動装置
18日前
マツダ株式会社
車両用駆動装置
18日前
マツダ株式会社
車両用駆動装置
18日前
マツダ株式会社
車両用駆動装置
18日前
マツダ株式会社
冷媒循環システム
12日前
マツダ株式会社
冷媒循環システム
12日前
マツダ株式会社
冷媒循環システム
12日前
マツダ株式会社
冷媒循環システム
12日前
マツダ株式会社
冷媒循環システム
12日前
マツダ株式会社
冷媒循環システム
12日前
マツダ株式会社
冷媒循環システム
12日前
マツダ株式会社
エンジンシステム
27日前
マツダ株式会社
エンジンシステム
27日前
マツダ株式会社
燃料改質システム
1か月前
マツダ株式会社
冷媒循環システム
12日前
マツダ株式会社
車両の下部車体構造
今日
マツダ株式会社
車両の下部車体構造
今日
マツダ株式会社
モータ軸受システム
今日
マツダ株式会社
車両の下部車体構造
今日
マツダ株式会社
モータ軸受システム
今日
マツダ株式会社
車両運転支援システム
10日前
マツダ株式会社
車両運転支援システム
10日前
マツダ株式会社
樹脂発泡体及びシート
11日前
マツダ株式会社
ドライバ状態推定装置
1か月前
マツダ株式会社
ドライバ状態推定装置
1か月前
マツダ株式会社
車両運転支援システム
今日
マツダ株式会社
車両運転支援システム
今日
マツダ株式会社
車両の燃料改質システム
1か月前
マツダ株式会社
車両の燃料改質システム
1か月前
マツダ株式会社
車両の燃料改質システム
1か月前
マツダ株式会社
車両の燃料改質システム
1か月前
マツダ株式会社
エンジンオイル冷却構造
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ