TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025119156
公報種別
公開特許公報(A)
公開日
2025-08-14
出願番号
2024013865
出願日
2024-02-01
発明の名称
回転電機用のロータの製造方法
出願人
株式会社アイシン
代理人
個人
,
個人
,
個人
主分類
H02K
15/021 20250101AFI20250806BHJP(電力の発電,変換,配電)
要約
【課題】 嵌合領域の軸方向範囲にわたって所期の締め代を確保する。
【解決手段】 回転電機用のロータの製造方法であって、ロータコア用のコア部材及びロータシャフト用の中空のシャフト部材を含むワークを支持し、コア部材の内径側にシャフト部材が配置されるセット状態を形成する配置工程と、セット状態においてワークに力を付与することで、コア部材とシャフト部材とを結合させる結合工程とを含み、結合工程は、コア部材にシャフト部材が接触又は押圧される態様で、シャフト部材の中空内部から径方向外側に径方向の力を付与する押圧工程を含み、押圧工程は、シャフト部材における軸方向の複数の位置で別々に実行され、かつ、複数の位置のうちの、シャフト部材の軸方向外側の位置から開始される、製造方法が開示される。
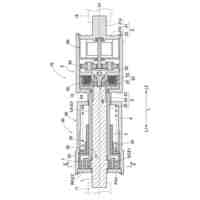
【選択図】 図17
特許請求の範囲
【請求項1】
回転電機用のロータの製造方法であって、
ロータコア用のコア部材及びロータシャフト用の中空のシャフト部材を含むワークを支持し、前記コア部材の内径側に前記シャフト部材が配置されるセット状態を形成する配置工程と、
前記セット状態において前記ワークに力を付与することで、前記コア部材と前記シャフト部材とを結合させる結合工程とを含み、
前記結合工程は、前記コア部材に前記シャフト部材が接触又は押圧される態様で、前記シャフト部材の中空内部から径方向外側に径方向の力を付与する押圧工程を含み、
前記押圧工程は、前記シャフト部材における軸方向の複数の位置で別々に実行され、かつ、前記複数の位置のうちの、前記シャフト部材の軸方向外側の位置から開始される、製造方法。
続きを表示(約 340 文字)
【請求項2】
前記シャフト部材は、軸方向一方側において、前記コア部材の軸方向端面の径方向内側の部分に軸方向に当接する径方向外側への突出部を有し、
前記複数の位置のうちの、開始時の位置での前記押圧工程において、前記コア部材に前記シャフト部材が接触又は押圧される軸方向範囲は、前記突出部の軸方向位置を含む、請求項1に記載の製造方法。
【請求項3】
前記配置工程は、前記コア部材に前記シャフト部材が前記突出部を介して支持される前記セット状態を形成することを含む、請求項2に記載の製造方法。
【請求項4】
前記複数の位置での前記押圧工程は、一のワークに対して、前記複数の位置のそれぞれで1回だけ実行される、請求項1に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、回転電機用のロータの製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
中空のロータシャフトの中空内部に挿入したウレタン製のマンドレルをダイスとパッドとで軸方向に圧縮することで、ロータシャフトをロータコアのシャフト孔に嵌合する技術が知られている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2019-106797号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような従来技術では、ウレタン製のマンドレルを利用し、軸方向の両端からの圧縮力によりマンドレルの拡径量を制御する構成であるので、ロータコアの軸方向全体にわたって、ロータコアとロータシャフトの間に有意な締め代が発生される。しかしながら、ロータコアとロータシャフトの間の嵌合領域の軸方向範囲が比較的長くなると、マンドレルの軸長が長くなり、軸方向全体にわたって所期の締め代を確保することが難しい。
【0005】
これに対して、嵌合領域の軸方向範囲を複数の範囲に分けて、分割範囲ごとに締め代を発生させる方法では、最初に締め代を発生させる分割範囲に依存して、他の分割範囲のロータシャフト部分が望ましくない態様で変形しうる。この場合、ロータにおいて所期の寸法精度が得られないおそれがある。
【0006】
そこで、1つの側面では、本開示は、ロータにおいて、嵌合領域の軸方向範囲にわたって所期の締め代を確保しつつ、所期の寸法精度を実現することを目的とする。
【課題を解決するための手段】
【0007】
1つの側面では、回転電機用のロータの製造方法であって、
ロータコア用のコア部材及びロータシャフト用の中空のシャフト部材を含むワークを支持し、前記コア部材の内径側に前記シャフト部材が配置されるセット状態を形成する配置工程と、
前記セット状態において前記ワークに力を付与することで、前記コア部材と前記シャフト部材とを結合させる結合工程とを含み、
前記結合工程は、前記コア部材に前記シャフト部材が接触又は押圧される態様で、前記シャフト部材の中空内部から径方向外側に径方向の力を付与する押圧工程を含み、
前記押圧工程は、前記シャフト部材における軸方向の複数の位置で別々に実行され、かつ、前記複数の位置のうちの、前記シャフト部材の軸方向外側の位置から開始される、製造方法が提供される。
【発明の効果】
【0008】
1つの側面では、本開示によれば、嵌合領域の軸方向範囲にわたって所期の締め代を確保することが可能となる。
【図面の簡単な説明】
【0009】
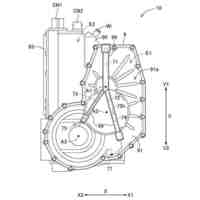
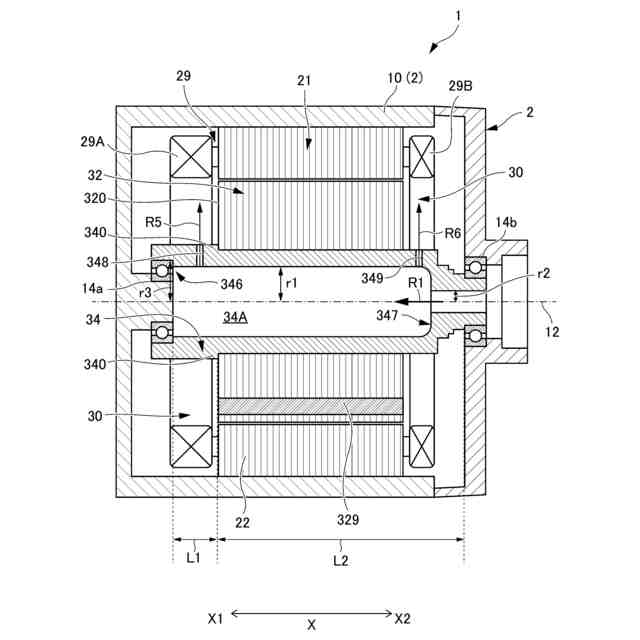
一実施例によるモータの断面構造を概略的に示す断面図である。
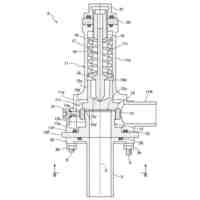
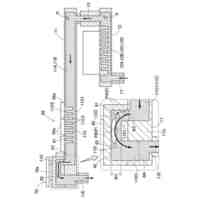
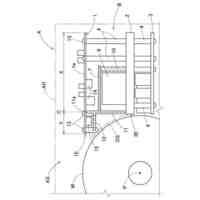
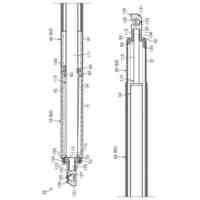
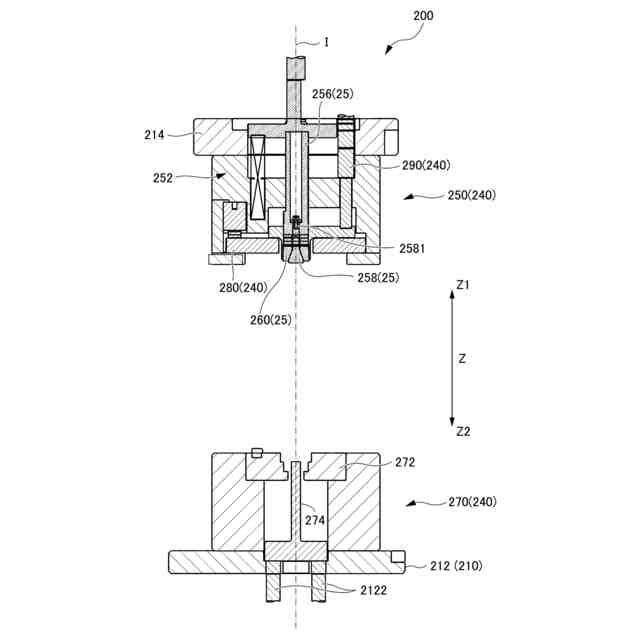
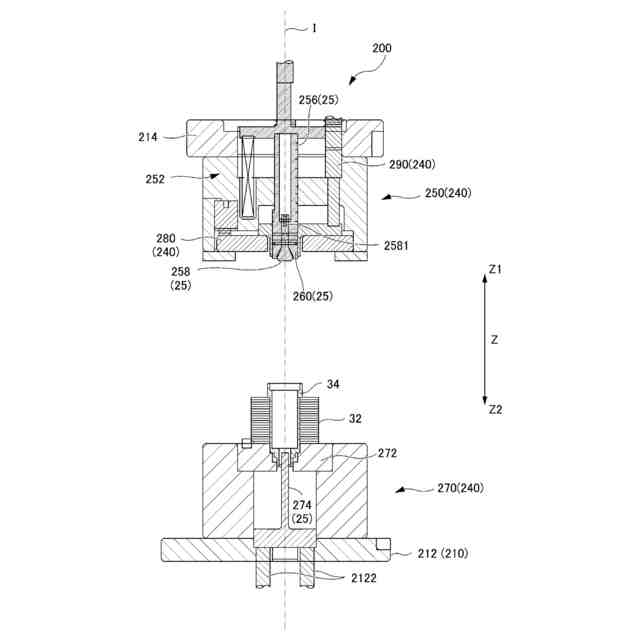
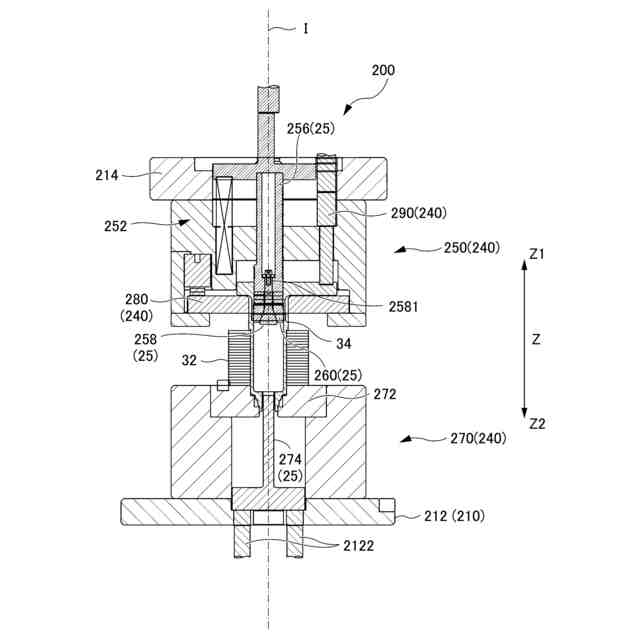
ロータの製造装置を概略的に示す断面図である。
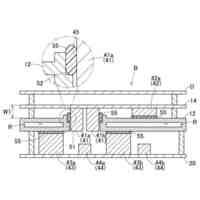
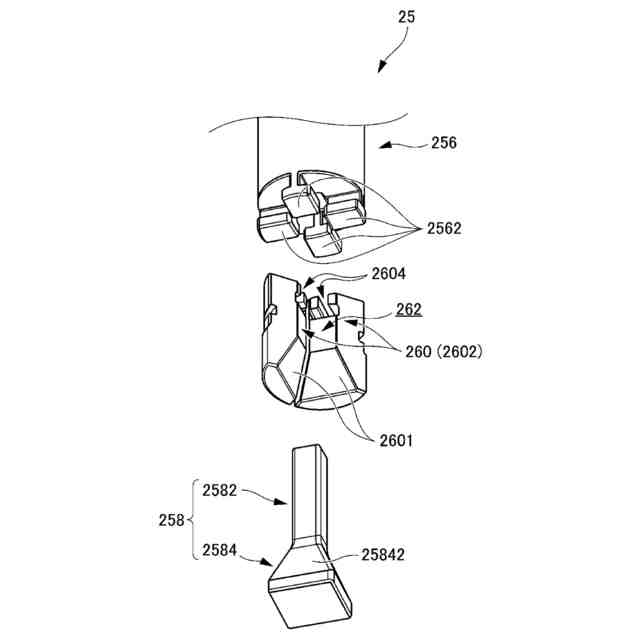
下方から視た加圧成形機構の分解斜視図である。
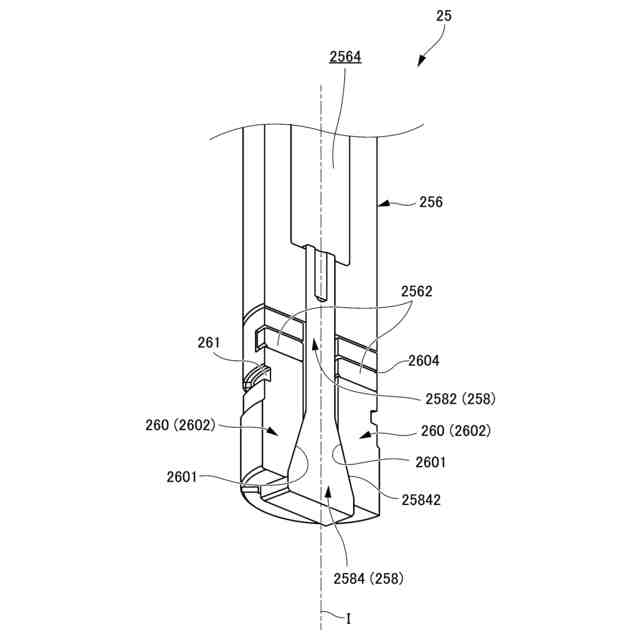
基準軸を通る面で切断した加圧成形機構の断面斜視図である。
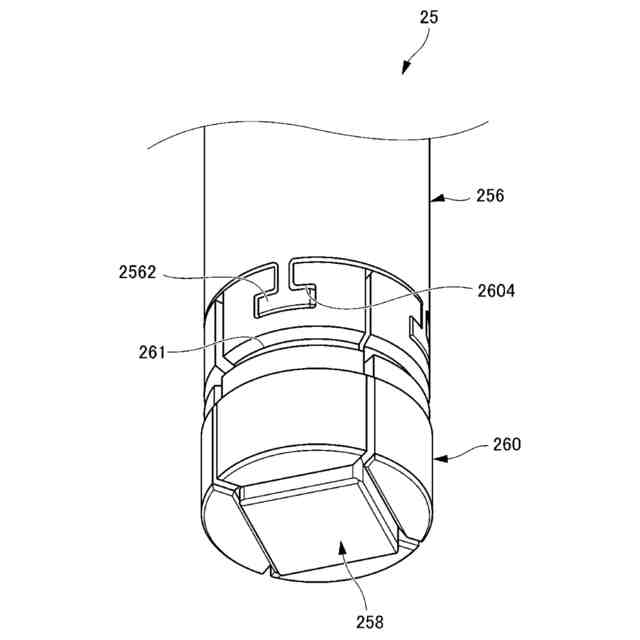
下方から視た加圧成形機構の斜視図である。
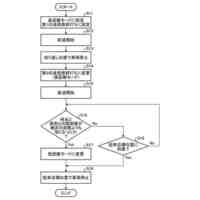
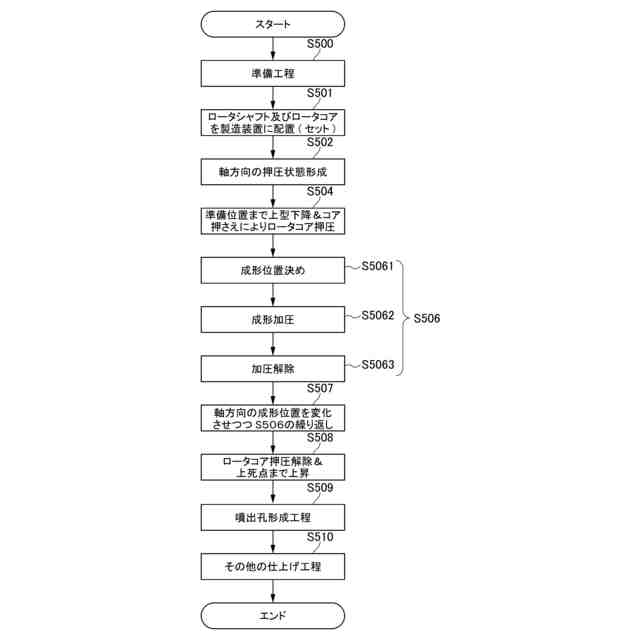
本製造方法の流れを示す概略フローチャートである。
図6に示すいくつかの工程における各状態を概略的に示す断面図である。
図6に示すいくつかの工程における各状態を概略的に示す断面図である。
図6に示すいくつかの工程における各状態を概略的に示す断面図である。
図6に示すいくつかの工程における各状態を概略的に示す断面図である。
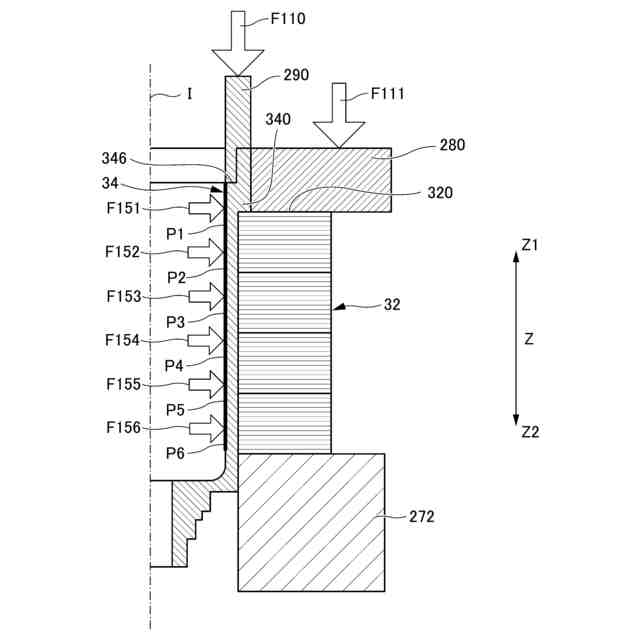
図6に示すいくつかの工程におけるロータシャフト及びロータコアに付与される荷重の状態を、更に概略的に示す断面図である。
図6に示すいくつかの工程における各状態を概略的に示す断面図である。
図6に示すいくつかの工程における各状態を概略的に示す断面図である。
図13のQ1部の拡大図である。
成形加圧工程におけるカムパンチの状態を上面視で示す説明図である。
図6に示すいくつかの工程におけるロータシャフト及びロータコアに付与される荷重の状態を、更に概略的に示す断面図である。
図6に示すいくつかの工程における各状態を概略的に示す断面図である。
図6に示すいくつかの工程におけるロータシャフト及びロータコアに付与される荷重の状態を、更に概略的に示す断面図である。
図6に示すいくつかの工程におけるロータシャフト及びロータコアに付与される荷重の状態を、更に概略的に示す断面図である。
第2の比較例による問題点の説明図である。
本実施例の効果の説明図である。
【発明を実施するための形態】
【0010】
以下、添付図面を参照しながら各実施例について詳細に説明する。なお、図面の寸法比率はあくまでも一例であり、これに限定されるものではなく、また、図面内の形状等は、説明の都合上、部分的に誇張している場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アイシン
安全弁
21日前
株式会社アイシン
加湿器
22日前
株式会社アイシン
加湿器
22日前
株式会社アイシン
制御装置
15日前
株式会社アイシン
発電装置
21日前
株式会社アイシン
駆動装置
26日前
株式会社アイシン
発電装置
14日前
株式会社アイシン
自律移動体
6日前
株式会社アイシン
水電解装置
20日前
株式会社アイシン
電動ポンプ
12日前
株式会社アイシン
圧力調整弁
16日前
株式会社アイシン
電力変換装置
今日
株式会社アイシン
運転支援装置
21日前
株式会社アイシン
運転支援装置
21日前
株式会社アイシン
運転支援装置
21日前
株式会社アイシン
電力変換装置
今日
株式会社アイシン
電力変換装置
21日前
株式会社アイシン
物体検出装置
21日前
株式会社アイシン
物体検出装置
19日前
株式会社アイシン
電解システム
15日前
株式会社アイシン
物体検出装置
19日前
株式会社アイシン
運転支援装置
22日前
株式会社アイシン
電力変換装置
21日前
株式会社アイシン
物体検出装置
15日前
株式会社アイシン
物体検出装置
15日前
株式会社アイシン
動力伝達装置
13日前
株式会社アイシン
乗員検知装置
27日前
株式会社アイシン
乗員検知装置
27日前
株式会社アイシン
車両用駆動装置
21日前
株式会社アイシン
パーキング装置
1か月前
株式会社アイシン
非接触充電装置
1か月前
株式会社アイシン
トルク伝達装置
1か月前
株式会社アイシン
車両用駆動装置
21日前
株式会社アイシン
車両用駆動装置
21日前
株式会社アイシン
開閉体支持装置
13日前
株式会社アイシン
バルブ制御装置
20日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ