TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025114057
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024008471
出願日
2024-01-24
発明の名称
立体造形物の製造方法及び製造装置、並びに造形システム
出願人
株式会社リコー
代理人
個人
,
個人
主分類
B22F
10/14 20210101AFI20250729BHJP(鋳造;粉末冶金)
要約
【課題】少ない工数で造形品質に優れた立体造形物を製造することができる方法の提供。
【解決手段】
粉末を用いて、造形槽内にグリーン体を形成するグリーン体形成工程と、
前記造形槽内の前記グリーン体を乾燥する乾燥工程と、
前記造形槽内の乾燥された前記グリーン体を加圧する加圧工程と、
加圧された前記グリーン体から脱脂体を形成する脱脂体形成工程と、
前記脱脂体を加熱して焼結体を形成する焼結体形成工程と、を含むことを特徴とする立体造形物の製造方法である。
【選択図】図1
特許請求の範囲
【請求項1】
粉末を用いて、造形槽内にグリーン体を形成するグリーン体形成工程と、
前記造形槽内の前記グリーン体を乾燥する乾燥工程と、
前記造形槽内の乾燥された前記グリーン体を加圧する加圧工程と、
加圧された前記グリーン体から脱脂体を形成する脱脂体形成工程と、
前記脱脂体を加熱して焼結体を形成する焼結体形成工程と、を含むことを特徴とする立体造形物の製造方法。
続きを表示(約 700 文字)
【請求項2】
前記グリーン体形成工程は、前記粉末を用いて粉末層を形成する粉末層形成工程と、前記粉末層に対して造形液を付与する造形液付与工程と、を繰り返してグリーン体を形成する、請求項1に記載の立体造形物の製造方法。
【請求項3】
前記粉末は、純アルミニウム又はアルミニウム合金を含む、請求項1又は2に記載の立体造形物の製造方法。
【請求項4】
前記粉末は、セラミックスフィラーを含む、請求項1又は2に記載の立体造形物の製造方法。
【請求項5】
前記セラミックスフィラーは、アルミナ、ジルコニア、及び炭化ケイ素から選択される少なくともいずれかである、請求項4に記載の立体造形物の製造方法。
【請求項6】
前記セラミックスフィラーの平均粒径は、20μm以上である、請求項4に記載の立体造形物の製造方法。
【請求項7】
前記セラミックスフィラーの含有量は、前記粉末の全量に対して5vol%以上20vol%以下である、請求項4に記載の立体造形物の製造方法。
【請求項8】
前記乾燥工程及び前記加圧工程は、前記造形槽内の前記粉末に前記グリーン体を埋没させて行う、請求項1又は2に記載の立体造形物の製造方法。
【請求項9】
前記加圧工程は、前記粉末が固化しない圧力で加圧する、請求項1又は2に記載の立体造形物の製造方法。
【請求項10】
前記加圧工程における圧力は、50MPa以上200MPa以下である、請求項9に記載の立体造形物の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、立体造形物の製造方法及び製造装置、並びに造形システムに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
造形物を形成する方法としては、例えば、選択的にレーザー照射するSLS方式、電子線を照射するEBM方式、又は結合液(造形液)を塗布するバインダージェット(BJ)方式などが知られている。
【0003】
また、三次元造形方法としては、例えば、一次粒子を造粒して得られた二次粒子を積層して三次元造形物を作製する積層造形工程と、三次元造形物を加熱して焼結体を作製する焼結工程と、を備えた三次元造形方法が提案されている(例えば、特許文献1参照)。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、生産性向上かつ高品質な立体造形物の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
課題を解決するための手段としての本発明の立体造形物の製造方法は、
粉末を用いて、造形槽内にグリーン体を形成するグリーン体形成工程と、
造形槽内のグリーン体を乾燥する乾燥工程と、
造形槽内の乾燥されたグリーン体を加圧する加圧工程と、
加圧されたグリーン体から脱脂体を形成する脱脂体形成工程と、
脱脂体を加熱して焼結体を形成する焼結体形成工程と、を含む。
【発明の効果】
【0006】
本発明によれば、生産性向上かつ高品質な立体造形物の製造方法を提供することができる。
【図面の簡単な説明】
【0007】
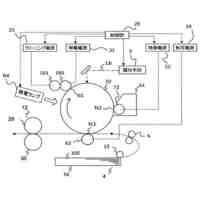
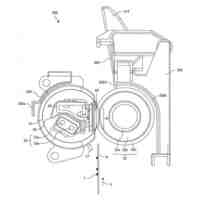
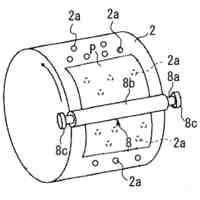
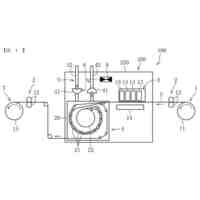
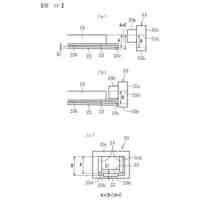
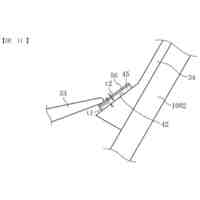
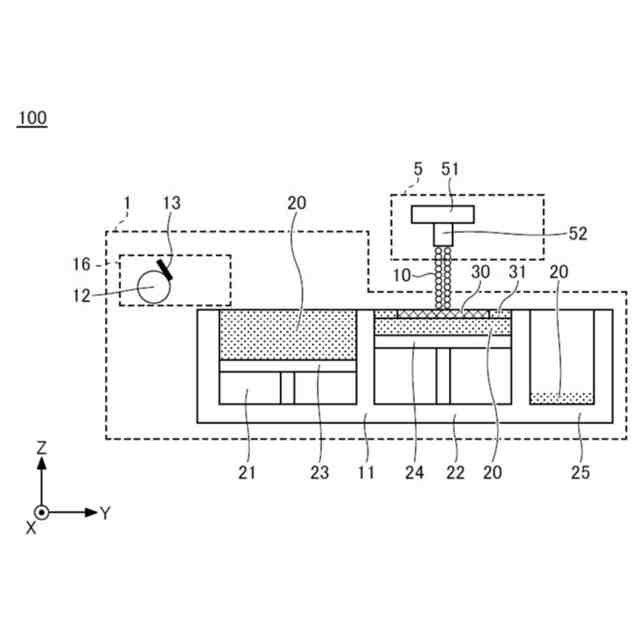
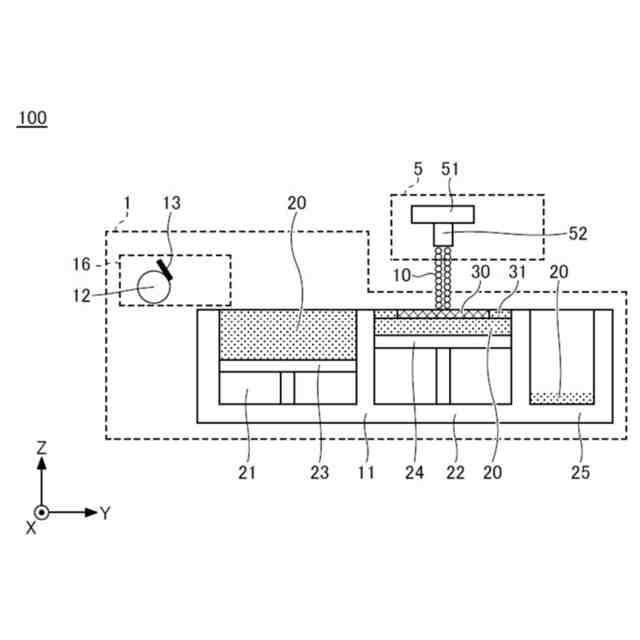
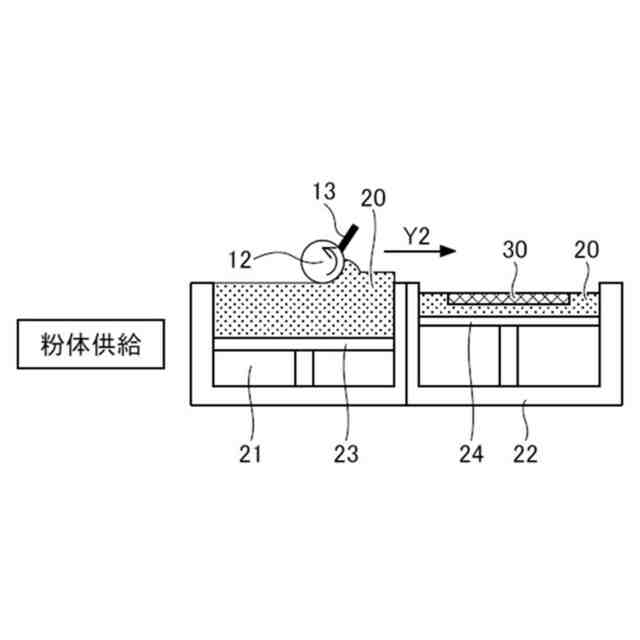
図1は、本発明の一実施形態に係るグリーン体形成手段の概略図である。
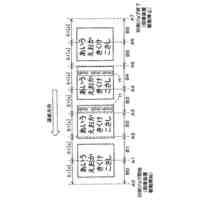
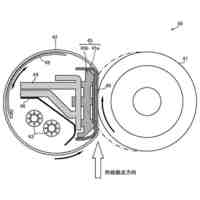
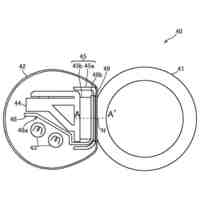
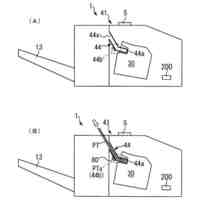
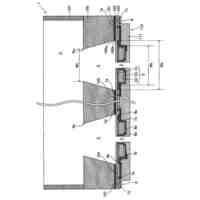
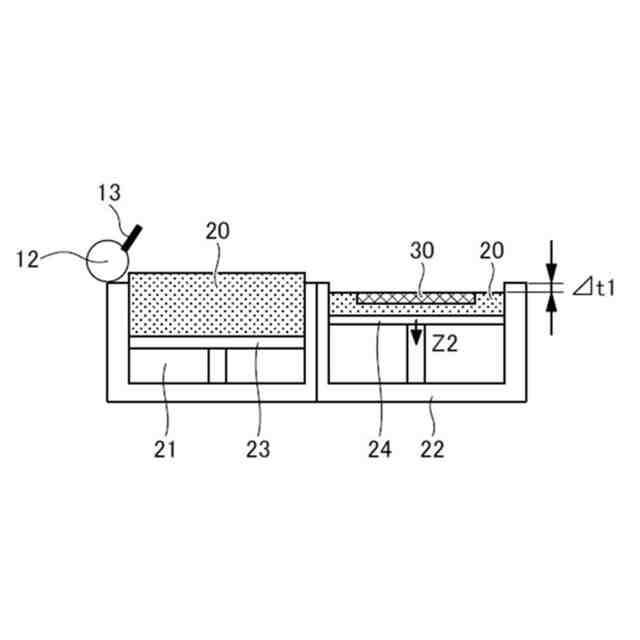
図2Aは、本発明の一実施形態に係るグリーン体形成工程を説明するための概略説明図である(その1)。
図2Bは、本発明の一実施形態に係るグリーン体形成工程を説明するための概略説明図である(その2)。
図2Cは、本発明の一実施形態に係るグリーン体形成工程を説明するための概略説明図である(その3)。
図2Dは、本発明の一実施形態に係るグリーン体形成工程を説明するための概略説明図である(その4)。
図2Eは、本発明の一実施形態に係るグリーン体形成工程を説明するための概略説明図である(その5)。
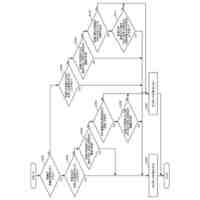
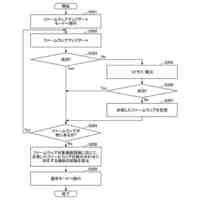
図3は、本発明の一実施形態に係る立体造形物の製造方法を示すフローチャートである。
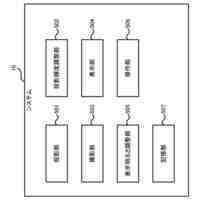
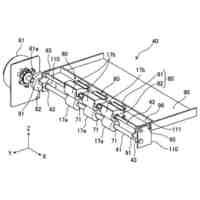
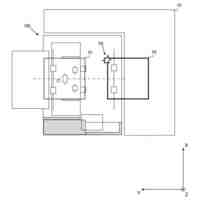
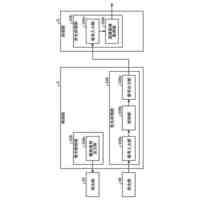
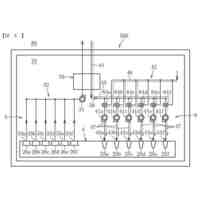
図4は、本発明の一実施形態に係る造形システムの概略説明図である。
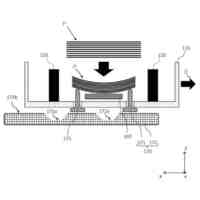
図5は、実施例における焼結体の変形量を説明するための概略説明図である。
【発明を実施するための形態】
【0008】
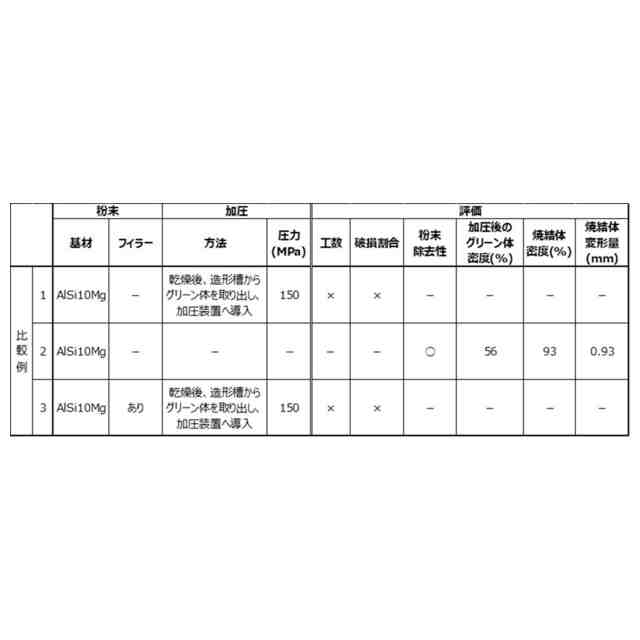
従来、立体造形物は、粉末を含む粉末層に対して造形液を付与し、グリーン体を形成した後、加圧工程、脱脂工程、及び焼結工程等の工程を経て製造される。このような従来の製造方法においては、加圧装置に導入する際に、未加圧の(十分に固化されていない)グリーン体を造形槽から取り出す必要があり、その過程でグリーン体が破損する場合があった。即ち、特許文献1を含む従来の立体造形物の製造方法においては、造形品質の低下が懸念されていた。また、生産性を向上させる観点から、製造工数についても改良の余地があった。
【0009】
本発明の立体造形物の製造方法は、粉末を用いて、造形槽内にグリーン体を形成するグリーン体形成工程と、造形槽内のグリーン体を乾燥する乾燥工程と、造形槽内の乾燥されたグリーン体を加圧する加圧工程と、加圧されたグリーン体から脱脂体を形成する脱脂体形成工程と、脱脂体を加熱して焼結体を形成する焼結体形成工程と、を含む。したがって、生産性向上かつ高品質な立体造形物の製造方法を実現することができる。
【0010】
以下に、本発明の詳細を記載する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
画像形成装置
29日前
株式会社リコー
画像形成装置
2日前
株式会社リコー
画像形成装置
5日前
株式会社リコー
画像形成装置
28日前
株式会社リコー
システムおよび方法
1か月前
株式会社リコー
印刷装置及び印刷方法
2日前
株式会社リコー
炭素繊維含有樹脂組成物
2日前
株式会社リコー
定着装置及び画像形成装置
29日前
株式会社リコー
電源装置及び画像形成装置
7日前
株式会社リコー
定着装置及び画像形成装置
今日
株式会社リコー
定着装置及び画像形成装置
1か月前
株式会社リコー
検査装置および液体吐出装置
6日前
株式会社リコー
画像読取装置及び画像形成装置
28日前
株式会社リコー
媒体供給装置及び画像形成装置
今日
株式会社リコー
押圧ローラ、及び、画像形成装置
6日前
株式会社リコー
シート搬送装置及び画像形成装置
28日前
株式会社リコー
加熱装置、定着装置、画像形成装置
8日前
株式会社リコー
画像処理装置、および画像処理方法
28日前
株式会社リコー
液付与システム及び排気量制御方法
6日前
株式会社リコー
シート処理装置及び画像形成システム
5日前
株式会社リコー
画像読取装置、プログラム、案内方法
15日前
株式会社リコー
後処理装置、及び、画像形成システム
29日前
株式会社リコー
シート給送装置、及び、画像形成装置
1日前
株式会社リコー
加熱装置、定着装置及び画像形成装置
今日
株式会社リコー
加熱装置、定着装置及び画像形成装置
27日前
株式会社リコー
機器、プログラム更新方法、プログラム
6日前
株式会社リコー
廃トナー回収装置、及び、画像形成装置
6日前
株式会社リコー
投光装置、投受光装置及び測距システム
2日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
2日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
2日前
株式会社リコー
画像形成方法、及び電子部品の製造方法
1日前
株式会社リコー
測距システム、測距方法およびプログラム
1か月前
株式会社リコー
圧切替機構、画像形成装置及び圧切替方法
1か月前
株式会社リコー
情報処理システム、出力方法、プログラム
1日前
株式会社リコー
情報処理装置、情報処理方法及びプログラム
2日前
株式会社リコー
給排気装置、給排気システム及び給排気方法
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ