TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024058794
公報種別
公開特許公報(A)
公開日
2024-04-30
出願番号
2022166119
出願日
2022-10-17
発明の名称
プレス成形品の欠陥抑制方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B21D
43/00 20060101AFI20240422BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】金属板材の検査による生産性の低下を抑制しつつ、金属板材の局所的な欠陥に起因するプレス成形品の欠陥を抑制する。
【解決手段】搬送方向に搬送される長尺な金属板から、プレス加工によってプレス成形品へ加工される金属板材を切り出す切り出し工程を備える、プレス成形品の欠陥抑制方法が提供される。この欠陥抑制方法は、切り出し工程に先立って、切り出し工程において金属板材が切り出される予定の切り出し範囲における、予め定められた検査箇所の厚みと成分とのうち少なくともいずれかを測定し、測定結果が異常であるか否かを判定する工程を備える。検査箇所は、プレス加工による金属板材の伸びの程度が予め定められた程度以上である伸長箇所に対応する箇所として定められる。測定結果が異常である場合、切り出し工程に先立って、測定結果が異常と判定された検査箇所と伸長箇所とがずれるように、切り出し範囲の位置を変更する工程を実行する。
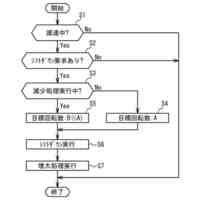
【選択図】図2
特許請求の範囲
【請求項1】
搬送方向に搬送され、前記搬送方向に沿って長尺な金属板から、プレス加工によってプレス成形品へと加工される金属板材を切り出す切り出し工程を備える、プレス成形品の欠陥抑制方法であって、
前記切り出し工程に先立って、前記切り出し工程において前記金属板材が切り出される予定の切り出し範囲における、予め定められた検査箇所の厚みと成分とのうち少なくともいずれかを測定し、前記検査箇所の測定結果が異常であるか否かを判定する検査工程を備え、
前記検査箇所は、前記プレス加工による前記金属板材の伸びの程度が予め定められた程度以上である伸長箇所に対応する箇所として定められ、
前記測定結果が異常である場合、前記切り出し工程に先立って、前記測定結果が異常であると判定された前記検査箇所と前記伸長箇所とがずれるように、前記切り出し範囲の位置を変更する変更工程を実行する、プレス成形品の欠陥抑制方法。
続きを表示(約 540 文字)
【請求項2】
請求項1に記載のプレス成形品の欠陥抑制方法であって、
前記変更工程において、前記切り出し範囲の位置を、前記搬送方向の上流側に、前記切り出し範囲の前記搬送方向における長さよりも短い距離、移動させる、プレス成形品の欠陥抑制方法。
【請求項3】
請求項1に記載のプレス成形品の欠陥抑制方法であって、
前記変更工程において、前記測定結果が異常であると判定された前記検査箇所が、前記金属板材のうち前記切り出し工程の後工程で除去される範囲に含まれるように、前記切り出し範囲の位置を変更する、プレス成形品の欠陥抑制方法。
【請求項4】
請求項1から3のいずれか一項に記載のプレス成形品の欠陥抑制方法であって、
前記変更工程を実行した後、前記切り出し工程に先立って追加の前記検査工程を実行することによって、位置が変更された前記切り出し範囲における新たな前記検査箇所の前記測定結果が異常であるか否かを判定し、
追加の前記検査工程における前記測定結果が異常である場合、前記切り出し工程に先立って、追加の前記変更工程を実行することによって、位置が変更された前記切り出し範囲の位置を更に変更する、プレス成形品の欠陥抑制方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、プレス成形品の欠陥抑制方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
欠陥を有する金属板材をプレス成形すると、得られるプレス成形品に割れ欠陥が生じる場合がある。特許文献1には、金属板材の欠陥を検出する技術として、赤外線カメラによって取得される鋼板の表面温度分布に基づいて、鋼板の欠陥を検出する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第5494566号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1のように赤外線カメラを用いて欠陥を検出する方法では、金属板材を広範囲に亘って検査できる反面、例えば、数ミリメートル程度の局所的な欠陥が、温度分布に反映されずに見落とされる場合がある。また、このような局所的な欠陥の見落としを抑制するために、例えば、金属板材の全範囲を精密に検査すると、プレス成形品の生産性が低下する。そのため、検査による生産性の低下を抑制しつつ、金属板材の局所的な欠陥に起因するプレス成形品の欠陥を抑制する技術が望まれていた。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の一形態によれば、搬送方向に搬送され、前記搬送方向に沿って長尺な金属板から、プレス加工によってプレス成形品へと加工される金属板材を切り出す切り出し工程を備える、プレス成形品の欠陥抑制方法が提供される。このプレス成形品の欠陥抑制方法は、前記切り出し工程に先立って、前記切り出し工程において前記金属板材が切り出される予定の切り出し範囲における、予め定められた検査箇所の厚みと成分とのうち少なくともいずれかを測定し、前記検査箇所の測定結果が異常であるか否かを判定する検査工程を備える。前記検査箇所は、前記プレス加工による前記金属板材の伸びの程度が予め定められた程度以上である箇所に対応する箇所として定められる。前記測定結果が異常である場合、前記切り出し工程に先立って、前記測定結果が異常であると判定された前記検査箇所と前記伸長箇所とがずれるように、前記切り出し範囲の位置を変更する変更工程を実行する。
このような形態であれば、予め定められた検査箇所を測定し、その測定結果が異常であるか否かを判定することで、金属板材において、プレス加工時の伸びの程度が大きい箇所と、厚みや組成が異常である箇所とが重なることを抑制できる。そのため、金属板材の検査による生産性の低下を抑制しつつ、金属板材の局所的な欠陥に起因するプレス成形品の割れを抑制できる。
(2)上記形態では、前記変更工程において、前記切り出し範囲の位置を、前記搬送方向の上流側に、前記切り出し範囲の前記搬送方向における長さよりも短い距離、移動させてもよい。このような形態であれば、切り出し範囲の位置を、切り出し範囲の搬送方向における長さ以上の距離、上流側に移動させる形態と比較して、より多くの金属板材を金属板から切り出せる可能性が高まる。
(3)上記形態では、前記変更工程において、前記測定結果が異常であると判定された前記検査箇所が、前記金属板材のうち前記切断工程の後工程で除去される範囲に含まれるように、前記切り出し範囲の位置を変更してもよい。このような形態であれば、金属板材のうち測定結果が異常である箇所が後工程で除去されるので、プレス成形品の品質をより向上できる。
(4)上記形態において、前記変更工程を実行した後、前記切り出し工程に先立って追加の前記検査工程を実行することによって、位置が変更された前記切り出し範囲における新たな前記検査箇所の前記測定結果が異常であるか否かを判定し、追加の前記検査工程における前記測定結果が異常である場合、前記切り出し工程に先立って、追加の前記変更工程を実行することによって、位置が変更された前記切り出し範囲の位置を更に変更してもよい。このような形態であれば、金属板材の局所的な欠陥によってプレス成形品に割れが生じる可能性をより低減できる。
【0007】
本開示は、上述したプレス成形品の欠陥抑制方法としての形態以外にも、例えば、切断装置などの種々の形態で実現することが可能である。
【図面の簡単な説明】
【0008】
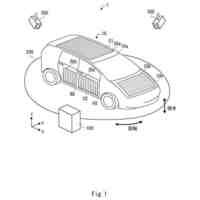
第1実施形態においてプレス成形品が製造される様子を示す説明図である。
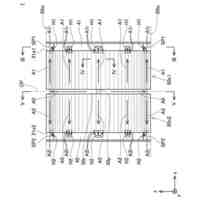
第1実施形態における準備工程を説明する工程図である。
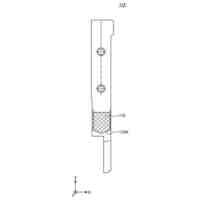
第2実施形態における準備工程を説明する工程図である。
第3実施形態における準備工程を説明する工程図である。
【発明を実施するための形態】
【0009】
A.第1実施形態:
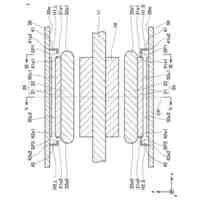
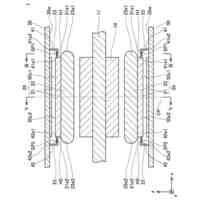
図1は、本実施形態においてプレス成形品PRが製造される様子を示す説明図である。図1の下段に示したプレス成形品PRは、図1の上段に示すように、切断装置100を用いて金属板材MPpを準備する準備工程と、図1の中段に示すように、金属板材MPpをプレス機200によってプレス加工するプレス工程とを経て製造される。
【0010】
準備工程において、金属板材MPpは、切断装置100によって、長尺の金属板MPから切り出される。金属板MPの材質は、任意であってよい。例えば、金属板MPは、鋼板であってもよいし、アルミニウム板や亜鉛板であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
モータ
今日
トヨタ自動車株式会社
モータ
今日
トヨタ自動車株式会社
モータ
今日
トヨタ自動車株式会社
剥離装置
1日前
トヨタ自動車株式会社
管理装置
5日前
トヨタ自動車株式会社
固体電池
今日
トヨタ自動車株式会社
金型構造
今日
トヨタ自動車株式会社
燃料電池
1日前
トヨタ自動車株式会社
蓄電セル
今日
トヨタ自動車株式会社
シール構造
1日前
トヨタ自動車株式会社
シール構造
1日前
トヨタ自動車株式会社
電極構造体
2日前
トヨタ自動車株式会社
水電解装置
1日前
トヨタ自動車株式会社
積層ハンド
1日前
トヨタ自動車株式会社
防犯システム
2日前
トヨタ自動車株式会社
水素エンジン
今日
トヨタ自動車株式会社
故障検出回路
2日前
トヨタ自動車株式会社
故障検出回路
2日前
トヨタ自動車株式会社
運転支援装置
2日前
トヨタ自動車株式会社
運行管理装置
2日前
トヨタ自動車株式会社
情報処理装置
1日前
トヨタ自動車株式会社
情報処理装置
今日
トヨタ自動車株式会社
車載システム
2日前
トヨタ自動車株式会社
運転支援装置
2日前
トヨタ自動車株式会社
電力伝送装置
2日前
トヨタ自動車株式会社
ブリーザ装置
1日前
トヨタ自動車株式会社
電極の製造方法
1日前
トヨタ自動車株式会社
駆動力伝達装置
今日
トヨタ自動車株式会社
電極の製造方法
2日前
トヨタ自動車株式会社
排ガス浄化装置
5日前
トヨタ自動車株式会社
バッテリ制御装置
2日前
トヨタ自動車株式会社
情報処理システム
2日前
トヨタ自動車株式会社
発電支援システム
1日前
トヨタ自動車株式会社
パワーモジュール
今日
トヨタ自動車株式会社
ハイブリッド車両
1日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ