TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025032425
公報種別
公開特許公報(A)
公開日
2025-03-12
出願番号
2023137679
出願日
2023-08-28
発明の名称
内接歯車ポンプ
出願人
株式会社ジェイテクトフルードパワーシステム
代理人
主分類
F04C
2/10 20060101AFI20250305BHJP(液体用容積形機械;液体または圧縮性流体用ポンプ)
要約
【課題】高温での使用に適し、広範囲の温度に適用し得る内接歯車ポンプを提供する。
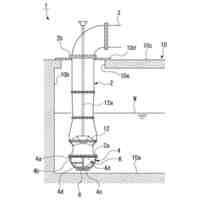
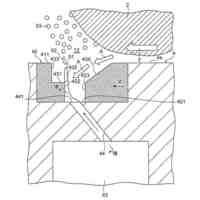
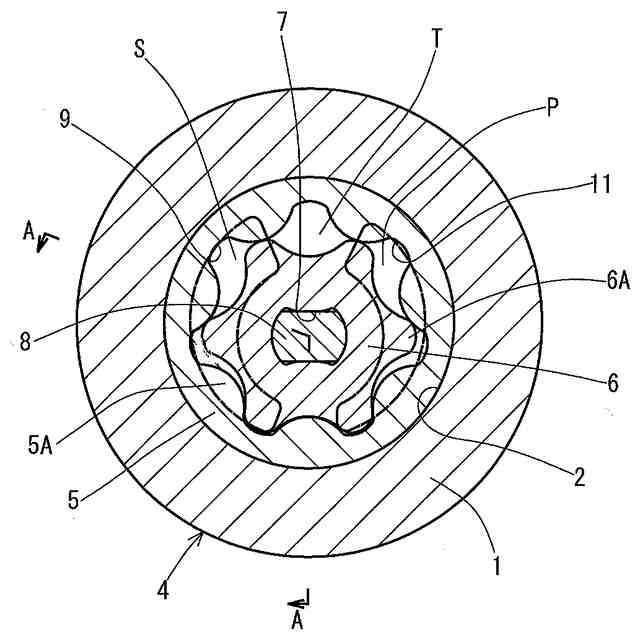
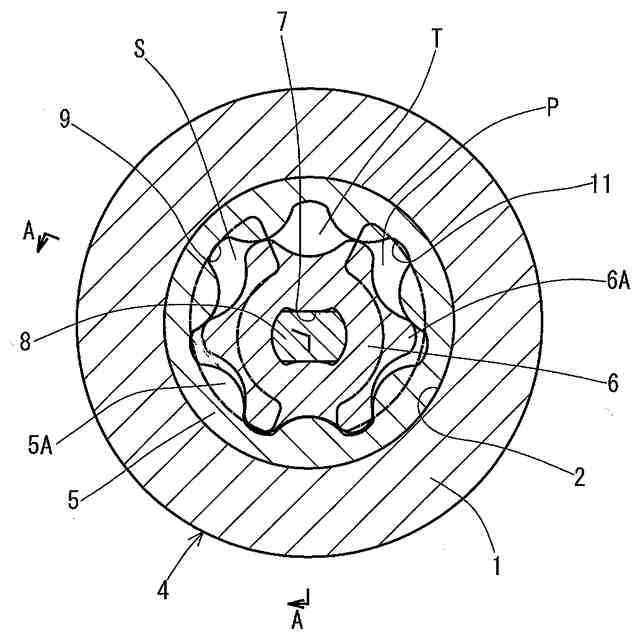
【解決手段】ポンプハウジング4の収容孔2に内歯5Aを有するリング状の内歯歯車5を回転自在に収容し、内歯歯車5の内歯5Aと内接噛み合いする外歯6Aを有する外歯歯車6を内歯歯車5の内部に偏心して収容する。両歯車5、6間には両歯5A、6A間の噛み合い隙間が増加する領域に吸入ポート9に連通して吸入域空間Sを形成し、両歯5A、6A間の噛み合い隙間が減少する領域に吐出ポート11に連通して吐出域空間Pを形成する。ポンプハウジング4はアルミニウム合金で形成し、両歯車5、6はガラス転移点が100℃以上で、線膨張係数が流れ方向と直角方向とで略同一の熱硬化性樹脂で形成する。両歯車5、6はポンプハウジング4との線膨張係数の差を0からマイナス9×10
-6
/℃の範囲とする。
【選択図】図1
特許請求の範囲
【請求項1】
ポンプハウジングの収容孔に内歯を有するリング状の内歯歯車を回転自在に収容し、内歯歯車の内歯と内接噛み合いする外歯を有する外歯歯車を内歯歯車の内部に偏心して収容し、両歯車間には両歯車の回転により両歯間の噛み合い隙間が増加する領域に液体を吸入する吸入ポートに連通して吸入域空間を形成し、両歯車の回転により両歯間の噛み合い隙間が減少する領域に液体を吐出する吐出ポートに連通して吐出域空間を形成し、内歯歯車の内歯と外歯歯車の外歯とによりポンプ室を区画形成し、ポンプ室は両歯車の回転により吸入域空間で容積を増加して吸入ポートより液体を吸入すると共に、吐出域空間で容積を減少して吐出ポートに液体を吐出して設け、ポンプハウジングはアルミニウム合金で形成し、両歯車はガラス転移点が100℃以上で、線膨張係数が流れ方向と直角方向とで略同一の熱硬化性樹脂で形成し、両歯車はポンプハウジングとの線膨張係数の差を0からマイナス9×10
-6
/℃の範囲とすることを特徴とする内接歯車ポンプ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、リング状の内歯歯車の内部に偏心して外歯歯車を収容し、両歯車を回転駆動して液体を吸入吐出する内接歯車ポンプに関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
この種の内接歯車ポンプは、ポンプハウジングにリング状の内歯歯車を回転自在に収容し、内歯歯車の内部に偏心して外歯歯車を収容し、両歯車の回転駆動で液体を吸入ポートより吸入して吐出ポートより吐出している。そして、ポンプハウジングは線膨張係数を21×10
-6
/℃としたアルミニウム合金(ADC12)で形成し、両歯車は線膨張係数を25×10
-6
/℃としたポリアミド樹脂(PA66)で形成し、両歯車はハウジングを形成するアルミニウム合金の線膨張係数よりも高い線膨張係数を有するポリアミド樹脂で形成している。このようにして、両歯車を鉄系焼結材料で形成した従来の一般的な内接歯車ポンプの課題である、車両の通常走行域と高温時での油量の差を小さく抑えている。
【先行技術文献】
【特許文献】
【0003】
特開2003-286970号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、かかる従来の内接歯車ポンプは、両歯車を熱可塑性樹脂のポリアミド樹脂で形成しているため、ポリアミド樹脂は高温での使用に適さず、ポンプの使用できる温度範囲が制限されてしまう問題点があった。
【0005】
本発明の課題は、高温での使用に適し、広範囲の温度に適用し得る内接歯車ポンプを提供するものである。
【課題を解決するための手段】
【0006】
かかる課題を達成すべく、本発明は次の手段をとった。即ち、
ポンプハウジングの収容孔に内歯を有するリング状の内歯歯車を回転自在に収容し、内歯歯車の内歯と内接噛み合いする外歯を有する外歯歯車を内歯歯車の内部に偏心して収容し、両歯車間には両歯車の回転により両歯間の噛み合い隙間が増加する領域に液体を吸入する吸入ポートに連通して吸入域空間を形成し、両歯車の回転により両歯間の噛み合い隙間が減少する領域に液体を吐出する吐出ポートに連通して吐出域空間を形成し、内歯歯車の内歯と外歯歯車の外歯とによりポンプ室を区画形成し、ポンプ室は両歯車の回転により吸入域空間で容積を増加して吸入ポートより液体を吸入すると共に、吐出域空間で容積を減少して吐出ポートに液体を吐出して設け、ポンプハウジングはアルミニウム合金で形成し、両歯車はガラス転移点が100℃以上で、線膨張係数が流れ方向と直角方向とで略同一の熱硬化性樹脂で形成し、両歯車はポンプハウジングとの線膨張係数の差を0からマイナス9×10
-6
/℃の範囲とすることを特徴とする内接歯車ポンプがそれである。
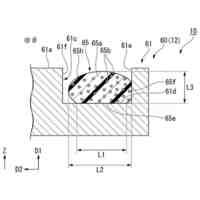
なお、流れ方向とは、両歯車を形成する際に、液状の熱硬化性樹脂が流動する方向を言い、直角方向とは流れ方向と直交する方向を言う。そして、線膨張係数が流れ方向と直角方向とで略同一とは、流れ方向と直角方向とで線膨張係数の差が0から2×10
-6
/℃の範囲を言う。
【発明の効果】
【0007】
以上詳述したように、請求項1に記載の発明は、ポンプハウジングはアルミニウム合金で形成し、両歯車はガラス転移点が100℃以上で、線膨張係数が流れ方向と直角方向とで略同一の熱硬化性樹脂で形成し、両歯車はポンプハウジングとの線膨張係数の差を0からマイナス9×10
-6
/℃の範囲とする。このため、両歯車は100℃以上の高温で強度を維持できるから、高温での使用に適して広範囲の温度に適用することができる。
【0008】
また、両歯車は線膨張係数が流れ方向と直角方向とで略同一にした。このため、両歯車は線膨張係数の流れ方向と直角方向との方向性にとらわれることなくできるから、ポンプハウジングとの間のクリアランスを容易に設定することができる。
【0009】
さらにまた、両歯車はポンプハウジングとの線膨張係数の差を0からマイナス9×10
-6
/℃の範囲にする。このため、両歯車はポンプハウジングとの間のクリアランスを適正に維持して良好に回転駆動することができる。なお、線膨張係数の差がマイナス9×10
-6
/℃より下だと、従来の一般的な内接歯車ポンプに用いた鉄系焼結材料と同等で、低温時にポンプハウジングとのクリアランスが小さく、両歯車を回転駆動する駆動トルクが大きくなる欠点がある。また、線膨張係数の差が0より上だと、一層の高温時に両歯車とポンプハウジングとのクリアランスが過小になって両歯車が焼き付く恐れがある。
【図面の簡単な説明】
【0010】
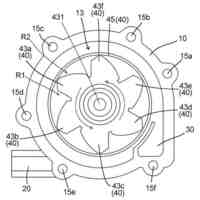
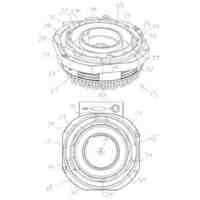
本発明の一実施形態を示した内接歯車ポンプの横断面図である。
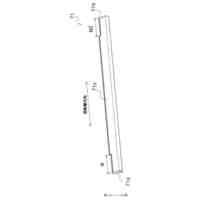
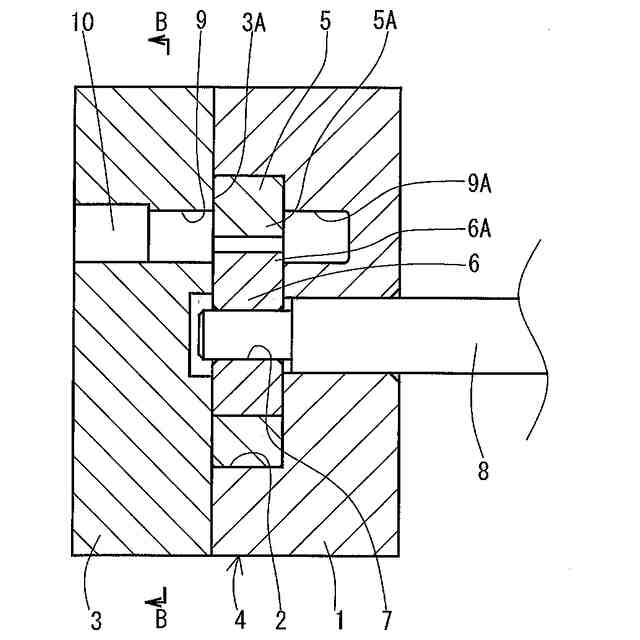
図1の線A-Aに沿った断面図である。
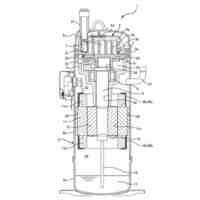
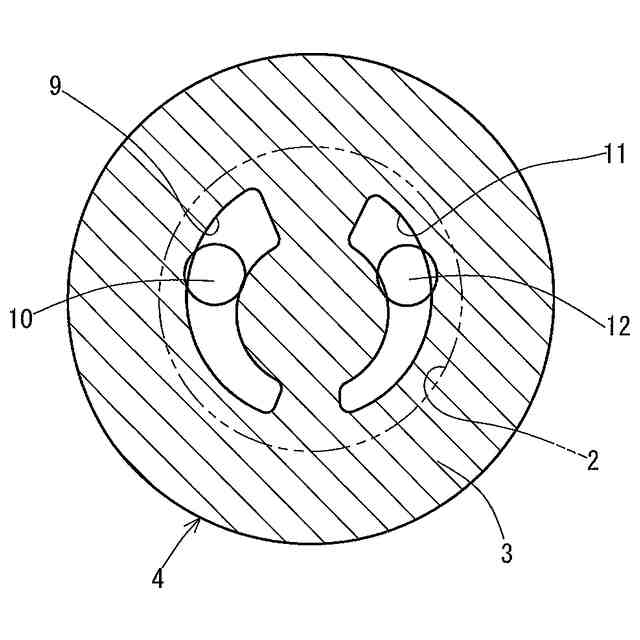
図2の線B-Bに沿った断面図である。
一実施形態と従来例との比較を示したサイドクリアランスと温度との関係を表す特性図である。
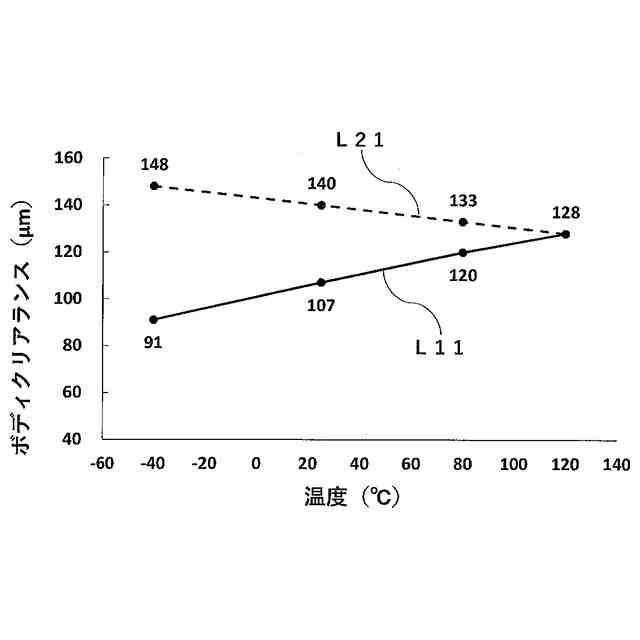
一実施形態と従来例との比較を示したボディクリアランスと温度との関係を表す特性図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社電業社機械製作所
ポンプ
5日前
リンナイ株式会社
羽根車
4日前
株式会社豊田自動織機
遠心圧縮機
4日前
ダイキン工業株式会社
冷凍装置
4日前
株式会社川本製作所
多段ポンプ
4日前
いすゞ自動車株式会社
流体作動機械
7日前
株式会社日立製作所
スクリュー圧縮機
4日前
テラル株式会社
ベルトガード、及び、ベルト駆動式送風機
7日前
株式会社日立産機システム
圧縮機制御システムおよび圧縮機制御方法
4日前
愛三工業株式会社
多段式の電動ウォータポンプ
6日前
パナソニックIPマネジメント株式会社
空気調和機の室内機及び空気調和機
10日前
ダイキン工業株式会社
送風装置及び空調ユニット
4日前
日立ジョンソンコントロールズ空調株式会社
圧縮機
5日前
株式会社SUBARU
車両のウォーターポンプ及びそれを備えた車両
今日
アイリスオーヤマ株式会社
送風機
4日前
株式会社日立産機システム
ピストン、その製造方法及びそのピストンを備える圧縮機
4日前
プファイファー・ヴァキューム・テクノロジー・アクチエンゲゼルシャフト
ポンプユニット
4日前
ニデックアドバンスドモータ株式会社
バランスウエイト、送風機、およびバランスウエイトの製造方法
10日前
プファイファー・ヴァキューム・テクノロジー・アクチエンゲゼルシャフト
モジュール式に構成されたホルベックポンプ段を有する真空ポンプ
11日前
他の特許を見る

 特許ウォッチ
特許ウォッチ