TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024080845
公報種別
公開特許公報(A)
公開日
2024-06-17
出願番号
2022194132
出願日
2022-12-05
発明の名称
モータコアの製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人 快友国際特許事務所
主分類
H02K
15/02 20060101AFI20240610BHJP(電力の発電,変換,配電)
要約
【課題】本明細書は、カシメ締結に加えて接着剤で隣り合う電磁鋼板の結合を強化することのできるモータコア製造方法を提供する。
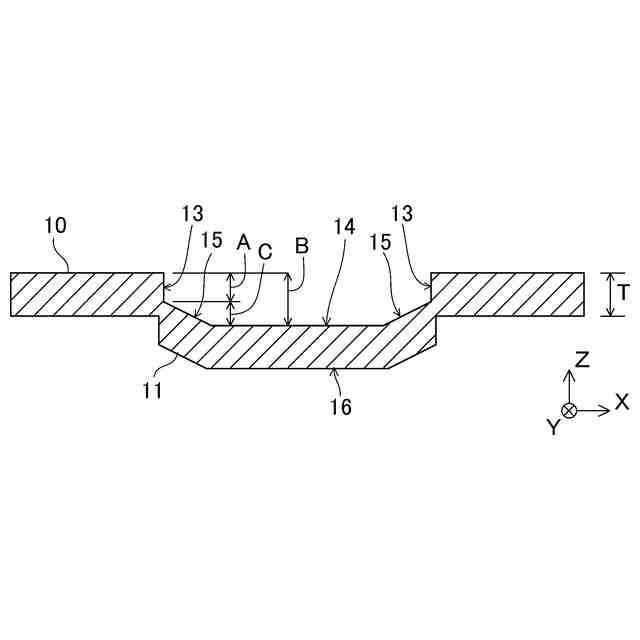
【解決手段】本明細書が開示する製造方法は、突起形成工程、カシメ工程、充填工程を備える。突起形成工程では、複数の電磁鋼板のそれぞれに中空のカシメ突起を形成する。カシメ工程では、複数の電磁鋼板を積層して積層方向に沿って荷重し、隣り合う電磁鋼板のカシメ突起をカシメ締結する。充填工程では、隣り合う電磁鋼板の間に接着剤を充填する。カシメ突起の内側の中空部は、電磁鋼板の表面に垂直な側面と、電磁鋼板の表面に平行な底面と、側面と底面をつなぐ傾斜面とを有する。中空部の側面に沿った深さAと、底面の深さBと、電磁鋼板の板厚Tが、以下の(式1)乃至(式3)を満たす。
1.2T≦B≦1.4T ・・・(式1)
0.0T<A<1.4T ・・・(式2)
A<B ・・・(式3)
【選択図】図3
特許請求の範囲
【請求項1】
複数の電磁鋼板のそれぞれに中空のカシメ突起を形成する突起形成工程と、
複数の前記電磁鋼板を積層して積層方向に沿って荷重し、隣り合う前記電磁鋼板の前記カシメ突起をカシメ締結するカシメ工程と、
隣り合う前記電磁鋼板の間に接着剤を充填する充填工程と、
を備えており、
前記カシメ突起の内側の中空部は、前記電磁鋼板の表面に垂直な側面と、前記電磁鋼板の表面に平行な底面と、前記側面と前記底面をつなぐ傾斜面とを有しており、
前記中空部の前記側面に沿った深さAと、前記底面までの深さB、前記電磁鋼板の板厚Tが、以下の(式1)乃至(式3)を満たす、
モータコアの製造方法。
1.2T≦B≦1.4T ・・・(式1)
0.0T<A<1.4T ・・・(式2)
A<B ・・・(式3)
発明の詳細な説明
【技術分野】
【0001】
本明細書が開示する技術は、モータコアの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
モータコアは、複数の電磁鋼板を積層して作られる(例えば特許文献1)。隣り合う電磁鋼板は、カシメ締結により相互に結合される。カシメ締結とは次の通りである。各電磁鋼板に中空の突起を設ける。複数の電磁鋼板を積層し、積層方向に沿って荷重を加える。突起が隣接する電磁鋼板の突起の中空部に押し込まれる。突起が塑性変形しつつ中空部に固定される。こうして、隣接する電磁鋼板同士が結合する。
【先行技術文献】
【特許文献】
【0003】
特許第6779565号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
カシメ締結だけでは結合力が不足することがある。本明細書は、カシメ締結に加えて接着剤で隣り合う電磁鋼板の結合を強化することのできるモータコア製造方法を提供する。
【課題を解決するための手段】
【0005】
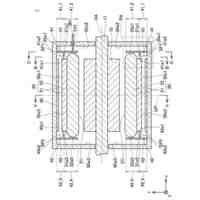
本明細書が開示する製造方法は、突起形成工程、カシメ工程、充填工程を備える。突起形成工程では、複数の電磁鋼板のそれぞれに中空のカシメ突起を形成する。カシメ工程では、複数の電磁鋼板を積層して積層方向に沿って荷重し、隣り合う電磁鋼板のカシメ突起をカシメ締結する。充填工程では、隣り合う電磁鋼板の間に接着剤を充填する。ここで、カシメ突起の内側(すなわち中空部)は、電磁鋼板の表面に垂直な側面と、電磁鋼板の表面に平行な底面と、側面と底面をつなぐ傾斜面とを有している。中空部の側面に沿った深さAと、底面の深さBと、電磁鋼板の板厚Tが、以下の(式1)乃至(式3)を満たす。
1.2T≦B≦1.4T ・・・(式1)
0.0T<A<1.4T ・・・(式2)
A<B ・・・(式3)
【0006】
(式1)乃至(式3)を満たすと、カシメ工程終了時に隣り合う電磁鋼板の間に適度な隙間が残る。この隙間に接着剤を充填することによって、結合力を高めたモータコアを製造することができる。
【0007】
本明細書が開示する技術の詳細とさらなる改良は以下の「発明を実施するための形態」にて説明する。
【図面の簡単な説明】
【0008】
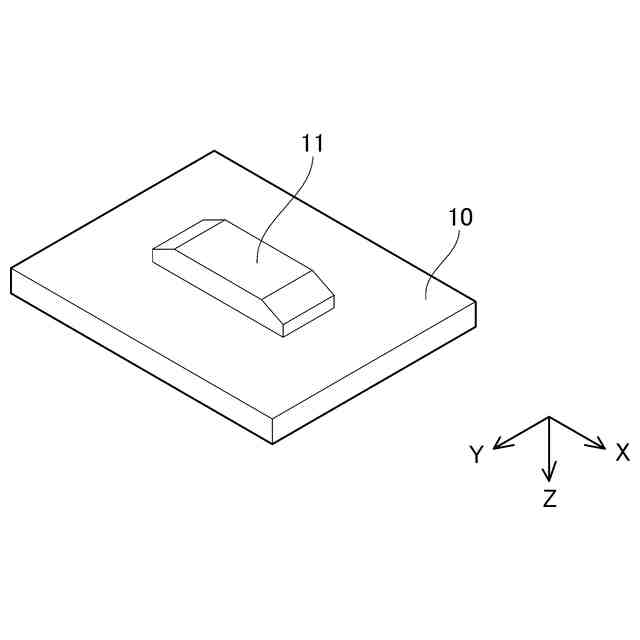
カシメ突起を有する電磁鋼板の斜視図である。
カシメ突起を有する電磁鋼板の斜視図である(図1の裏面)。
図2のIII-III線に沿った電磁鋼板の断面図である。
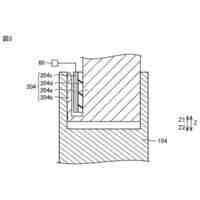
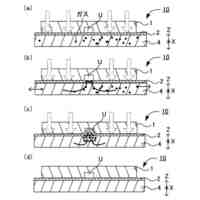
突起形成工程を説明する断面図である(図2のIII-III線に対応する断面)。
突起形成工程を説明する断面図である(図2のV-V線に対応する断面)。
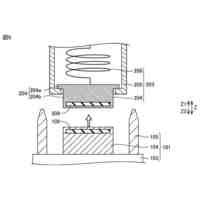
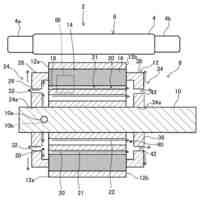
カシメ締結工程を説明する図である。
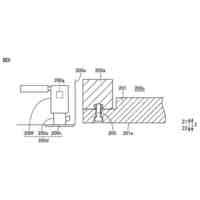
充填工程を説明する図である。
【発明を実施するための形態】
【0009】
図面を参照して実施例の製造方法を説明する。実施例の製造方法は、モータコアの製造方法である。「モータコア」は、ロータコアであってもよいし、ステータコアであってもよい。いずれの場合も、モータコアは、多数の薄い電磁鋼板を積層して作られる。
【0010】
隣り合う電磁鋼板を相互に結合するのに、カシメ締結が採用される。カシメ締結とは、次の通りである。各電磁鋼板にカシメ突起を設ける。複数の電磁鋼板にて、同じ位置に同じ大きさのカシメ突起が形成される。通常、カシメ突起は、平板の電磁鋼板にプレス加工(パンチング加工)を施して形成される。カシメ突起は中空であり、カシメ突起の外径はカシメ突起の内径よりもわずかに大きい。複数の電磁鋼板を積層し、積層方向に沿って荷重を加える。カシメ突起は、隣接する電磁鋼板のカシメ突起の中空部に強く押し込まれる。カシメ突起は塑性変形しつつ中空部に固定される。こうして、隣接する電磁鋼板が結合する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
サーバ
6日前
トヨタ自動車株式会社
ロータ
7日前
トヨタ自動車株式会社
モータ
7日前
トヨタ自動車株式会社
電動車
6日前
トヨタ自動車株式会社
サーバ
8日前
トヨタ自動車株式会社
モータ
8日前
トヨタ自動車株式会社
電極体
今日
トヨタ自動車株式会社
二次電池
2日前
トヨタ自動車株式会社
駆動装置
8日前
トヨタ自動車株式会社
草刈装置
今日
トヨタ自動車株式会社
二次電池
6日前
トヨタ自動車株式会社
制御方法
今日
トヨタ自動車株式会社
判定装置
今日
トヨタ自動車株式会社
制御装置
今日
トヨタ自動車株式会社
伸縮機構
6日前
トヨタ自動車株式会社
電源装置
6日前
トヨタ自動車株式会社
電動車両
9日前
トヨタ自動車株式会社
シャフト
2日前
トヨタ自動車株式会社
電動車両
9日前
トヨタ自動車株式会社
高圧タンク
今日
トヨタ自動車株式会社
電気自動車
6日前
トヨタ自動車株式会社
管理サーバ
6日前
トヨタ自動車株式会社
水電解装置
今日
トヨタ自動車株式会社
加飾フィン
2日前
トヨタ自動車株式会社
ハンド構造
6日前
トヨタ自動車株式会社
情報処理装置
8日前
トヨタ自動車株式会社
車両下部構造
8日前
トヨタ自動車株式会社
情報処理装置
7日前
トヨタ自動車株式会社
鍛造加工装置
2日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ