TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025029053
公報種別
公開特許公報(A)
公開日
2025-03-05
出願番号
2024209235,2021049580
出願日
2024-12-02,2021-03-24
発明の名称
ツールホルダの装着状態検出方法及びツールホルダが装着される工作機械
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
B23Q
17/00 20060101AFI20250226BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ATC(自動工具交換装置)を用いて工具を自動的に交換する際に、ツールホルダが工作機械の主軸に適正な状態で装着されたことを確実に検出する。
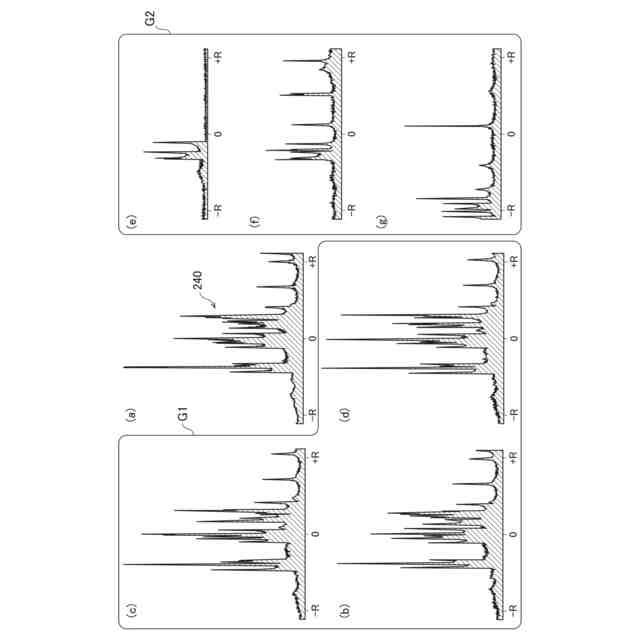
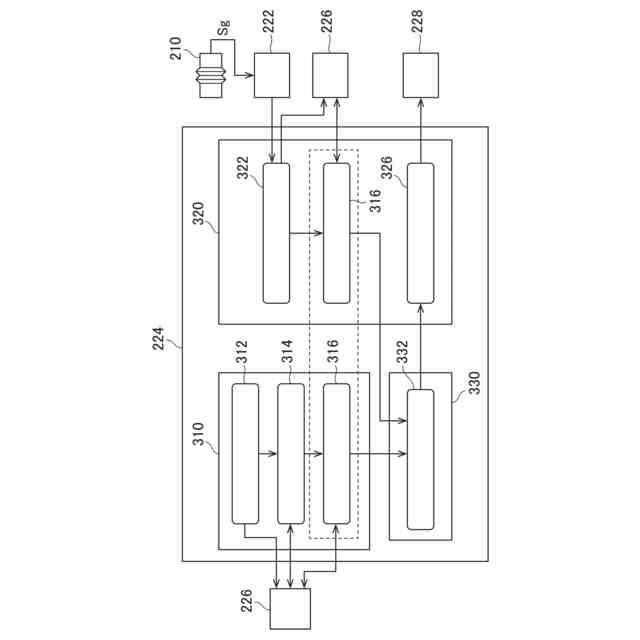
【解決手段】工作機械は自動工具交換装置を備え、主軸に交換可能に取り付けられるツールホルダと前記主軸の間の距離を検出する変位センサを前記主軸の近傍に設けられている。変位センサが検出したツールホルダの外周部との距離の変化のデータから、主軸の軸方向ごとのヒストグラムに変換作成する演算部と、主軸とツールホルダについての、正常装着状態と少なくとも1つの異常装着状態のヒストグラムを有するヒストグラム群を作成し、マスタデータとして記憶する前処理部と、前処理部に記憶されたマスタデータに基づいて演算部で作成したヒストグラムが示す装着状態の正常または異常を判定する判定部とを有する演算装置を設けた。
【選択図】図3
特許請求の範囲
【請求項1】
主軸に装着されたツールホルダの装着状態を判定する判定部を備え、
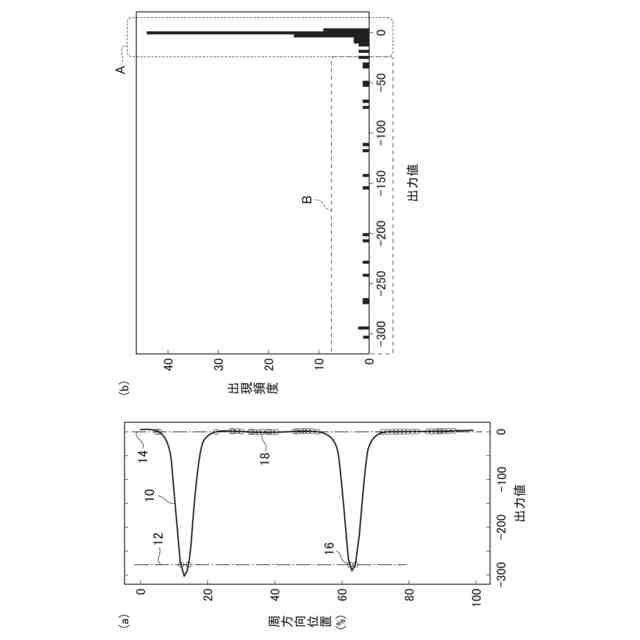
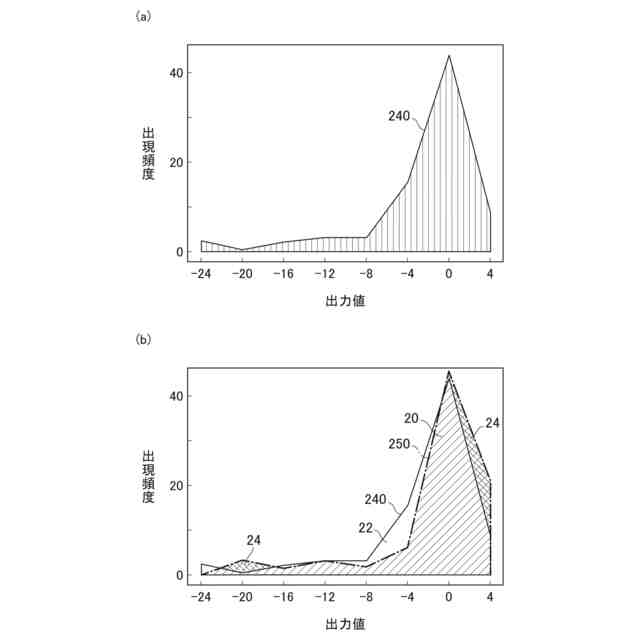
前記判定部は、変位センサにより測定された前記ツールホルダの周方向位置と、前記周方向位置における前記変位センサの出力値とにより構成されたデータから生成される、前記出力値の出現頻度を表すヒストグラムに基づき、前記装着状態を判定する機械学習モデルを備える、工作機械。
続きを表示(約 200 文字)
【請求項2】
前記機械学習モデルは、予め取得されたヒストグラム群に対して前記装着状態のラベルが付されたデータに基づく教師あり学習によって生成される、請求項1に記載の工作機械。
【請求項3】
更に、データ登録部を備え、
前記データ登録部は、前記判定部により装着異常と判定されたときの前記ヒストグラムを、前記ヒストグラム群に追加する、請求項1又は2に記載の工作機械。
発明の詳細な説明
【技術分野】
【0001】
本発明は、NC工作機械等におけるツールホルダの装着状態を検出する方法及びツールホルダが装着される工作機械に係り、特に自動工具交換装置(ATC)を有する工作機械に好適なツールホルダの装着状態検出方法及びツールホルダが装着される工作機械に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
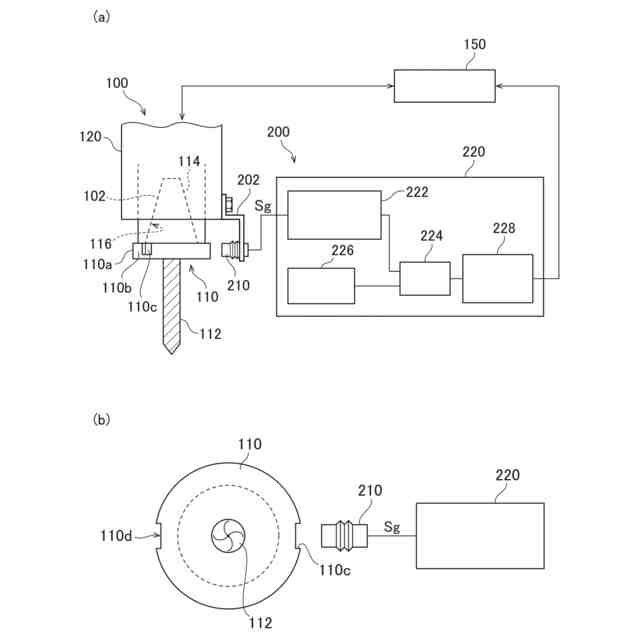
自動工具交換装置(ATC)を備えるNC工作機械やマシニングセンタでは、被加工物に対する加工内容に応じて、工具を自動で交換する。この工具交換はあらかじめNC加工機械やマシニングセンタにプログラミングされており、ATC内の所定位置に保管された工具が取り付けられたツールホルダを、プログラムに応じて工作機械の主軸に装着する。これらは人手を介さずに自動で実行されるので、工作機械の主軸の近傍には、ツールホルダが主軸に適正に装着されたか否かを検出する検出手段が設けられている。
【0003】
例えば特許文献1に記載の工作機械では、主軸とツールホルダの間に切屑等の異物の挟み込みがあったときに、ツールホルダの傾きを安価なセンサを用いて高精度に検出できるようにしている。具体的には、ツールホルダのフランジ部の側面に、渦電流センサの側面に対して斜めに対向して、渦電流センサを配置する。主軸を回転させ、ツールホルダのフランジ部と渦電流センサのヘッド部との相対位置が変化して生じる渦電流センサの出力の変化に基づいて、ツールホルダの傾きを検出する。
【0004】
ツールホルダの装着状態を検出する方法の他の従来例が、特許文献2に記載されている。この公報に記載の工作機械は、ツールホルダのクランプ時の偏心量を自動的に測定して、クランプ異常を検出できるように構成されている。すなわち、工作機械の主軸台は主軸を回転自在に支持し、主軸には自動工具交換装置によりツールホルダが装着される。ツールホルダはフランジを有し、フランジに対向する位置にツールホルダの偏心検出装置が配設されている。偏心検出装置は渦電流式センサヘッドを有し、非接触でツールホルダのフランジとの間距離を測定し、測定した距離の変化が大きい時には、ツールホルダが偏心してクランプされているとして、クランプ異常と判断する。
【0005】
ツールホルダの装着状態を検出する方法のさらに他の従来例が、特許文献3に記載されている。この公報に記載の工作機械では、工具が取り付けられたツールホルダを主軸に装着し、主軸を回転駆動してワークを加工するが、その際ツールホルダのフランジ外周面の変位をセンサが測定し、データ処理装置が、測定したデータをフーリエ解析し、解析結果のパワースペクトル形状から、ツールホルダの主軸への装着状態の異常を判定している。
【0006】
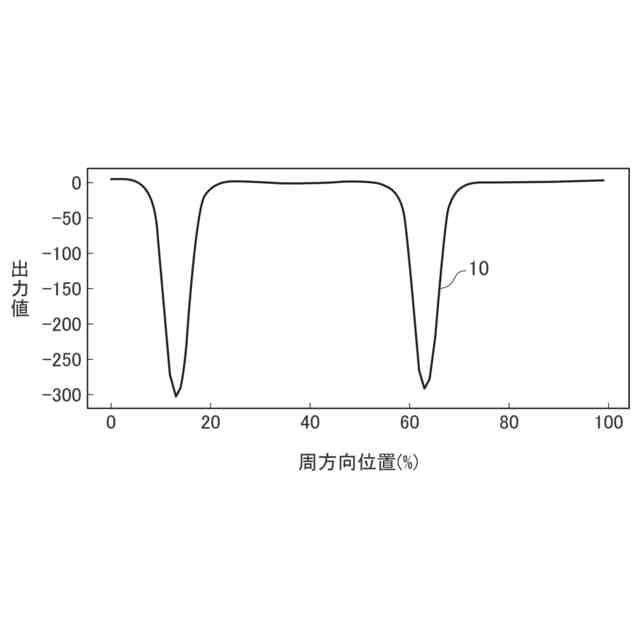
なお、汎用のツールホルダでは周方向の対称位置に取り外し用の切り欠き部が形成されているので、上記何れの方法を用いる場合でも、測定結果はこの切り欠き部で断絶する。この不具合を解消するために、特許文献4には測定結果から無効なデータ部分を決定し、その無効部分を補間することが記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2007-260885号公報
特開2002-331442号公報
特開2004-276145号公報
特開2008-93750号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記各特許文献に記載のように、人手を介さずにATCを用いて工具交換する場合には、ツールホルダと主軸の間に工作機械が置かれた環境に残存する切屑が噛み込み、ツールホルダが傾いておよび/または偏心して主軸に取り付けられる虞れがある。この不具合を解消するために、主軸の近傍に何らかのセンサを設けて工作機械の主軸にツールホルダが正常に装着されたことを確認することが求められる。
【0009】
特許文献1に記載の工作機械では、渦電流センサを主軸またはツールホルダに対して斜めに配置させるために、ATCによる工具交換の作業と干渉しないように渦電流センサを設ける必要があり、渦電流センサの設定位置が制限される。また、渦電流センサの感度を上げるためにはセンサをツールホルダにできるだけ近づける必要があるが、ツールホルダには一般的に切り欠きが設けられているので、センサをツールホルダに近づければ近づけるほど切り欠き部の影響が測定データに含まれることになり、この影響を除去する必要がある。
【0010】
特許文献2、3に記載の工作機械では、渦電流センサをツールホルダの側面にほぼ水平に対向して配置している点で特許文献1とは相違する。しかし、その他の構成は同様であり、やはりツールホルダに形成される切り欠き部の影響を除去する必要があると思われるが、特許文献2では切り欠き部の影響を除去することについての開示はない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ