TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025028355
公報種別
公開特許公報(A)
公開日
2025-02-28
出願番号
2024225515,2021034538
出願日
2024-12-20,2021-03-04
発明の名称
形状測定方法及び形状測定機
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
G01B
11/30 20060101AFI20250220BHJP(測定;試験)
要約
【課題】スティッチング処理により形状測定データのつなぎ合わせを行う場合に、スティッチング処理誤差を補正した合成データを生成可能な形状測定方法及び形状測定機を提供する。
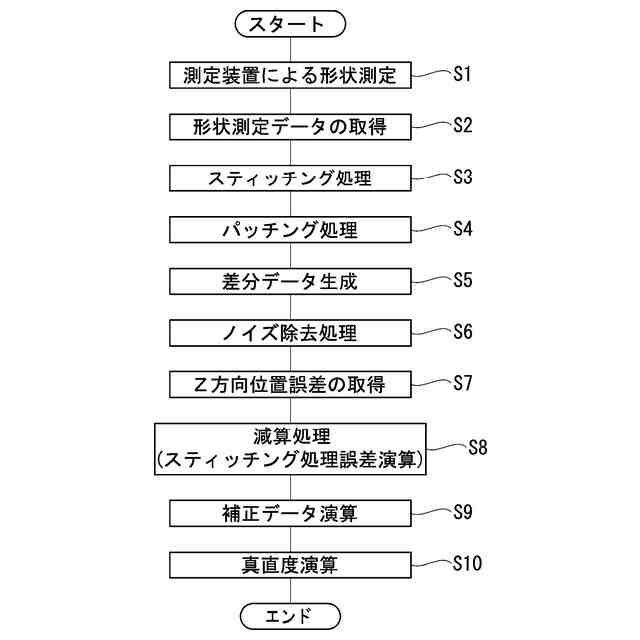
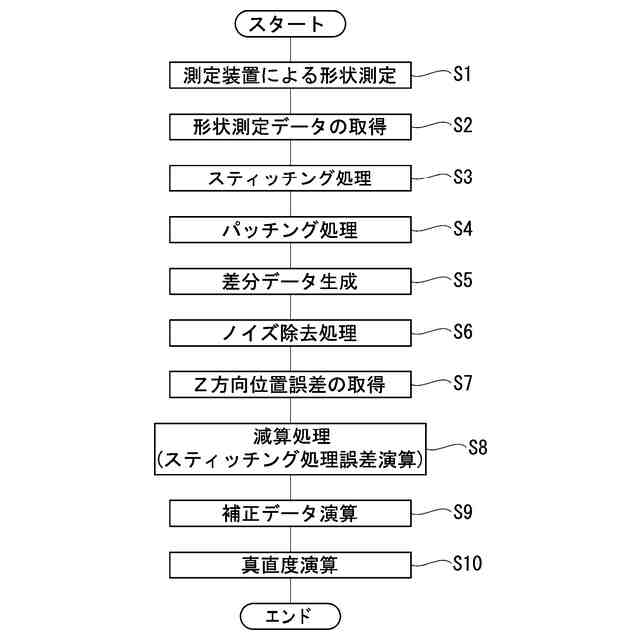
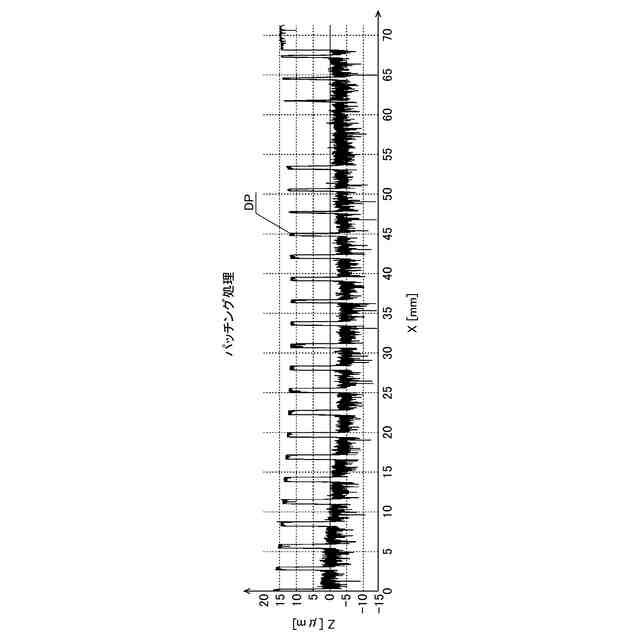
【解決手段】複数の形状測定データをスティッチング処理によりつなぎ合わせて第1合成データを生成する第1合成データ生成ステップと、複数の形状測定データをパッチング処理によりつなぎ合わせて第2合成データを生成する第2合成データ生成ステップと、第1合成データと第2合成データとの差分データに基づいて、第1合成データを補正する補正ステップと、を有する。
【選択図】図6
特許請求の範囲
【請求項1】
被測定面の形状を非接触で測定する測定装置に対して、前記被測定面を前記測定装置の測定光軸に垂直な方向に相対移動させながら、前記測定装置により連続的に測定された複数の形状測定データであって且つ互いに隣り合う前記形状測定データ同士の測定範囲が一部重複している複数の形状測定データを取得するデータ取得ステップと、
前記データ取得ステップで取得された複数の形状測定データを、スティッチング処理によりつなぎ合わせて第1合成データを生成する第1合成データ生成ステップと、
前記データ取得ステップで取得された複数の形状測定データを、パッチング処理によりつなぎ合わせて第2合成データを生成する第2合成データ生成ステップと、
前記第1合成データと前記第2合成データとの差分データに基づいて、前記第1合成データを補正する補正ステップと、
を有する形状測定方法。
続きを表示(約 380 文字)
【請求項2】
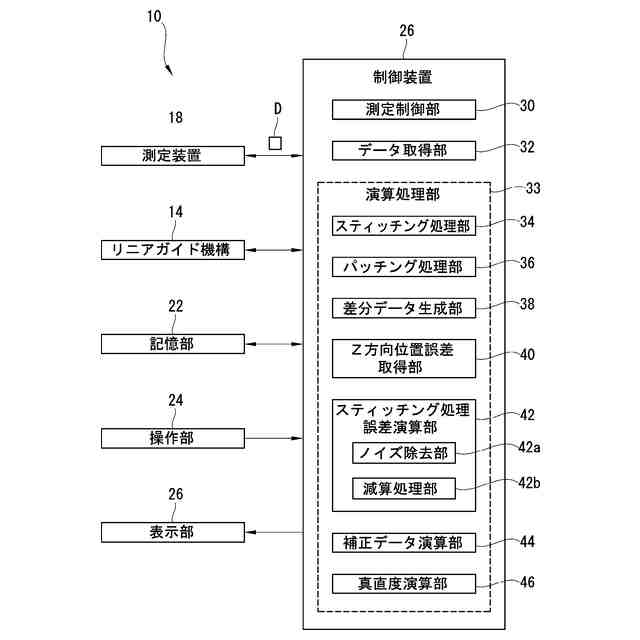
被測定面の形状を非接触で測定する測定装置に対して、前記被測定面を前記測定装置の測定光軸に垂直な方向に相対移動させながら、前記測定装置により連続的に測定された複数の形状測定データであって且つ互いに隣り合う前記形状測定データ同士の測定範囲が一部重複している複数の形状測定データを取得するデータ取得部と、
前記データ取得部が取得した複数の形状測定データを、スティッチング処理によりつなぎ合わせて第1合成データを生成する第1合成データ生成部と、
前記データ取得部が取得した複数の形状測定データを、パッチング処理によりつなぎ合わせて第2合成データを生成する第2合成データ生成部と、
前記第1合成データと前記第2合成データとの差分データに基づいて、前記第1合成データを補正する補正部と、
を備える形状測定機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被測定面の形状を非接触で測定する形状測定方法及び形状測定機に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
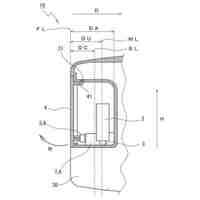
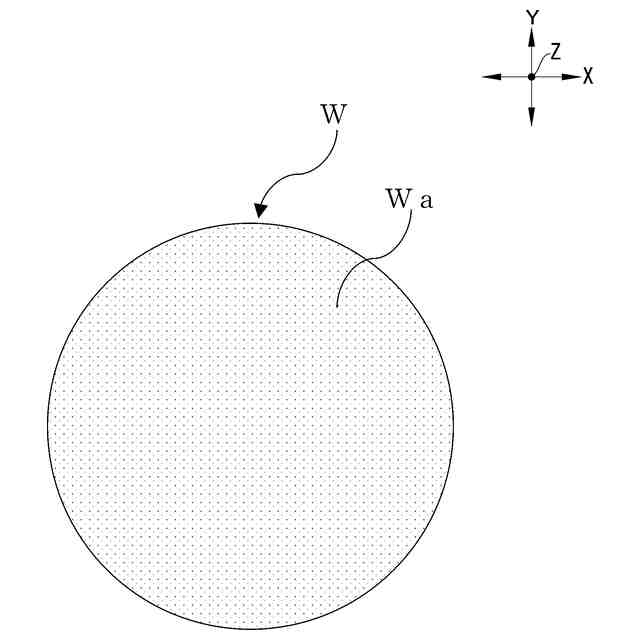
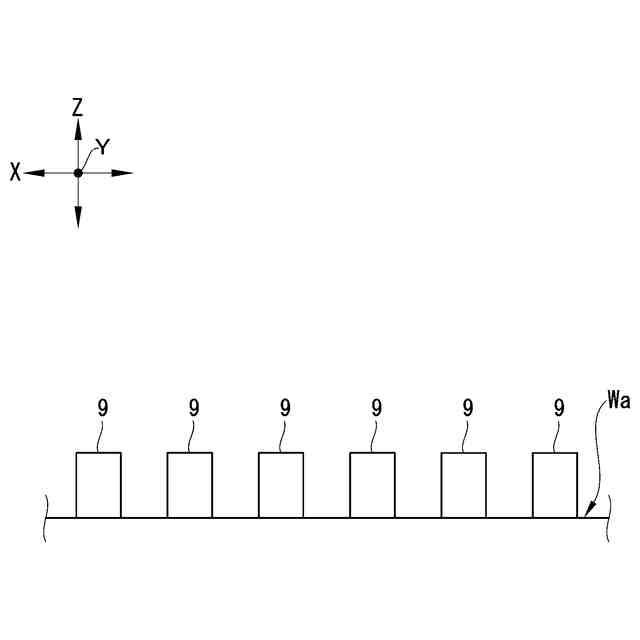
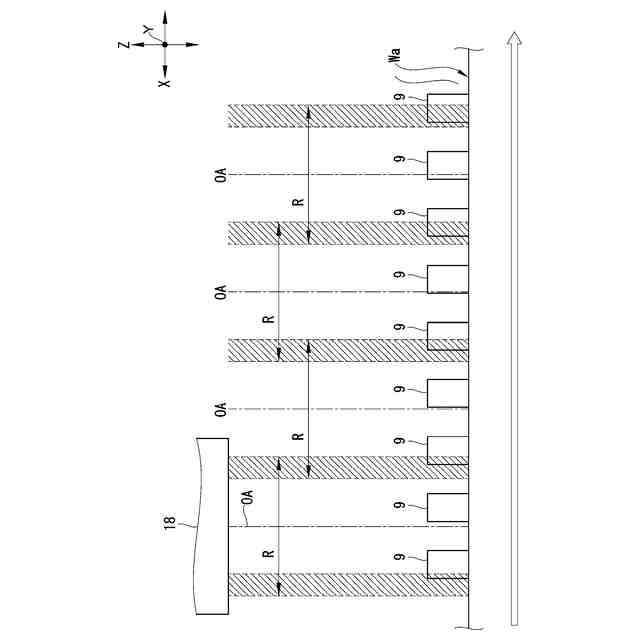
ウェーハを保持するチャックとして、エンボス加工が施されたウェーハ保持面(被測定面)を有し、このウェーハ保持面に電気的な力でウェーハを保持する静電チャックが知られている(特許文献1参照)。このような静電チャックでは、ウェーハ保持面に多数形成されているエンボスの上面の真直度が一定基準を満たすことが要求されている。このため、静電チャックの製造メーカ或いは半導体の製造設備では、各エンボスの上面の真直度の測定を行う。具体的には、各種被測定面の形状を測定可能な測定装置を用いてウェーハ保持面の形状を測定し、この形状測定結果からエンボスの上面の測定結果のみを抜き出すことで真直度の測定を行う。
【0003】
例えば、測定装置が特許文献2に記載の表面粗さ測定機のような接触式である場合、測定装置の触針を静電チャックのウェーハ保持面に接触させた状態で、触針をウェーハ保持面に沿って移動させる。これにより、複数のエンボスの上面を横断するように触針がウェーハ保持面を走査することで、各エンボスの上面の真直度測定結果が得られる。
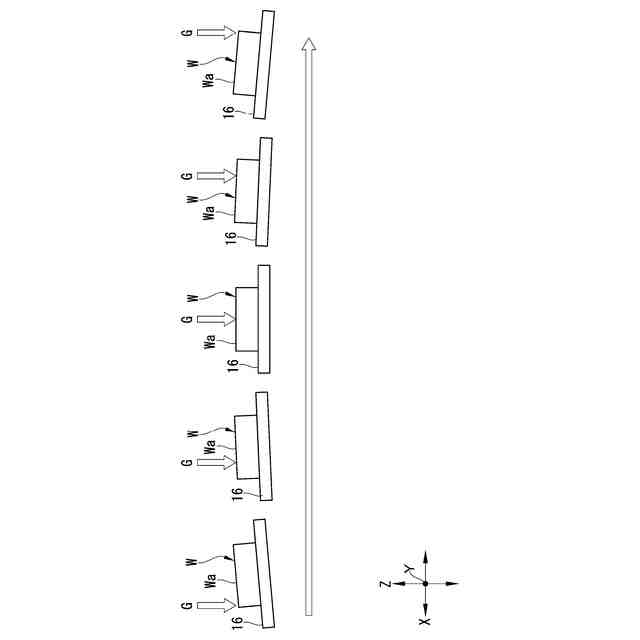
【0004】
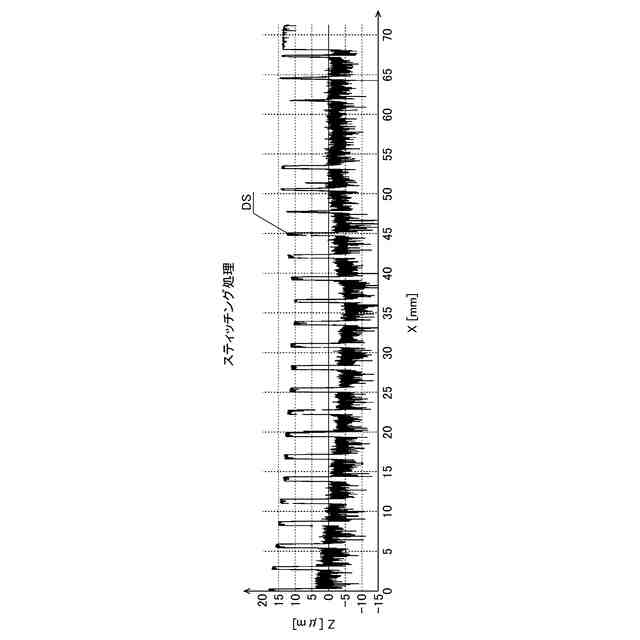
また、測定装置が白色干渉顕微鏡及びレーザ共焦点顕微鏡等のような非接触式である場合には、測定装置の測定範囲(観察視野)に制限がある。このため、測定装置及びウェーハ保持面の一方を他方に対して、測定装置の測定光軸に垂直な方向に相対移動させながら測定装置によるウェーハ保持面の形状測定を連続的に行って、複数の形状測定データを得る。そして、各形状測定データをスティッチング処理によりつなぎ合わせることで、真直度の評価が可能な長さの合成データを生成する(非特許文献1参照)。これにより、合成データに基づき、各エンボスの上面の真直度測定結果が得られる。
【先行技術文献】
【特許文献】
【0005】
特開2018-14515号公報
特許第6458335号公報
【非特許文献】
【0006】
近似参照形状を用いたスティッチ・アルゴリズムの開発:根岸真人など、精密工学会誌, 81, 6(2015) 555.
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、エンボスは、その直径が200μmから1mmで且つその高さが10μm~20μm程度の微小突起である。このため、上記特許文献2に記載の接触式の測定装置では、エンボスの上面に触針を十分に接触させられない場合もあり、各エンボスの上面の真直度測定が困難である。
【0008】
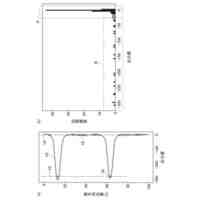
一方、非接触式の測定装置では、エンボスのような微細な形状でも問題なく測定することができる。しかしながら、上記非特許文献1に記載のスティッチング処理で各形状測定データをつなぎ合わせた場合に、そのつなぎ合わせ部分に誤差成分(スティッチング処理誤差)が発生するため、合成データから各エンボスの上面の正確な真直度測定結果が得られないおそれがある。
【0009】
本発明はこのような事情に鑑みてなされたものであり、スティッチング処理により形状測定データのつなぎ合わせを行う場合に、スティッチング処理誤差を補正した合成データを生成可能な形状測定方法及び形状測定機を提供することを目的とする。
【課題を解決するための手段】
【0010】
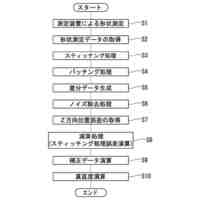
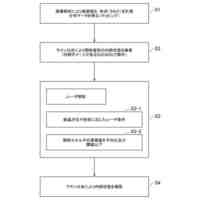
本発明の目的を達成するための形状測定方法は、被測定面の形状を非接触で測定する測定装置に対して、被測定面を測定装置の測定光軸に垂直な方向に相対移動させながら、測定装置により連続的に測定された複数の形状測定データであって且つ連続する前後の形状測定データの測定範囲が一部重複している複数の形状測定データを取得するデータ取得ステップと、データ取得ステップで取得された複数の形状測定データを、スティッチング処理によりつなぎ合わせて第1合成データを生成する第1合成データ生成ステップと、データ取得ステップで取得された複数の形状測定データを、パッチング処理によりつなぎ合わせて第2合成データを生成する第2合成データ生成ステップと、第1合成データと第2合成データとの差分データを生成する差分データ生成ステップと、差分データから、スティッチング処理による形状測定データのつなぎ合わせで発生する第1誤差を演算する第1誤差演算ステップと、第1合成データから第1誤差を減算して第1合成データの補正データを演算する補正データ演算ステップと、を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
コントローラ
今日
株式会社東京精密
形状測定方法及び形状測定機
12日前
株式会社東京精密
シリコンウエハの表面改質方法
19日前
株式会社東京精密
塗布状況検出方法及び塗布状況検出装置
14日前
株式会社東京精密
ツールホルダの装着状態検出方法及びツールホルダが装着される工作機械
7日前
他の特許を見る

 特許ウォッチ
特許ウォッチ