TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024125591
公報種別
公開特許公報(A)
公開日
2024-09-19
出願番号
2023033508
出願日
2023-03-06
発明の名称
インサート成形品、及び、インサート成形品の製造方法
出願人
富士電機株式会社
代理人
インフォート弁理士法人
,
個人
,
個人
,
個人
主分類
H01L
23/48 20060101AFI20240911BHJP(基本的電気素子)
要約
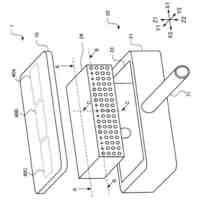
【課題】インサート成形品及びインサート成形品の製造方法において、樹脂の成形後の端子の位置精度を向上させる。
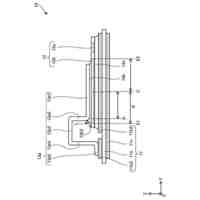
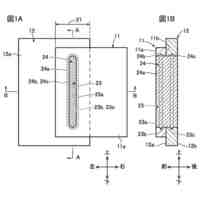
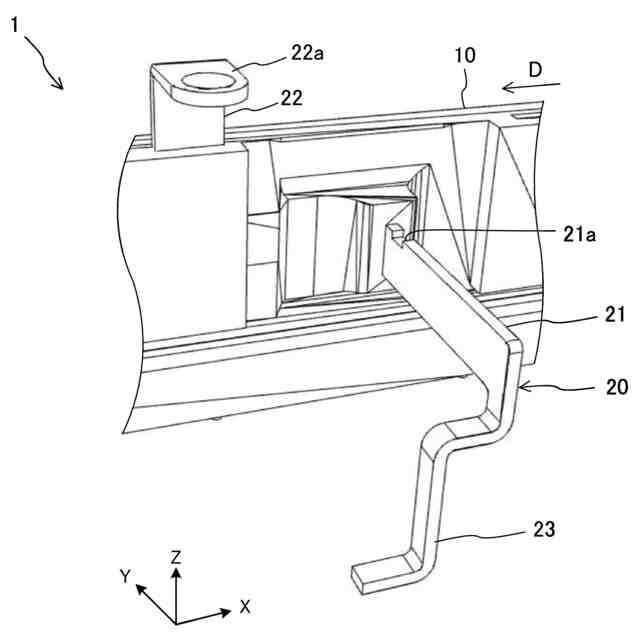
【解決手段】インサート成形品1は、樹脂部10と、両端が樹脂部10から延び出る端子20とを備え、この端子20は、樹脂部10の外部で樹脂部10に隣接する第1部分21と、この第1部分21とは反対側で樹脂部10に隣接する第2部分22とにおいて、端子20のうち少なくとも一端側の先端部分(基板側先端部分23)よりも剛性が高い。
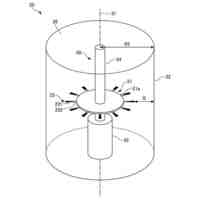
【選択図】図1
特許請求の範囲
【請求項1】
樹脂部と、
両端が前記樹脂部から延び出る端子とを備え、
前記端子は、前記樹脂部の外部で当該樹脂部に隣接する第1部分と、当該第1部分とは反対側で前記樹脂部に隣接する第2部分とにおいて、前記端子のうち少なくとも一端側の先端部分よりも剛性が高い
ことを特徴とするインサート成形品。
続きを表示(約 790 文字)
【請求項2】
前記端子は、前記第1部分及び前記第2部分において、前記先端部分よりも前記端子の延伸方向に直交する断面積が大きい
ことを特徴とする請求項1記載のインサート成形品。
【請求項3】
前記端子は、前記樹脂部の内部において、前記端子の隣接する他の部位よりも変形しやすい易変形部分を有する
ことを特徴とする請求項1記載のインサート成形品。
【請求項4】
前記第1部分は、前記樹脂部の内部に亘って延びる
ことを特徴とする請求項1記載のインサート成形品。
【請求項5】
前記第1部分における板厚方向に直交する面の面積は、前記樹脂部の外部において前記樹脂部の内部よりも大きい
ことを特徴とする請求項4記載のインサート成形品。
【請求項6】
前記第1部分は、前記樹脂部の内部に位置する切り欠き又は凸部を有する
ことを特徴とする請求項4記載のインサート成形品。
【請求項7】
前記第1部分は、前記樹脂部の外部に位置する切り欠き又は凸部を有する
ことを特徴とする請求項1記載のインサート成形品。
【請求項8】
前記第1部分と前記第2部分との間に、切り欠きが設けられることにより断面積が前記第1部分および前記第2部分よりも小さくなった第3部分を有する請求項1に記載のインサート成形品。
【請求項9】
前記第1部分や前記第2部分よりも剛性が前記第3部分は小さい請求項8に記載のインサート成形品。
【請求項10】
前記第1部分の延伸方向と前記第2部分の延伸方向が互いに直交するように、前記第3部分は前記第1部分および前記第2部分と接続している請求項9に記載のインサート成形品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、端子および樹脂部を備えるインサート成形品と、このインサート成形品の製造方法とに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来、半導体装置は、IGBT(Insulated Gate Bipolar Transistor)等の半導体素子を有する基板を備え、端子によって各部が電気的に接続されている(例えば、特許文献1~3参照)。
【0003】
また、樹脂の注入圧力による端子の変形等を防止するために、端子を1次成形金型内で1次樹脂により一体化した後、2次成形金型内で2次樹脂により一体化する手法が提案されている(例えば、特許文献4参照)。
【先行技術文献】
【特許文献】
【0004】
特開2015-032727号公報
特開2020-022239号公報
特開平09-321217号公報
特開2001-293744号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述のように端子に対する樹脂の成形を1次と2次とで2回に分ける場合、1回のみの成形を行う場合と比較して、2回分の時間や手間やコストがかかる。そのため、1回のみの成形でも、樹脂の成形後の端子の位置精度を向上させることが望ましい。
【0006】
本発明の目的は、樹脂の成形後の端子の位置精度を向上させることができるインサート成形品及びインサート成形品の製造方法を提供することである。
【課題を解決するための手段】
【0007】
1つの態様では、インサート成形品は、樹脂部と、両端が前記樹脂部から延び出る端子とを備え、前記端子は、前記樹脂部の外部で当該樹脂部に隣接する第1部分と、当該第1部分とは反対側で前記樹脂部に隣接する第2部分とにおいて、前記端子のうち少なくとも一端側の先端部分よりも剛性が高い。
【0008】
他の1つの態様では、インサート成形品の製造方法は、樹脂部と、両端が前記樹脂部から延び出る端子とを備えるインサート成形品を製造する、インサート成形品の製造方法であって、前記端子のうち少なくとも一端側の先端部分よりも剛性が高い第1部分及び第2部分のそれぞれを成形型によって支持することと、前記成形型によって前記第1部分及び前記第2部分が支持された状態で、前記第1部分と前記第2部分との間で前記端子に樹脂を供給し、硬化させることとを含む。
【発明の効果】
【0009】
前記態様によれば、樹脂の成形後の端子の位置精度を向上させることができる。
【図面の簡単な説明】
【0010】
一実施の形態に係るインサート成形品を示す斜視図である。
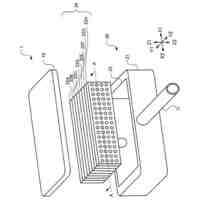
一実施の形態における端子を示す斜視図である。
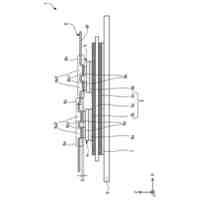
一実施の形態における端子を示す右側面図である。
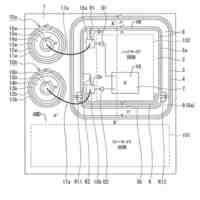
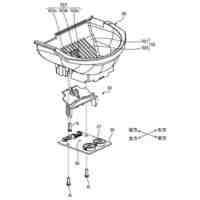
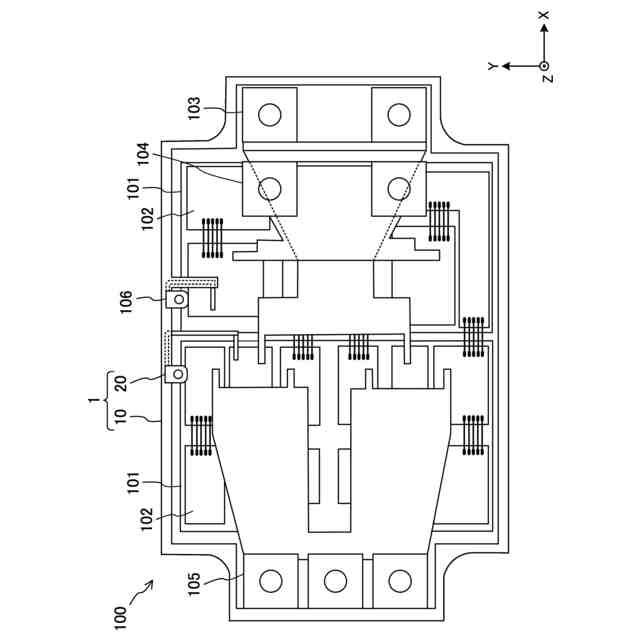
一実施の形態における半導体装置を示す平面図である。
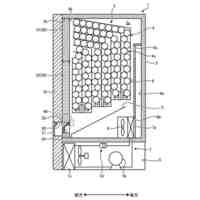
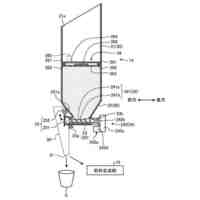
一実施の形態における成形型(端子は上下反転)を示す平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
富士電機株式会社
冷却器
1か月前
富士電機株式会社
冷却器
4日前
富士電機株式会社
冷却器
4日前
富士電機株式会社
搬送装置
22日前
富士電機株式会社
電子装置
8日前
富士電機株式会社
自動販売機
1か月前
富士電機株式会社
自動販売機
1か月前
富士電機株式会社
自動販売機
1か月前
富士電機株式会社
電気集塵機
1か月前
富士電機株式会社
半導体装置
1か月前
富士電機株式会社
電磁接触器
16日前
富士電機株式会社
半導体装置
1か月前
富士電機株式会社
半導体装置
1か月前
富士電機株式会社
半導体装置
26日前
富士電機株式会社
半導体装置
1か月前
富士電機株式会社
半導体装置
1か月前
富士電機株式会社
半導体装置
8日前
富士電機株式会社
半導体装置
2か月前
富士電機株式会社
半導体装置
8日前
富士電機株式会社
半導体装置
1か月前
富士電機株式会社
飲料製造装置
8日前
富士電機株式会社
硬貨処理装置
1か月前
富士電機株式会社
電力変換装置
1か月前
富士電機株式会社
電力変換装置
1日前
富士電機株式会社
飲料供給装置
8日前
富士電機株式会社
原料払出装置
4日前
富士電機株式会社
板金結合構造
1か月前
富士電機株式会社
飲料供給装置
19日前
富士電機株式会社
沸騰冷却装置
8日前
富士電機株式会社
電力変換装置
16日前
富士電機株式会社
静止誘導電器
1か月前
富士電機株式会社
ガス分析装置
16日前
富士電機株式会社
蓄熱システム
1か月前
富士電機株式会社
蓄熱システム
1か月前
富士電機株式会社
飲料供給装置
1か月前
富士電機株式会社
電力変換装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ