TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025065913
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2023175447
出願日
2023-10-10
発明の名称
プレス成型用アルミニウム合金クラッド材の製造方法、プレス成型用アルミニウム合金クラッド材、およびプレス成型品
出願人
株式会社UACJ
代理人
個人
,
個人
,
個人
主分類
B23K
20/04 20060101AFI20250415BHJP(工作機械;他に分類されない金属加工)
要約
【課題】リサイクル効率を向上させることができるプレス成型用アルミニウム合金クラッド材の製造方法を提供する。
【解決手段】
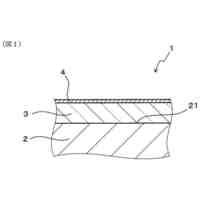
心材と前記心材を挟むように前記心材の両側に接合された第1皮材および第2皮材とを有する、プレス成型用アルミニウム合金クラッド材の製造方法は、添加元素としてSi、Fe、Cu、およびMgを含むアルミニウムサッシのスクラップを用いて、5000系または6000系の第1アルミニウム合金を用意する工程Aと、少なくともSiおよびMgの含有率が第1アルミニウム合金における含有率未満である第2アルミニウム合金を用意する工程Bと、前記第1アルミニウム合金を用いて、心材用板材を形成する工程Cと、それぞれ独立に、前記第2アルミニウム合金を用いて、第1皮材用板材および第2皮材用板材を形成する工程Dと、前記心材用板材を挟むように前記第1皮材用板材および前記第2皮材用板材を配置した状態で圧延する工程Eと、を含む。
【選択図】なし
特許請求の範囲
【請求項1】
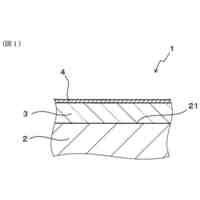
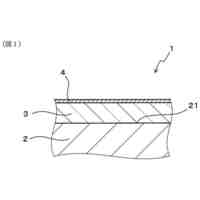
心材と前記心材を挟むように前記心材の両側に接合された第1皮材および第2皮材とを有する、プレス成型用アルミニウム合金クラッド材の製造方法であって、
添加元素としてSi、Fe、Cu、およびMgを含むアルミニウムサッシのスクラップを用いて、5000系または6000系の第1アルミニウム合金を用意する工程Aと、
少なくともSiおよびMgの含有率が第1アルミニウム合金における含有率未満である第2アルミニウム合金を用意する工程Bと、
前記第1アルミニウム合金を用いて、心材用板材を形成する工程Cと、
それぞれ独立に、前記第2アルミニウム合金を用いて、第1皮材用板材および第2皮材用板材を形成する工程Dと、
前記心材用板材を挟むように前記第1皮材用板材および前記第2皮材用板材を配置した状態で圧延する工程Eと、
を含む、製造方法。
続きを表示(約 1,300 文字)
【請求項2】
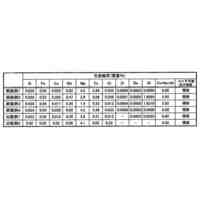
前記アルミニウムサッシの前記スクラップは、Si:0.44質量%以上0.56質量%以下、Fe:0.17質量%以上0.30質量%以下、Cu:0.01質量%以上0.05質量%以下、およびMg:0.21質量%以上0.56質量%以下を含有する、請求項1に記載の製造方法。
【請求項3】
前記第1アルミニウム合金は、前記スクラップを10質量%以上含む、請求項1または2に記載の製造方法。
【請求項4】
前記第1アルミニウム合金は、前記スクラップを50質量%以上含む、請求項1または2に記載の製造方法。
【請求項5】
前記工程Aは、前記第1アルミニウム合金が、Si:0.4質量%以上、Fe:0.1質量%以上、Cu:0.01質量%以上、Mg:2.1質量%以上を含有し、残部がアルミニウムと不可避不純物とからなる5000系のアルミニウム合金となるように、前記添加元素のいずれか、および/またはアルミニウム新地金を加える工程を包含する、請求項1または2に記載の製造方法。
【請求項6】
前記工程Aは、前記第1アルミニウム合金が、Si:0.8質量%以下、Fe:0.4質量%以下、Cu:0.1質量%以下、および、Mg:2.7質量%以下を含有するように、前記添加元素のいずれか、および/またはアルミニウム新地金を加える工程を包含する、請求項5に記載の製造方法。
【請求項7】
前記工程Aは、前記第1アルミニウム合金が、Si:0.4質量%以上、Fe:0.1質量%以上、Cu:0.01質量%以上、Mg:0.4質量%以上を含有し、残部がアルミニウムと不可避不純物とからなる6000系のアルミニウム合金となるように、前記添加元素のいずれか、および/またはアルミニウム新地金を加える工程を包含する、請求項1または2に記載の製造方法。
【請求項8】
前記工程Aは、前記第1アルミニウム合金が、Si:0.8質量%以下、Fe:0.4質量%以下、Cu:0.1質量%以下、および、Mg:0.6質量%以下を含有するように、前記添加元素のいずれか、および/またはアルミニウム新地金を加える工程を包含する、請求項7に記載の製造方法。
【請求項9】
前記第1皮材用板材および前記第2皮材用板材は、前記第2アルミニウム合金を用いて形成された1つの皮材用板材を分断することによって形成される、請求項1または2に記載の製造方法。
【請求項10】
心材と前記心材を挟むように前記心材の両側に接合された第1皮材および第2皮材とを有する、プレス成型用アルミニウム合金クラッド材であって、
前記心材は、Si:0.4質量%以上、Fe:0.1質量%以上、Cu:0.01質量%以上、Mg:2.1質量%以上を含有し、残部がアルミニウムと不可避不純物とからなる5000系のアルミニウム合金で形成されており、
前記第1皮材および前記第2皮材は、それぞれ独立に、少なくともSiおよびMgの含有率が前記心材における含有率未満であるアルミニウム合金で形成されている、クラッド材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成型用アルミニウム合金クラッド材の製造方法、プレス成型用アルミニウム合金クラッド材、およびプレス成型品に関し、特に、従来よりもリサイクル効率に優れたプレス成型用アルミニウム合金クラッド材の製造方法、そのような製造方法で製造されたプレス成型用アルミニウム合金クラッド材、そのようなプレス成型用アルミニウム合金クラッド材を用いて製造されたプレス成型品に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、様々な分野において資源をリサイクルする要求が高まっている。ボーキサイトを還元して製造されるアルミニウム合金は莫大な電力を消費して製造されるため、省資源、低コスト化等の観点からリサイクルの推進が求められている。
【0003】
例えば、特許文献1には、リサイクルされたアルミニウム合金を液体金属に溶融する工程と、合金元素としてマグネシウム、シリコン、または銅を液体金属に添加し、改質液体金属を形成する工程と、改質液体金属を鋳造する工程と、鋳造された合金を圧延する工程とを含み、改質液体金属が50%以上のリサイクルされたアルミニウム合金を含むことを特徴とするリサイクル方法が開示されている。特許文献1に記載のリサイクル方法によると、アルミニウム合金のスクラップから高強度で成形性の高い金属製品を鋳造することができる。
【先行技術文献】
【特許文献】
【0004】
特表2020―514556号公報(特許7163304号公報)
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者は、リサイクルするアルミニウム合金材のスクラップおよびリサイクルによって製造するアルミニウム合金材を限定することによって、リサイクル効率を向上させることを検討した。単純に同種の材料を繰り返しリサイクルすると、不純物濃度が増大し、繰り返し同じ合金組成にリサイクルしようとすると添加するアルミニウムの新地金が増加し、リサイクル効率が低下するという問題がある。
【0006】
本発明は、リサイクル効率を向上させることができるプレス成型用アルミニウム合金クラッド材の製造方法を提供することを目的とする。本発明はまた、そのような製造方法で製造され得るプレス成型用アルミニウム合金クラッド材、およびそのようなプレス成型用アルミニウム合金クラッド材を用いて製造されたプレス成型品を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の実施形態によると、以下の項目に記載の解決手段が提供される。
【0008】
[項目1]
心材と前記心材を挟むように前記心材の両側に接合された第1皮材および第2皮材とを有する、プレス成型用アルミニウム合金クラッド材の製造方法であって、
添加元素としてSi、Fe、Cu、およびMgを含むアルミニウムサッシのスクラップを用いて、5000系または6000系の第1アルミニウム合金を用意する工程Aと、
少なくともSiおよびMgの含有率が第1アルミニウム合金における含有率未満である第2アルミニウム合金を用意する工程Bと、
前記第1アルミニウム合金を用いて、心材用板材を形成する工程Cと、
それぞれ独立に、前記第2アルミニウム合金を用いて、第1皮材用板材および第2皮材用板材を形成する工程Dと、
前記心材用板材を挟むように前記第1皮材用板材および前記第2皮材用板材を配置した状態で圧延する工程Eと、
を含む、製造方法。
【0009】
前記第2アルミニウム合金に含まれる添加元素は、SiおよびMgに加えて、Fe、Cu、Mn、Zn、CrおよびTiからなる群から選択される少なくとも1つの元素をさらに含んでもよい。Mn、Zn、CrおよびTiは、アルマイト処理後の色調および/または材料強度に寄与する。
【0010】
[項目2]
前記アルミニウムサッシの前記スクラップは、Si:0.44質量%以上0.56質量%以下、Fe:0.17質量%以上0.30質量%以下、Cu:0.01質量%以上0.05質量%以下、およびMg:0.21質量%以上0.56質量%以下を含有する、項目1に記載の製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社UACJ
蓋材、包装材
1か月前
株式会社UACJ
金属部材の製造方法
1か月前
株式会社UACJ
未塗装の缶蓋用アルミニウム合金板
27日前
株式会社UACJ
未塗装の缶蓋用アルミニウム合金板
27日前
株式会社UACJ
未塗装の缶蓋用アルミニウム合金板
27日前
株式会社UACJ
未塗装の缶蓋用アルミニウム合金板
27日前
株式会社UACJ
アルミニウム合金箔及びその製造方法
2か月前
株式会社UACJ
金属部材、MEMS装置、容器及びストロー
1か月前
株式会社UACJ
金属部材、MEMS装置、容器及びストロー
1か月前
株式会社UACJ
磁気ディスク用アルミニウム合金板及び磁気ディスク
13日前
UBE株式会社
導電性熱可塑性樹脂組成物及びその製造方法
1か月前
株式会社UACJ
アルミニウム圧延板、アルミニウム部材及びこれらの製造方法
2か月前
株式会社UACJ
アルミニウム合金基板のリサイクル方法、磁気ディスクの製造方法、磁気ディスク及びハードディスクドライブ
1か月前
株式会社UACJ
アルミニウム合金基板のリサイクル方法、磁気ディスクの製造方法、磁気ディスク、およびハードディスクドライブ
1か月前
株式会社UACJ
アルミニウム合金基板のリサイクル方法、磁気ディスクの製造方法、磁気ディスク、およびハードディスクドライブ
1か月前
株式会社UACJ
プレス成型用アルミニウム合金クラッド材の製造方法、プレス成型用アルミニウム合金クラッド材、およびプレス成型品
2か月前
他の特許を見る
 特許ウォッチ
特許ウォッチ