TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113674
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024007946
出願日
2024-01-23
発明の名称
電子部品の端子接合方法および電子部品の端子接合構造
出願人
株式会社アイシン
代理人
個人
主分類
H01R
43/02 20060101AFI20250728BHJP(基本的電気素子)
要約
【課題】エネルギービームにより端子部同士を溶接する工程の作業時間の増大を抑制することが可能な電子部品の端子接合方法および電子部品の端子接合構造を提供する。
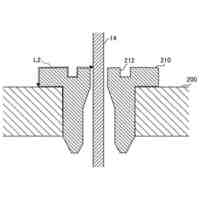
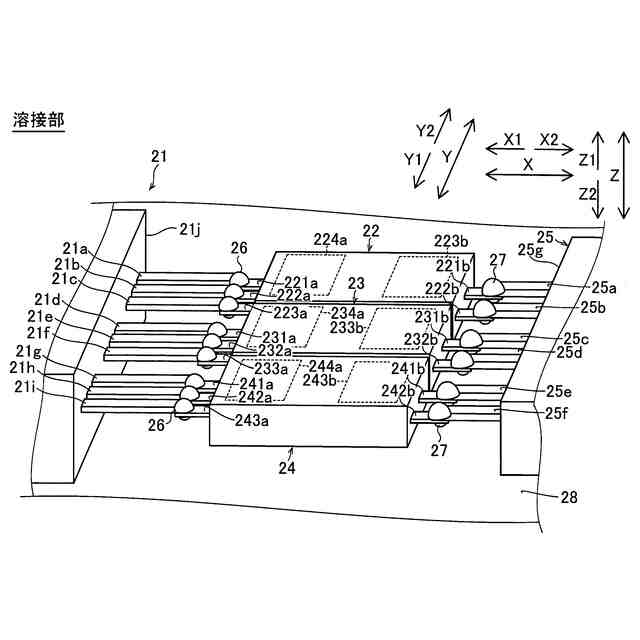
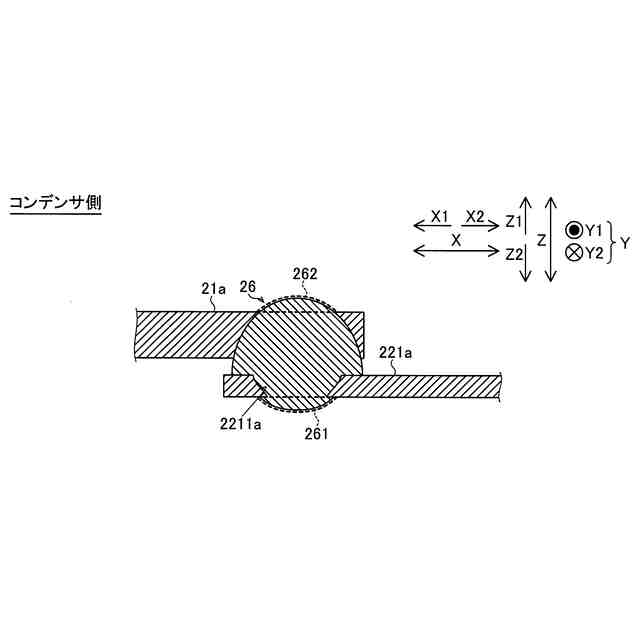
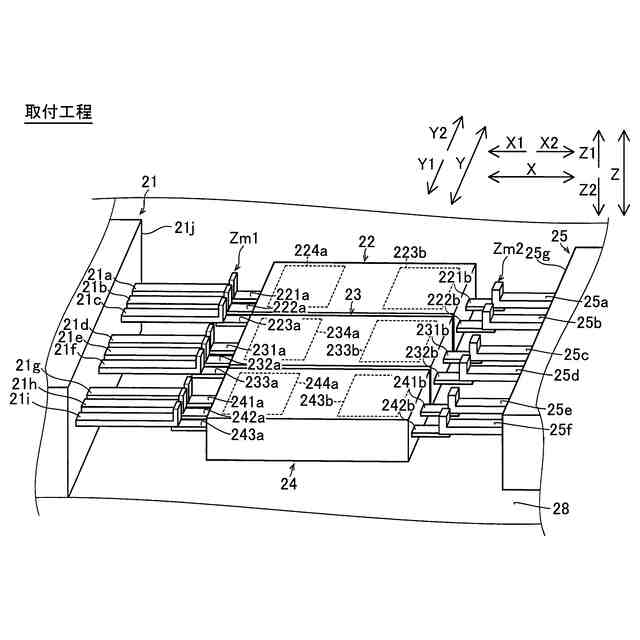
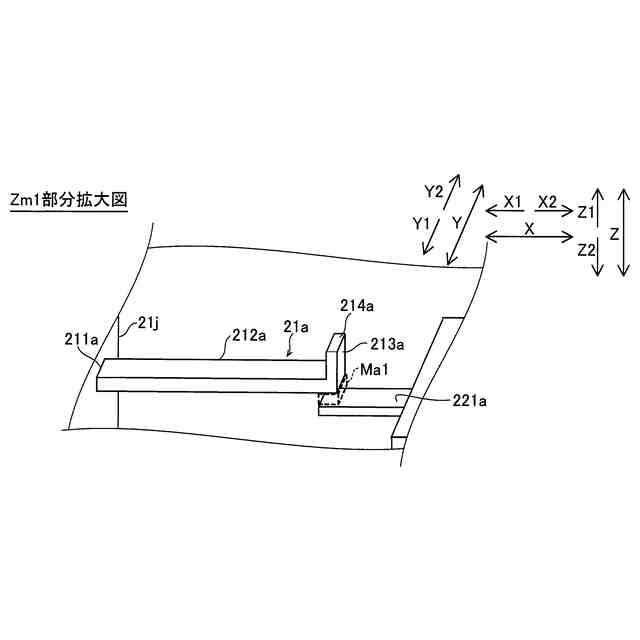
【解決手段】この電子部品の端子接合方法は、第1端子部221aの先端部分と、第2端子部21aの先端部分と、を互いに対向するように配置するステップを備える。電子部品の端子接合方法は、第2電子部品21の体積増大部分213aにエネルギービームLaを照射して溶融させた材料を隙間Ma1に充填させることにより、第1端子部221aの先端部分および第2端子部21aの先端部分同士を溶接するステップを備える。
【選択図】図6
特許請求の範囲
【請求項1】
第1電子部品の第1端子部に対向するように第2電子部品の第2端子部を配置して溶接する電子部品の端子接合方法であって、
前記第1端子部の先端部分と、互いに対向する前記第1端子部の先端部分と前記第2端子部の先端部分との間の隙間の体積よりも大きい体積を有する体積増大部分を先端部分に設けた前記第2端子部の先端部分と、を互いに対向するように配置するステップと、
前記第2電子部品の前記体積増大部分にエネルギービームを照射して溶融させた材料を前記隙間に充填させることにより、前記第1端子部の先端部分および前記第2端子部の先端部分同士を溶接するステップとを備える、電子部品の端子接合方法。
続きを表示(約 650 文字)
【請求項2】
前記体積増大部分は、前記エネルギービームの照射方向とは逆方向に、前記第2端子部の先端部分を折り曲げて形成されており、
前記溶接するステップは、前記体積増大部分の先端面に前記エネルギービームを照射して溶融させた材料を前記隙間に充填させることにより、前記第1端子部の先端部分および前記第2端子部の先端部分同士を溶接するステップを含む、請求項1に記載の電子部品の端子接合方法。
【請求項3】
前記第2端子部は、一定の厚みを有する前記第2端子部の先端部分を前記照射方向とは逆方向に折り曲げることにより形成されているとともに、基端部から先端部に向けて延びる第1直線状部と、前記第1直線状部の先端面から前記第1直線状部の厚みよりも大きい長さ分前記照射方向とは逆方向に突出して延びる前記体積増大部分である第2直線状部とにより構成されたL字形状を有する、請求項2に記載の電子部品の端子接合方法。
【請求項4】
第1端子部を有する第1電子部品と、
前記第1端子部と同じ材料であるとともに、前記第1端子部が接合された第2端子部を有する第2電子部品と、
前記第1端子部の先端部分および前記第2端子部の先端部分の各々を溶接することにより前記第1端子部および前記第2端子部と同じ材料により形成され、均一な厚みを有する平坦面形状の端子同士を接触させて溶接することにより形成される溶接部の体積よりも体積が大きい溶接部とを備える、電子部品の端子接合構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電子部品の端子接合方法および電子部品の端子接合構造に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、レーザなどのエネルギービームにより端子部同士の接合を行う電子部品の端子接合方法が知られている(たとえば、特許文献1参照)。
【0003】
上記特許文献1には、電子部品同士を接続する導体(端子部)に対向するように板状端子(端子部)を配置してレーザ(エネルギービーム)により溶接する電子部品同士の接続方法(電子部品の端子接合方法)が開示されている。
【0004】
上記特許文献1のレーザによる接続方法では、導体の片面の先端部分にはんだが溶着される。このはんだは、レーザによる溶接の際に生じる溶融した金属材料の飛散(スパッタ)に起因して生じる隙間を充填する(埋める)ための充填用の金属材料である。レーザによる接続方法では、はんだを溶着した導体の先端部分を板状端子の先端部分の上に重ね合わせる。そして、レーザをはんだに向けて照射し、はんだ、導体の先端部分および板状端子部の先端部分を溶融させて凝固させることにより、導体と板状端子部とが接続される。
【先行技術文献】
【特許文献】
【0005】
特開2000-141029号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1のレーザによる接続方法では、レーザによる溶接の際の充填用の金属材料であるはんだを、レーザにより溶接する工程の前に、導体の片面の先端部分に溶着する別工程が必要となる。ここで、レーザにより接続する箇所は、複数あることが多いので、レーザにより溶接する工程の前に、導体の片面の先端部分にはんだを溶着する別工程も複数箇所の各々において行われる。このため、上記特許文献1のレーザによる接続方法では、レーザ(エネルギービーム)により導体と板状端子と(端子部同士)を溶接する工程の作業時間が増大してしまうという問題点がある。
【0007】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、エネルギービームにより端子部同士を溶接する工程の作業時間の増大を抑制することが可能な電子部品の端子接合方法および電子部品の端子接合構造を提供することである。
【課題を解決するための手段】
【0008】
上記目的を達成するために、この発明の第1の局面における電子部品の端子接合方法は、第1電子部品の第1端子部に対向するように第2電子部品の第2端子部を配置して溶接する電子部品の端子接合方法であって、第1端子部の先端部分と、互いに対向する第1端子部の先端部分と第2端子部の先端部分との間の隙間の体積よりも大きい体積を有する体積増大部分を先端部分に設けた第2端子部の先端部分と、を互いに対向するように配置するステップと、第2電子部品の体積増大部分にエネルギービームを照射して溶融させた材料を隙間に充填させることにより、第1端子部の先端部分および第2端子部の先端部分同士を溶接するステップとを備える。
【0009】
この発明の第1の局面における電子部品の端子接合方法では、上記のように、第2電子部品の体積増大部分にエネルギービームを照射して溶融させた材料を隙間に充填させることにより、第1端子部の先端部分および第2端子部の先端部分同士を溶接するステップを設ける。これにより、第2電子部品の第2端子部の先端部分に体積増大部分が設けられていることにより、第1端子部の先端部分と第2端子部の先端部分との間の隙間に充填する(埋める)ための材料を別工程で第2電子部品の第2端子部の先端部分に溶着する必要がないので、エネルギービームにより第1端子部の先端部分と第2端子部の先端部分とを溶接するための工程数の増加を抑制することができる。その結果、エネルギービームにより端子部同士を溶接する工程の作業時間の増大を抑制することができる。
【発明の効果】
【0010】
本発明によれば、上記のように、エネルギービームにより端子部同士を溶接する工程の作業時間の増大を抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アイシン
加湿器
19日前
株式会社アイシン
加湿器
19日前
株式会社アイシン
安全弁
18日前
株式会社アイシン
制御装置
12日前
株式会社アイシン
発電装置
18日前
株式会社アイシン
駆動装置
23日前
株式会社アイシン
発電装置
11日前
株式会社アイシン
温度調節器
1か月前
株式会社アイシン
自律移動体
3日前
株式会社アイシン
電動ポンプ
9日前
株式会社アイシン
水電解装置
17日前
株式会社アイシン
圧力調整弁
13日前
株式会社アイシン
電力変換装置
18日前
株式会社アイシン
物体検出装置
18日前
株式会社アイシン
運転支援装置
19日前
株式会社アイシン
運転支援装置
18日前
株式会社アイシン
運転支援装置
18日前
株式会社アイシン
乗員検知装置
24日前
株式会社アイシン
乗員検知装置
24日前
株式会社アイシン
電力変換装置
18日前
株式会社アイシン
運転支援装置
18日前
株式会社アイシン
物体検出装置
12日前
株式会社アイシン
物体検出装置
12日前
株式会社アイシン
電解システム
12日前
株式会社アイシン
物体検出装置
16日前
株式会社アイシン
動力伝達装置
10日前
株式会社アイシン
物体検出装置
16日前
株式会社アイシン
バスバーホルダ
9日前
株式会社アイシン
バルブ制御装置
17日前
株式会社アイシン
車両用駆動装置
18日前
株式会社アイシン
車両用駆動装置
18日前
株式会社アイシン
バルブ制御装置
17日前
株式会社アイシン
開閉体支持装置
10日前
株式会社アイシン
パーキング装置
1か月前
株式会社アイシン
非接触充電装置
1か月前
株式会社アイシン
トルク伝達装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ