TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016736
公報種別
公開特許公報(A)
公開日
2025-02-04
出願番号
2024194451,2023126340
出願日
2024-11-06,2019-09-17
発明の名称
多段鍛造プロセス
出願人
カーステン マニュファクチュアリング コーポレーション
代理人
弁理士法人 快友国際特許事務所
主分類
A63B
53/04 20150101AFI20250128BHJP(スポーツ;ゲーム;娯楽)
要約
【課題】キャビティを含むアイアンは、これらの進歩した幾何学的形状を得るために、鋳造又は共鋳造される。単一の材料ブロックからキャビティを有するクラブヘッドを作製するために、切削技術が使用されるが、これは高価でタイムリーなプロセスである。さらに、鍛造技術は、しばしば、材料の一体ブロックから形成されるアイアンゴルフクラブヘッドを作製するために使用される。鍛造は切削加工よりも安価かつ迅速であるが、得られる幾何学的形状は限られている。現在の産業技術では、任意の種類のキャビティを有する鍛造アイアン型クラブヘッドを迅速かつ安価に作製することは困難である。鋳造されたキャビティを有するゴルフクラブヘッドに対する技術的ニーズがある。
【解決手段】キャビティを有するアイアン型ゴルフクラブヘッドの製造方法。他の実施形態が開示される。
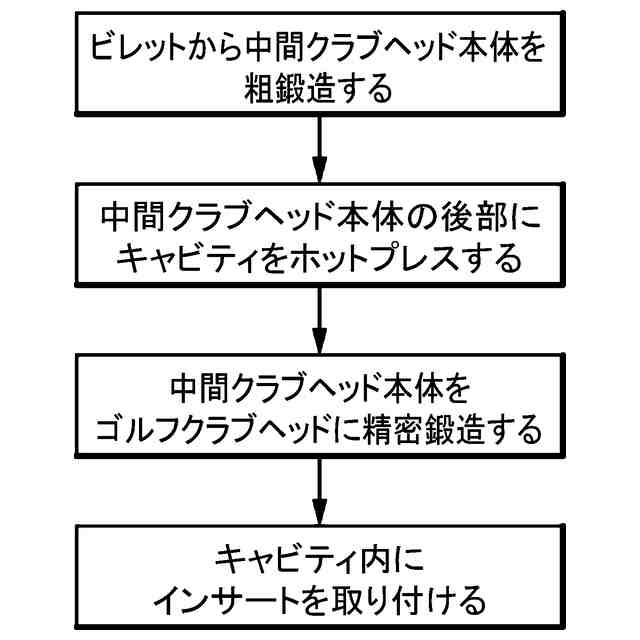
【選択図】図1
特許請求の範囲
【請求項1】
ゴルフクラブヘッドを製造する方法であって、
少なくとも1つの材料のビレットの提供する工程と、
鍛造によってビレットを中間クラブヘッド本体に形成する工程であって、
ここで、前記中間ボディは、ソールと、トップレールと、打撃フェースと、打撃フェースの背面壁と、後部と、を備えており、
ここで、前記本体の前記後部は、上縁と、非線形外周と、を有し、
ここで、前記打撃フェースは、上側領域と、下側領域と、を有し、
ここで、前記打撃フェースの前記上側領域と前記下側領域は、交差面によって分割され、
ここで、前記交差面は、前記打撃フェースの前記下側領域に垂直であり、
ここで、前記打撃フェースは、クリアランス角度で形成され、
ここで、前記クリアランス角度は、前記打撃フェースの前記上側領域から前記交差面までで測定され、
ここで、前記打撃フェースの前記クリアランス角度は、5°~35°の間である、中間クラブヘッド本体に形成する工程と、
ホットプレスによって前記本体の前記後部にキャビティを形成する工程と、
鍛造によって前記打撃フェースを最終角度に曲げる工程であって、これにより、前記打撃フェースをゴルフボールに衝突させるために配置された実質的な平面にし、キャビティを有するゴルフクラブヘッドを形成する、曲げる工程と、を備えており、
前記最終角度は90°である、ゴルフクラブヘッドの製造方法。
続きを表示(約 980 文字)
【請求項2】
前記ゴルフクラブヘッドが、ソールと、トップレールと、打撃フェースと、前記打撃フェースの背面壁と、トウ端と、ヒール端と、後部と、を備えており、
前記本体の前記後部は、上縁と、非線形外周と、を有し、
前記打撃フェースは、ヒール端と、トウ端と、上側領域と、下側領域と、を有し、
前記打撃フェースの前記上側領域と前記下側領域は、交差面によって分割され、
前記交差面は、前記打撃フェースの前記下側領域に垂直である、請求項1に記載のゴルフクラブヘッドの製造方法。
【請求項3】
前記交差面は、前記打撃フェースの前記下側領域と打撃面に垂直である、請求項1に記載のゴルフクラブヘッドの製造方法。
【請求項4】
前記交差面が、前記クラブヘッドの高さの約40~50%で前記ゴルフクラブヘッドと交差し、
前記クラブヘッドの高さは、前記ゴルフクラブヘッドの前記ソールから前記ゴルフクラブヘッドの前記トップレールまでで測定される、請求項1に記載のゴルフクラブヘッドの製造方法。
【請求項5】
前記ホットプレス段階によって形成される前記キャビティは、0.2立方インチ~0.4立方インチの範囲の容積を有する、請求項1に記載のゴルフクラブヘッドの製造方法。
【請求項6】
前記キャビティ内にインサートを固定する工程、をさらに備える、請求項1に記載のゴルフクラブヘッドの製造方法。
【請求項7】
前記インサートは、接着、圧入、機械的締結または前記インサートを固定する任意の他の適切な方法によって、前記キャビティ内に固定され得る、請求項6に記載のゴルフクラブヘッドの製造方法。
【請求項8】
前記インサートによって占有されるキャビティの割合は、95%~100%の範囲である、請求項7に記載のゴルフクラブヘッドの製造方法。
【請求項9】
前記ゴルフクラブヘッドが、19°~60°のロフト角を有する、請求項1に記載のゴルフクラブヘッドの製造方法。
【請求項10】
前記ビレットは、他の材料をモノリシックに包み込んでいない、請求項1に記載のゴルフクラブヘッドの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
(関連出願の相互参照)
本出願は、2018年9月17日に出願された米国仮特許出願第62/732,438号の利益を主張し、これらの全ての内容は参照により本明細書中に完全に組み込まれる。
続きを表示(約 880 文字)
【0002】
本開示は、一般にゴルフクラブに関し、より詳細には、キャビティを有する鍛造アイアンの製造方法に関する。
【背景技術】
【0003】
一般に、アイアン型ゴルフクラブヘッドは、鋳造、共鋳造、金属射出成形、機械切削加工及び鍛造のような種々の方法によって製造することができる。多くのアイアン型ゴルフクラブヘッドは、ゴルフクラブヘッドがゴルフボールを打つときにゴルフクラブヘッドの性能特徴を調整するためのキャビティ又は充填特徴を含む。しばしば、キャビティを含むアイアンは、これらの進歩した幾何学的形状を得るために、鋳造又は共鋳造される。単一の材料ブロックからキャビティを有するクラブヘッドを作製するために、切削技術が使用されるが、これは高価でタイムリーなプロセスである。さらに、鍛造技術は、しばしば、材料の一体ブロックから形成されるアイアンゴルフクラブヘッドを作製するために使用される。鍛造は切削加工よりも安価かつ迅速であるが、得られる幾何学的形状は限られている。現在の産業技術では、任意の種類のキャビティを有する鍛造アイアン型クラブヘッドを迅速かつ安価に作製することは困難である。鋳造されたキャビティを有するゴルフクラブヘッドに対する技術的ニーズがある。
【図面の簡単な説明】
【0004】
実施形態のさらなる説明を容易にするために、以下の図面が提供される。
【0005】
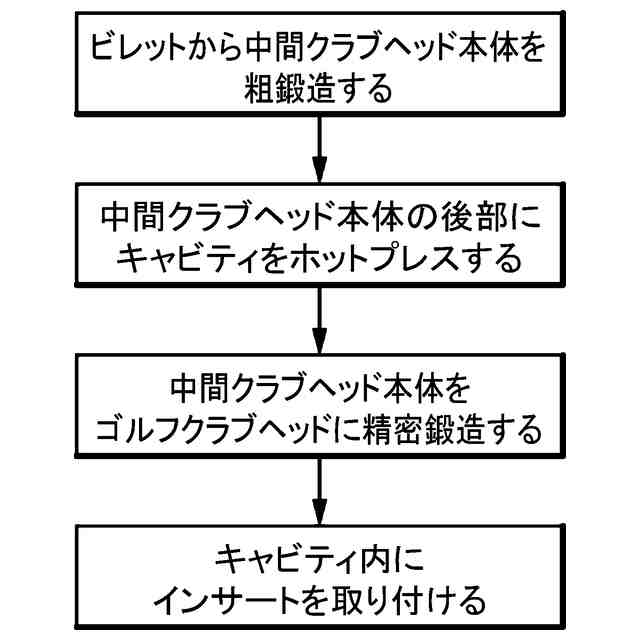
例示的なゴルフクラブヘッドを製造することができる一実施形態のフロー図を示す。
【0006】
鍛造方法の第1段階の断面図を示す。
【0007】
鍛造方法の第2段階の断面図を示す。
【0008】
鍛造方法の第3段階の断面図を示す。
【0009】
キャビティを有する最終的なゴルフクラブヘッドを示す。
【0010】
本開示の他の態様は、詳細な説明及び添付の図面を考慮することによって明らかになるであろう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
フィギュア
21日前
個人
盤上遊戯具
17日前
個人
玩具
11日前
個人
球技用ベース
2か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社高尾
遊技機
26日前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
株式会社三共
遊技機
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ