TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064101
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023173580
出願日
2023-10-05
発明の名称
電池の製造方法、電池製造システム
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
弁理士法人深見特許事務所
主分類
H01M
10/04 20060101AFI20250410BHJP(基本的電気素子)
要約
【課題】複数の入れ子を用いた射出成形において積層体(インサート)の歪みを抑制できる電池の製造方法および電池製造システムを提供する。
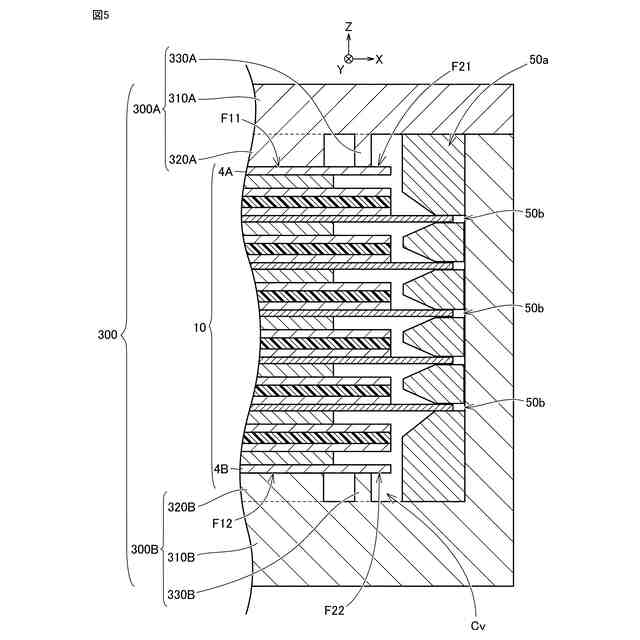
【解決手段】電池の一部を構成する積層体(蓄電モジュール10)をインサートとして射出成形を行う電池の製造方法が、金型300を積層体に取り付けることと、金型300が積層体に取り付けられた状態で射出成形を行うこととを含む。金型は少なくとも1つの突部(突部330Aおよび330B)を有する。積層体の積層方向と直交する方向の端部において積層方向の第1端面(端面F21)および第2端面(端面F22)の少なくとも一方が突部(突部330Aまたは330B)に押さえられた状態で、射出成形により端部の表面に樹脂部が形成される。
【選択図】図5
特許請求の範囲
【請求項1】
電池の一部を構成する積層体をインサートとして射出成形を行う電池の製造方法であって、
金型を前記積層体に取り付けることと、
前記金型が前記積層体に取り付けられた状態で射出成形を行うことと、
を含み、
前記金型は少なくとも1つの突部を有し、
前記積層体の積層方向と直交する方向の端部において前記積層方向の第1端面および第2端面の少なくとも一方が前記突部に押さえられた状態で、前記射出成形により前記端部の表面に樹脂部が形成される、電池の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
前記電池の製造方法は、
周囲にシール材が設けられ、電圧検出端子を有するバイポーラ電極と、セパレータとが積層された前記積層体を形成すること、
をさらに含み、
前記金型を前記積層体に取り付けることは、
前記積層体の形成後、前記積層体の端面溶着を行うことなく、前記電圧検出端子が挿入されるハウジングとともに前記積層体を前記金型に入れること、
を含む、請求項1に記載の電池の製造方法。
【請求項3】
前記バイポーラ電極は、金属箔と、前記金属箔の一方の面に設けられた正極活物質層と、前記金属箔の他方の面に設けられた負極活物質層とをさらに有し、
前記シール材は、第1シール層と、第2シール層と、前記積層方向において前記第1シール層と前記第2シール層との間に位置するスペーサ層とを含み、
前記積層体は、前記第1シール層と前記スペーサ層と前記第2シール層と前記金属箔と前記電圧検出端子とが積層された積層部分を有し、
前記金型は、前記積層部分をその積層方向の一端および他端からそれぞれ押さえる第1保持部および第2保持部をさらに有し、
前記積層体の前記端部は、前記第1シール層、前記スペーサ層、前記第2シール層、および前記電圧検出端子を含み、前記金属箔を含まず、
前記少なくとも1つの突部は、前記第1端面を押さえる第1突部と、前記第2端面を押さえる第2突部とを含み、
前記積層体の前記積層部分が前記第1保持部および前記第2保持部により保持され、かつ、前記積層体の前記端部の前記第1端面および前記第2端面がそれぞれ前記第1突部および前記第2突部に押さえられた状態で、前記射出成形により前記端部の表面に前記樹脂部が形成される、請求項2に記載の電池の製造方法。
【請求項4】
前記少なくとも1つの突部は、150mm以下の間隔で配置されて前記第1端面を押さえる複数の第1突部と、150mm以下の間隔で配置されて前記第2端面を押さえる複数の第2突部とを含み、
前記複数の第1突部と前記複数の第2突部との各々は、円相当径0.5mm以上10mm以下の太さを有するピンである、請求項1に記載の電池の製造方法。
【請求項5】
請求項1~4のいずれか1項に記載の電池の製造方法を実行する電池製造システムであって、
前記電池製造システムは、
前記射出成形のために樹脂を射出するプランジャと、
前記プランジャを制御する制御装置と、
を備え、
前記制御装置は、前記射出成形において、前記金型内に前記樹脂が充填されるように前記プランジャにより前記樹脂を射出した後、前記金型の内圧が0MPa以上5MPa以下になるように前記プランジャにより保圧する、電池製造システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電池の製造方法、および電池製造システムに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特開2023-045564号公報(特許文献1)には、周囲にシール材を有するバイポーラ電極と、セパレータとが積層された電極積層体を用いて製造される電池が開示されている。上記バイポーラ電極は、集電体、正極活物質層、および負極活物質層を含む。
【先行技術文献】
【特許文献】
【0003】
特開2023-045564号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
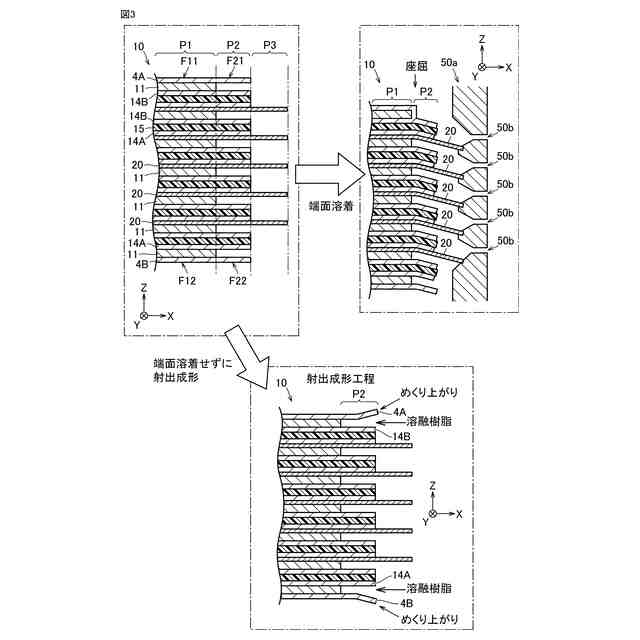
特許文献1に記載される電池を製造する方法としては、電池の枠部(より特定的には、樹脂製の枠部)を形成するために、電池の一部を構成する積層体をインサートとして射出成形を行うことが考えられる。しかしながら、こうした方法では、射出された溶融樹脂が上記積層体の端部に向かって流れる力によって上記積層体の積層方向の終端層がめくり上がりやすくなる。こうした終端層のめくり上がりは、射出成形工程において溶融樹脂の充填を妨げるため、射出成形においてショートおよび/またはボイドの原因になり得る。
【0005】
本開示は、上記課題を解決するためになされたものであり、その目的は、積層体の端部の変形を抑制しつつ積層体の端部の表面に樹脂部を形成することである。
【課題を解決するための手段】
【0006】
本開示の一形態に従うと、電池の一部を構成する積層体をインサートとして射出成形を行う電池の製造方法が提供される。この方法は、金型を積層体に取り付けることと、金型が積層体に取り付けられた状態で射出成形を行うこととを含む。金型は少なくとも1つの突部を有する。積層体の積層方向と直交する方向の端部において積層方向の第1端面および第2端面の少なくとも一方が突部に押さえられた状態で、射出成形により端部の表面に樹脂部が形成される。
【0007】
本開示の別の形態によれば、上記電池の製造方法を実行するシステムが提供される。
【発明の効果】
【0008】
本開示によれば、積層体の端部の変形を抑制しつつ積層体の端部の表面に樹脂部を形成できる電池の製造方法および電池製造システムを提供することが可能になる。
【図面の簡単な説明】
【0009】
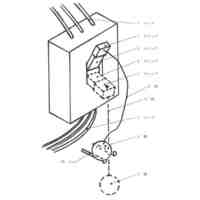
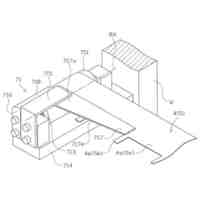
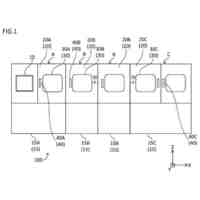
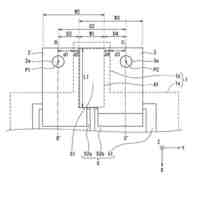
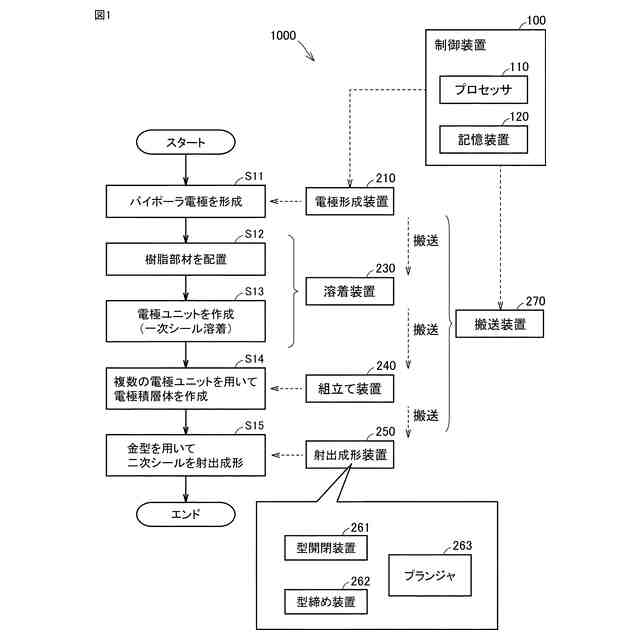
本開示の実施の形態に係る電池製造システムおよび電池の製造方法を示す図である。
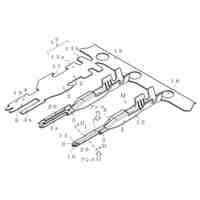
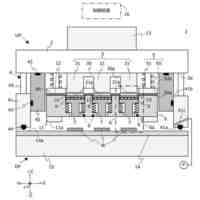
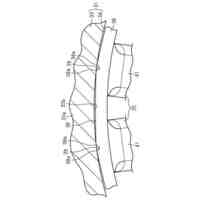
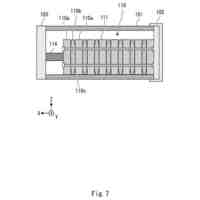
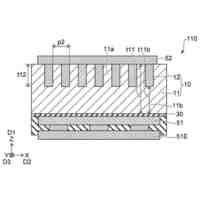
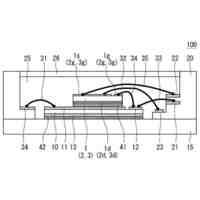
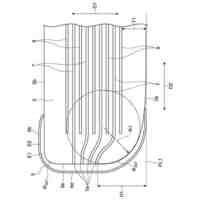
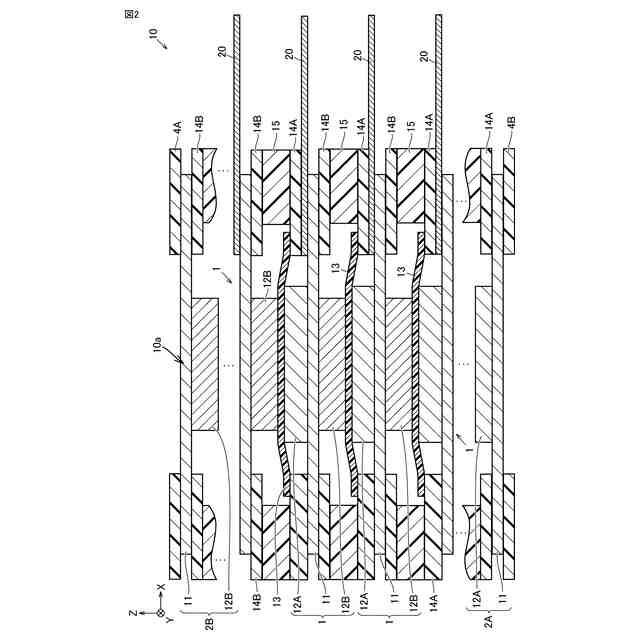
図1に示した方法で使用されるインサートの構成を示す断面図である。
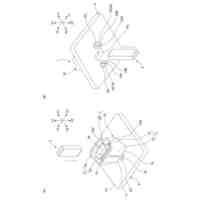
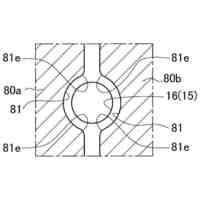
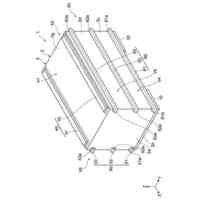
図2に示したインサート(積層体)の端部を示す図である。
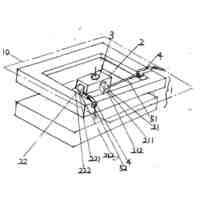
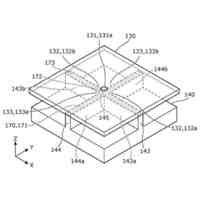
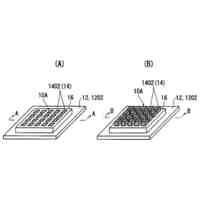
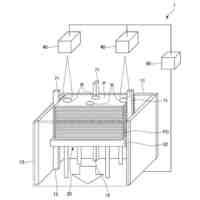
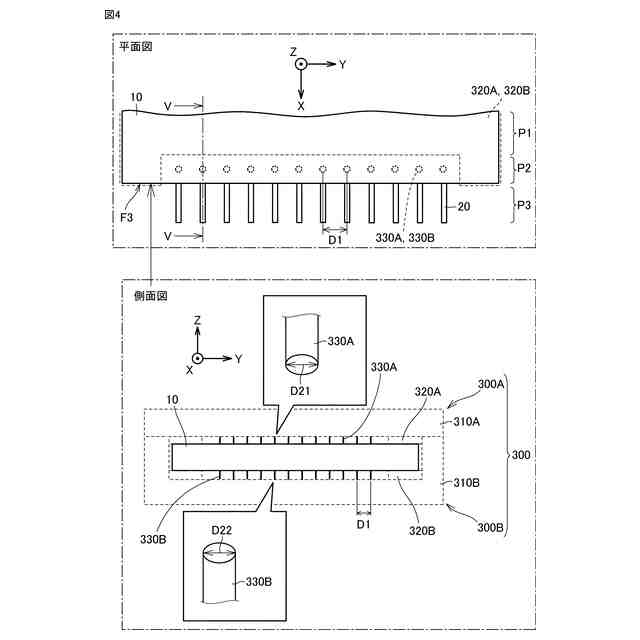
図1に示した方法で使用される金型を示す図である。
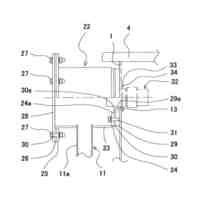
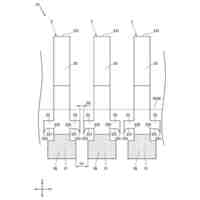
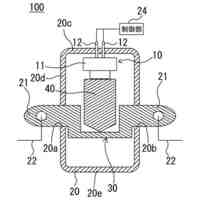
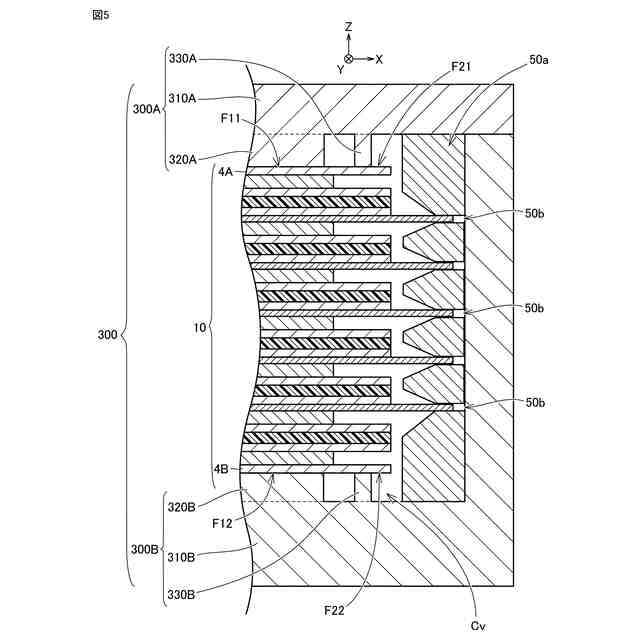
図4中のV-V断面図である。
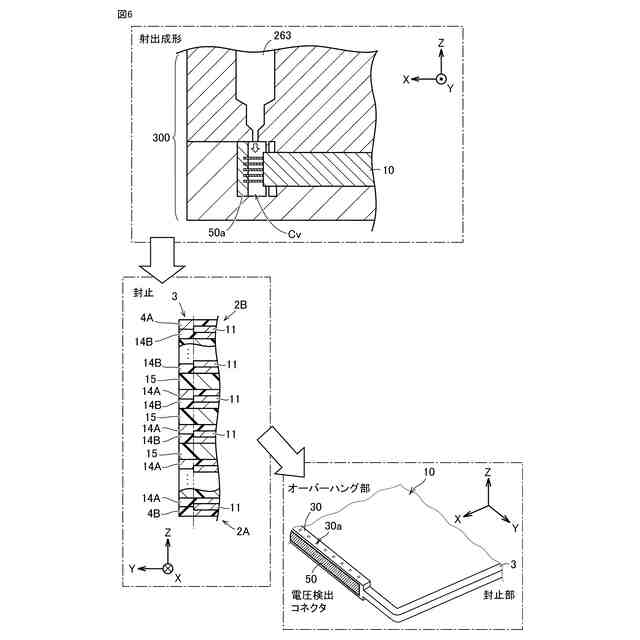
図1に示した射出成形工程について説明するための図である。
【発明を実施するための形態】
【0010】
本開示の実施の形態について、図面を参照しながら詳細に説明する。図中、同一または相当部分には同一符号を付してその説明は繰り返さない。以下で用いられる各図において、互いに直交するX軸、Y軸、およびZ軸のうち、X軸は電池の第1面内方向(例えば、幅方向)、Y軸は電池の第2面内方向(例えば、長さ方向)、Z軸は電池の厚み方向を示している。以下、X軸、Y軸、Z軸の矢印が指し示す方向には「+」を、その反対の方向には「-」を付けて表す。板状の部材(又は、その積層体)の2つの主面(表裏面)に関しては、+Z方向の面を「第1面」、-Z方向の面を「第2面」と称する場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
雄端子
13日前
個人
後付地震遮断機
17日前
個人
超精密位置決め機構
18日前
愛知電機株式会社
電力機器
10日前
東レ株式会社
積層多孔質膜
21日前
CKD株式会社
巻回装置
20日前
日機装株式会社
加圧装置
5日前
ヒロセ電機株式会社
端子
10日前
ローム株式会社
半導体装置
5日前
三菱電機株式会社
回路遮断器
6日前
住友電装株式会社
端子
12日前
株式会社GSユアサ
蓄電装置
今日
株式会社GSユアサ
蓄電装置
24日前
株式会社GSユアサ
蓄電装置
今日
日本特殊陶業株式会社
保持装置
20日前
日本化薬株式会社
電流遮断装置
18日前
トヨタ自動車株式会社
蓄電装置
3日前
ダイハツ工業株式会社
固定治具
27日前
日本特殊陶業株式会社
保持装置
25日前
日新イオン機器株式会社
イオン注入装置
5日前
住友電装株式会社
コネクタ
12日前
ローム株式会社
半導体装置
今日
TOWA株式会社
製造装置
25日前
株式会社村田製作所
アンテナ装置
19日前
株式会社東芝
回路素子
19日前
個人
“hi-light surf.”
26日前
三菱自動車工業株式会社
放熱構造
5日前
愛知電機株式会社
負荷時タップ切換装置
今日
富士電機株式会社
半導体装置
12日前
三菱電機株式会社
半導体装置
20日前
TDK株式会社
電子部品
26日前
住友電装株式会社
中継コネクタ
今日
日本バイリーン株式会社
負極部材および電池
20日前
TDK株式会社
電子部品
20日前
本田技研工業株式会社
積層装置
17日前
TDK株式会社
電子部品
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ