TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024071170
公報種別
公開特許公報(A)
公開日
2024-05-24
出願番号
2022181981
出願日
2022-11-14
発明の名称
パーツフィーダ
出願人
シンフォニアテクノロジー株式会社
代理人
個人
主分類
B07C
5/10 20060101AFI20240517BHJP(固体相互の分離;仕分け)
要約
【課題】リニアフィーダの先端付近でワーク間の隙間を適切に制御することでワークの渋滞を解消したパーツフィーダを実現する。
【解決手段】
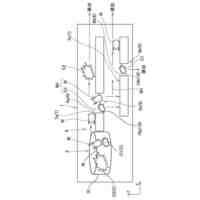
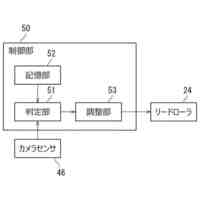
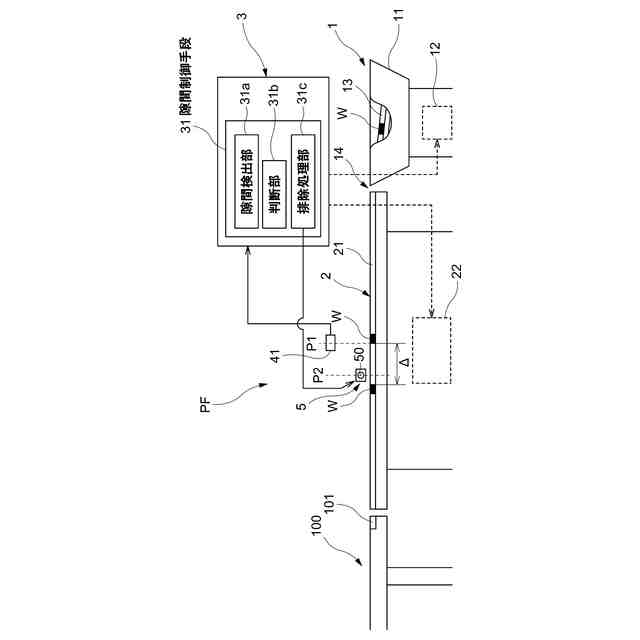
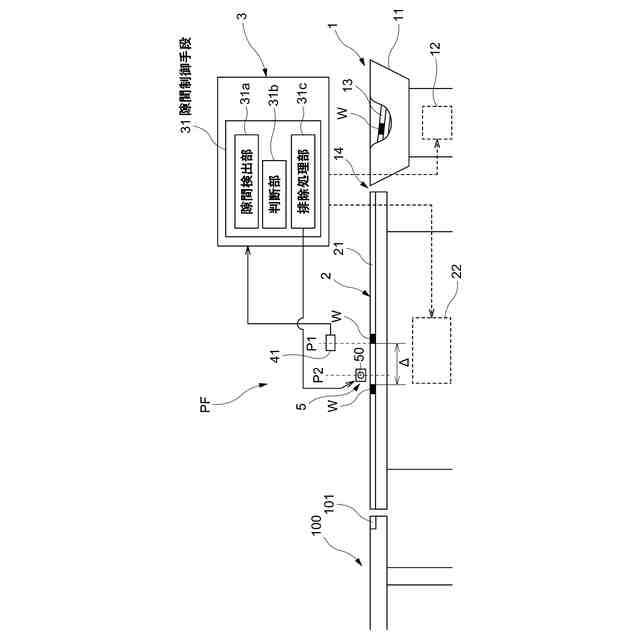
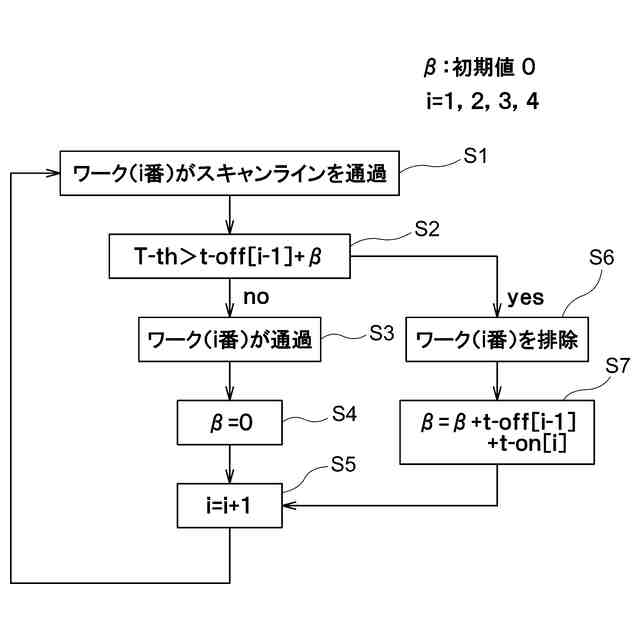
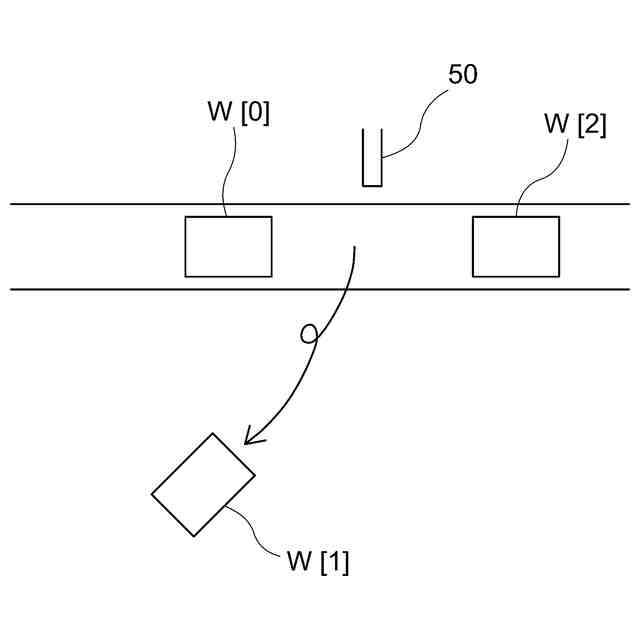
ワークWを振動搬送する搬送路21の所定領域に、ワークW、W間の隙間Δを制御する隙間制御手段31を設けたものであり、隙間制御手段31を、所定領域において前方のワークW(i-1)と後方のワーク(i)の隙間Δを画像処理を通じて検出する隙間検出部31aと、隙間検出部31aが検出する隙間Δが設定値以下であるか否かを判断する判断部31bと、判断部31bが設定値以下であると判断した場合に後方のワークW(i)を搬送路21上から排除する排除処理部31cと、を備えるものとした。
【選択図】図1
特許請求の範囲
【請求項1】
ワークを振動搬送する搬送路の所定領域に、ワーク間の隙間を制御する隙間制御手段を設けたものであって、
前記隙間制御手段が、
前記所定領域において前方のワークと後方のワークの隙間を画像処理を通じて検出する隙間検出部と、
前記隙間検出部が検出する隙間が設定値以下であるか否かを判断する判断部と、
前記判断部が設定値以下であると判断した場合に前記後方のワークを搬送路上から排除する排除処理部と、
を備えることを特徴とする、パーツフィーダ。
続きを表示(約 350 文字)
【請求項2】
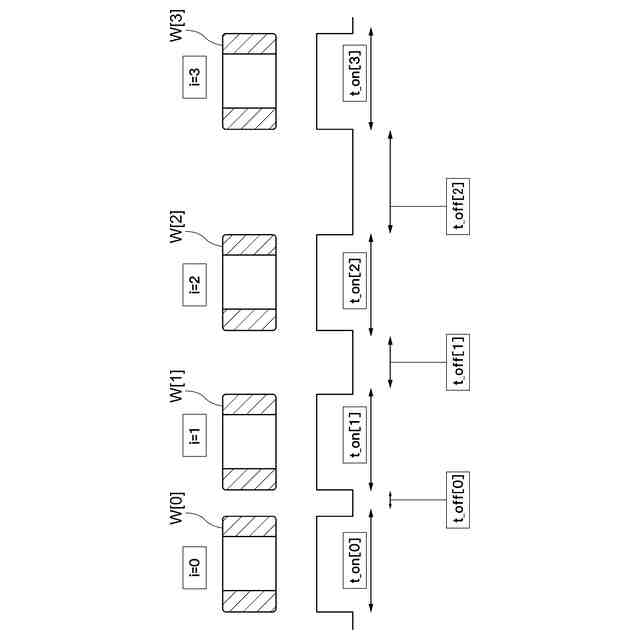
前記隙間検出部が検出する隙間は、前方のワークの後端が所定位置を通過してから後方のワークの前端が前記所定位置に到来するまでの時間であり、
前記判断部は、検出した時間が所定時間以下であるか否かを判断する、請求項1に記載のパーツフィーダ。
【請求項3】
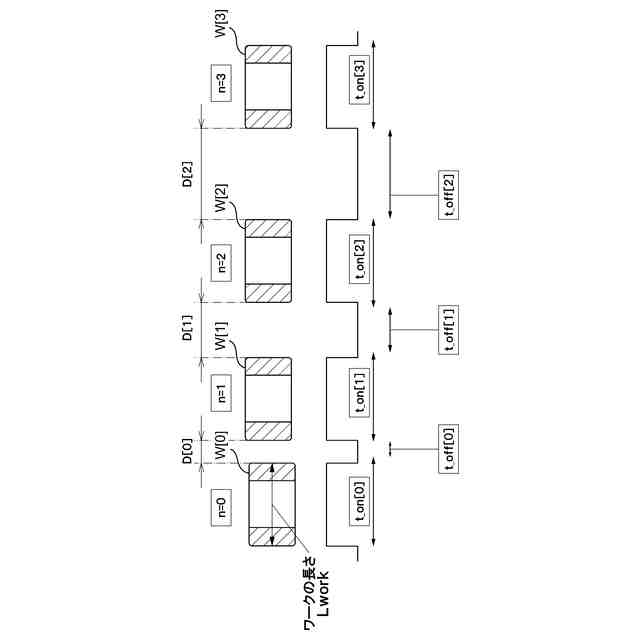
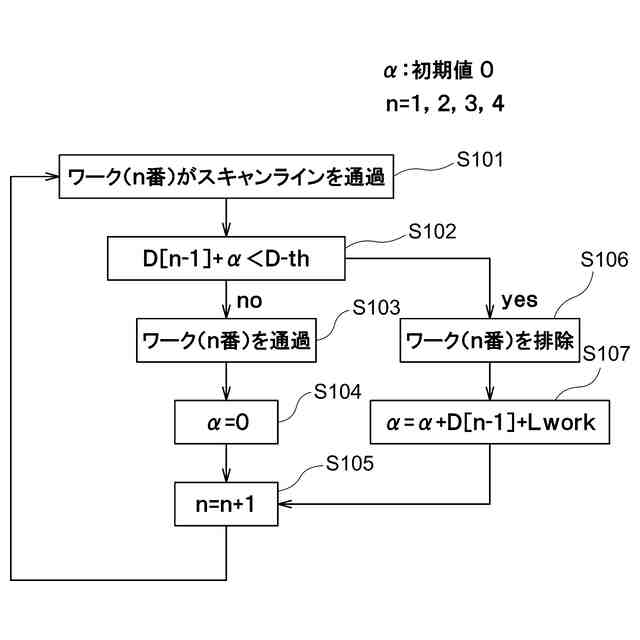
前記隙間検出部が検出する隙間は、前方のワークの後端と後方のワークの前端のあいだのワーク間距離であり、
前記判断部は、検出した距離が所定距離以下であるか否かを判断する
【請求項4】
前記隙間制御手段は、前記後方のワークを排除した場合、前記前方のワークに対して新たに後方となるワークと前記前方のワークとの隙間に対しても同様の隙間制御を行う、請求項2又は3に記載のパーツフィーダ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、搬送路上のワークを供給先に適切なタイミングで供給することを可能にする、パーツフィーダに関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
一般に、表面実装型電子部品などの微細なワークを搬送するパーツフィーダでは、螺旋状の搬送路を備えるボウルフィーダによってワークをトラックに沿って上昇させ、その後、直線状の搬送路を備えるリニアフィーダでワークを整列させながら、供給先である部品検査装置や部品実装装置などに供給するように構成される。
【0003】
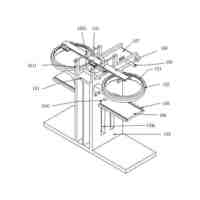
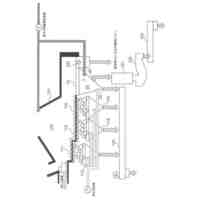
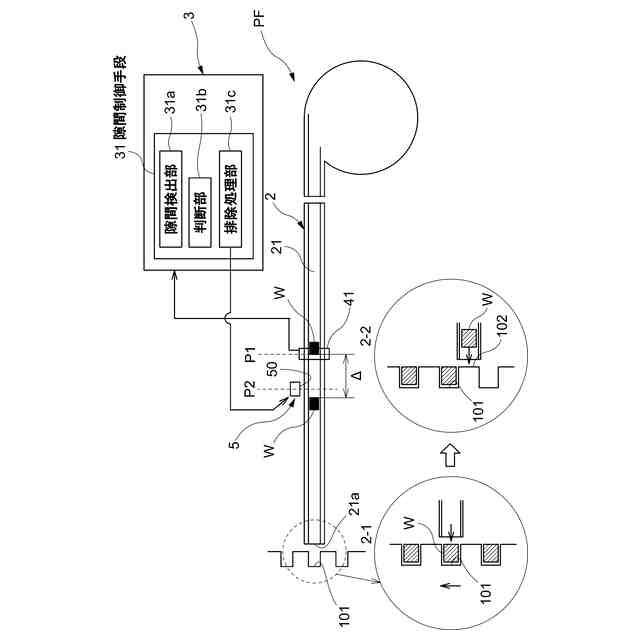
このうち、特許文献1は供給先装置としてインデックステーブルが示されている。図9はこのようなインデックステーブルを供給先とする別異のパーツフィーダPFを示している。このパーツフィーダPFは、ボウルフィーダ1及びリニアフィーダ2によって振動搬送系を構成し、リニアフィーダ2の搬送路21の先端21aに、外周に所定ピッチで収容部101が設けられたインデックステーブル100が接続されている。そして、リニアフィーダ2の先端21aに到達したワークWをインデックステーブル100の収容部101側に取り込み、その後にインデックステーブル100がステップ回転することで、次の収容部101にて新たにリニアフィーダ2の先端21aから供給されるワークWを取り込むように構成されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-59301
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、この種のパーツフィーダPFの供給先へのワーク供給タイミングは、供給先の設備であるインデックステーブル100の処理速度によって左右され、供給先よりも速いピッチで搬送路21の先端にワークWが供給されると、搬送路21の先端21aでワークWに渋滞が生じ、ワークWの円滑な受け渡しが困難となる。そのため、搬送路21の先端でワークの渋滞を解消する必要がある。
【0006】
図9に示すものは、リニアフィーダ21の先端21aとインデックステーブル100の間に無振動の乗り継ぎ部110を設け、この乗り継ぎ部110に搬送面から上方に突没するように分離用ピン120を設けて、図10(a)に示すように収容部101内に前方のワークWが進入したことを検出して、乗り継ぎ部110から分離用ピン120を突出させ、後続のワークWが同じ収容部101に同時に進入することを規制するようにしている。
【0007】
しかしながら、近年ワークの微細化が進み、複数のワークWが同時に収容部101に進入し易くなって来ると、例えば図10(b)に示すように、前方のワークWに引き続き後続のワークWが収容部101に同時に進入する事態が起こり得る。このため、前方のワークWに引き続き後方のワークWが収容部101に同時に進入している最中に分離用ピン120が上昇すると、ワークWを分離することができず、分離用ピン120がワークWと噛み合ってワーク詰まり等のトラブルの発生要因となる。また、分離用ピン120のように作動する機械要素を持ち込むと、摩耗やごみによるピン詰まりなど、機械要素の作動不良の原因ともなる。
【0008】
上記特許文献1は、このような機械要素を採用するのではなく、光学的な遮光を利用してワークの渋滞を検出している。具体的には、同文献の図7~図9等に示されるように、搬送路の先端に複数の光学センサを設け、ワーク単体では全てのセンサが同時には反応せず、ワークが重複して連なったときに初めて全てのセンサが同時に反応するようにセンサの位置や範囲を工夫して、ワークの重複を検出し、重複ワークを排除する等の措置を講ずるようにしている。このため、搬送路に投受光用の穴を開けなければならず、ワークの大きさが異なる場合には穴を開ける位置や範囲が変わってくるため、同文献の構造ではワークの種類違いに簡単に対応できないという難点がある。
【0009】
本発明は、このような課題に着目してなされたものであって、リニアフィーダの先端付近でワーク間の隙間を適切に制御することでワークの渋滞を解消した、新たなパーツフィーダを実現することを目的としている。
【課題を解決するための手段】
【0010】
本発明は、かかる目的を達成するために、次のような手段を講じたものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
加工品仕分装置
2か月前
株式会社日立ハイテク
異物除去装置
11日前
シンフォニアテクノロジー株式会社
パーツフィーダ
23日前
荏原環境プラント株式会社
振動ふるい装置
1か月前
アンリツ株式会社
物品検査システム
1か月前
ヤンマーホールディングス株式会社
粗選装置
3か月前
高嶋技研株式会社
種別表示装置及び分別装置
1か月前
圓展科技股分有限公司
自動食品検査装置
18日前
株式会社サタケ
測定装置および選別装置
3か月前
日東富士製粉株式会社
円型振動ふるい装置
11日前
住友金属鉱山株式会社
鉱石装入用シュートのダンパー構造
1か月前
アンリツ株式会社
物品検査装置及び物品選別装置
20日前
関西産業株式会社
選別装置及びこれを備えたバイオマス原料処理システム
27日前
アンリツ株式会社
吸引選別装置および物品検査システム
3か月前
浙江工商大学
EC倉庫技術に適した物流仕分け装置
3か月前
荏原環境プラント株式会社
振動ふるい装置、ストーカ式焼却炉及びストーカ式焼却炉の灰からの有価金属類の回収方法
1か月前
ボミル アクティエボラーグ
対象物を搬送及び/又は仕分けするシステム
2か月前
インスティテュート・フォー・アドバンスト・エンジニアリング
二次電池ブラックパウダーの炭素選別システムおよび炭素選別方法
1か月前
ビオンテック ユーエス インコーポレイテッド
ネオ抗原およびそれらの使用
26日前
国立大学法人 東京大学
ナノ免疫療法用高分子ミセル型医薬
3か月前
他の特許を見る


 特許ウォッチ
特許ウォッチ