TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025012610
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023115555
出願日
2023-07-14
発明の名称
固形パーソナルケア製品の製造方法
出願人
花王株式会社
代理人
弁理士法人南青山国際特許事務所
主分類
B05D
3/00 20060101AFI20250117BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】良品率を向上しつつ成形サイクルの増大を抑えることに関する。
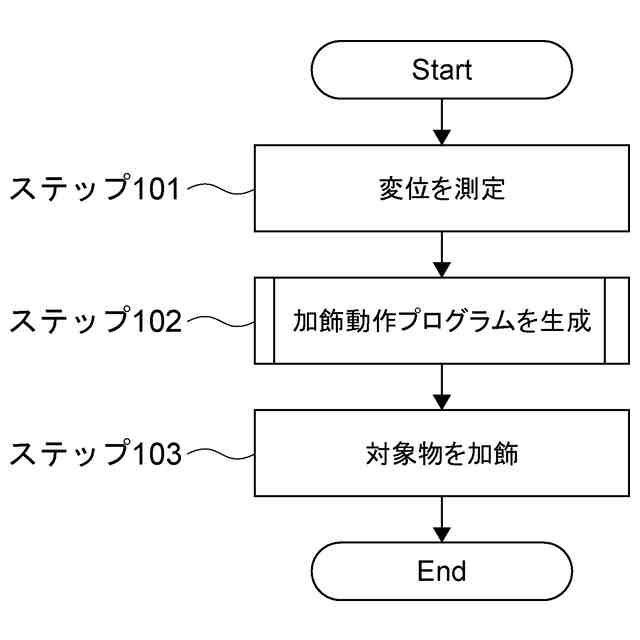
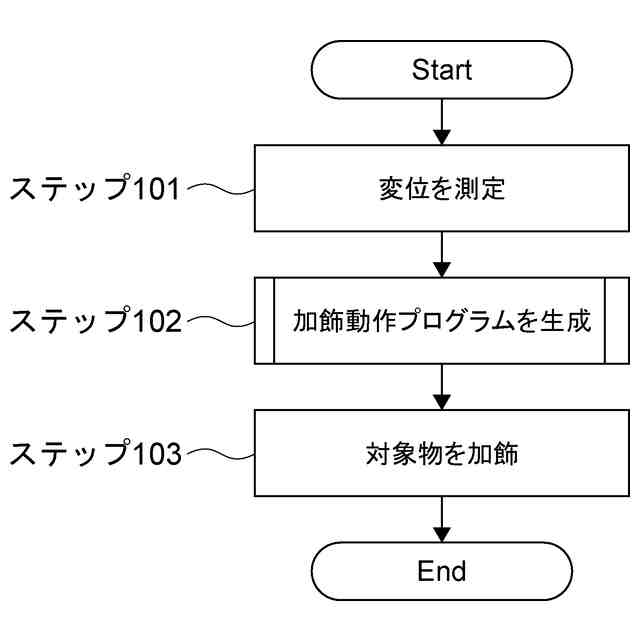
【解決手段】固形パーソナルケア製品の製造方法は、対象物の表面の変位を測定し、前記対象物の表面の変位に基づいて、前記対象物と加飾機構とを相対的に移動させて前記対象物を加飾する加飾動作の実行プログラムを生成し、前記実行プログラムに基づいて、前記加飾機構により前記対象物を加飾する。
【選択図】図9
特許請求の範囲
【請求項1】
固形パーソナルケア製品の製造方法であって、
対象物の表面の変位を測定する測定工程と、
前記対象物の表面の変位に基づいて、前記対象物と加飾機構とを相対的に移動させて前記対象物を加飾する加飾動作の実行プログラムを生成する加飾動作生成工程と、
前記実行プログラムに基づいて、前記加飾機構により前記対象物を加飾する加飾工程と
を有する固形パーソナルケア製品の製造方法。
続きを表示(約 1,500 文字)
【請求項2】
前記対象物の表面の変位は、前記対象物の表面上の複数の測定点における高さ位置と基準位置とのずれ量であり、
前記測定工程は、前記複数の測定点における前記高さ位置の測定結果を読み込み、前記測定結果と前記基準位置とに基づいて、前記対象物の表面の変位を算出する
請求項1に記載の固形パーソナルケア製品の製造方法。
【請求項3】
前記複数の測定点は、前記実行プログラムの動作点よりも少なく設定される
請求項2に記載の固形パーソナルケア製品の製造方法。
【請求項4】
前記加飾動作生成工程は、前記実行プログラムの元となる初期プログラムを読み込み、前記対象物の表面の変位に基づいて、前記初期プログラムを修正することで前記実行プログラムを生成する
請求項1~3のうちいずれか一項に記載の固形パーソナルケア製品の製造方法。
【請求項5】
前記初期プログラムは、前記加飾動作の軌跡を形成する複数の動作点ごとに前記加飾機構と前記対象物との距離を指定する距離データを含み、
前記測定工程は、前記対象物の表面の変位量を測定し、
前記加飾動作生成工程は、前記対象物の表面の変位量に基づいて、前記複数の動作点ごとに前記初期プログラムの前記距離データを修正して前記実行プログラムを生成する
請求項4に記載の固形パーソナルケア製品の製造方法。
【請求項6】
前記測定工程は、前記対象物の表面の変位量を測定し、
前記加飾動作生成工程は、前記初期プログラムに含まれる複数の動作点における変位量を、前記測定工程により測定された2以上の測定点の変位量から補間する
請求項4又は5に記載の固形パーソナルケア製品の製造方法。
【請求項7】
前記測定工程は、複数の測定点Pi(ここでiは自然数のインデックス)ごとに各測定点Piの平面座標(Xi,Yi)及び変位量diを記録した変位データを生成し、
前記加飾動作生成工程は、前記変位データに基づいて変位量diがdi=f(Xi,Yi)の関係を満たす2変数関数f(x,y)を算出し、前記複数の動作点Qj(ここでjは自然数のインデックス)の平面座標(Xj,Yj)を前記2変数関数f(x,y)に入力して各動作点Qjの変位量djを算出する
請求項6に記載の固形パーソナルケア製品の製造方法。
【請求項8】
第1の対象物に対する前記加飾工程と、前記第1の対象物とは異なる第2の対象物に対する前記測定工程とが、それぞれ独立に同時並行で実行される
請求項1~7のうちいずれか一項に記載の固形パーソナルケア製品の製造方法。
【請求項9】
前記加飾工程は、前記対象物上に堆積体を成形する堆積工程、前記対象物を切削する切削工程、及び前記対象物にレーザ処理を行うレーザ工程のうち少なくとも1つを含む
請求項1~8のうちいずれか一項に記載の固形パーソナルケア製品の製造方法。
【請求項10】
固形パーソナルケア製品を製造する製造システムであって、
対象物を加飾する加飾機構を有し、前記対象物と前記加飾機構とを相対的に移動させて前記対象物を加飾する加飾動作を行う加飾装置と、
前記対象物の表面の変位を測定する変位測定装置と、
前記対象物の表面の変位に基づいて、前記加飾動作の実行プログラムを生成する加飾動作生成部と
を有する製造システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、固形パーソナルケア製品の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、固形パーソナルケア製品に装飾を施す方法として、成形型を有するプレスヘッドを用いて打型する方法や、ラバーモールドの内部に原料を流し込む方法が用いられてきた。近年では、ワークに対して移動しながら装飾を施す加工ツールを用いる方法も検討されている。加工ツールとしては、ワーク上に素材を堆積するツールやワークを削るツール等が挙げられる。加工ツールを用いることで、様々なデザインの固形パーソナルケア製品を安価で短期間に製造することが可能となる。
【0003】
加工ツールを用いる場合には、加工ツールとワークとの位置合わせが重要である。特許文献1には、作業ヘッドである吐出装置とともに移動する撮像装置により補正用画像を撮影し、補正用画像を用いて吐出装置の平面座標を補正する塗布装置が記載されている。特許文献2には、シール剤の塗布装置において、シール剤を吐出するノズルに隣接して基板までの距離を検出する距離検出センサを設け、当該センサの出力に基づいて基板とノズルとの距離をリアルタイムに補正する方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2014-92397号公報
特開2003-177411号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
一般に固形化粧料や固形石鹸等の固形パーソナルケア製品に用いられる素材は、プラスチックや金属等の素材と比べると、変形しやすく、形状むら等を起こしやすい。このため、加飾対象となるワークの表面形状が想定する形状からずれることや、ワークごとに固体差が生じることが想定される。
【0006】
加工ツールを用いて加飾成形を行う場合には、加工ツールとワークとの相対位置が加飾品質を決める支配的な要素となるが、例えば実際のワークの形状によっては、加飾品質が低下する可能性がある。一方で、加飾品質の低下を防ぐために、ワークの固体差に応じた調整等を行うと、調整の方法によっては成形サイクルが増大するといった可能性がある。
【0007】
本発明の課題は、良品率を向上しつつ成形サイクルの増大を抑えることに関する。
【課題を解決するための手段】
【0008】
本発明の一形態に係る製造方法は、固形パーソナルケア製品の製造方法である。
前記製造方法は、対象物の表面の変位を測定する測定工程を有することが好ましい。
前記製造方法は、前記対象物の表面の変位に基づいて、前記対象物と加飾機構とを相対的に移動させて前記対象物を加飾する加飾動作の実行プログラムを生成する加飾動作生成工程を有することが好ましい。
前記製造方法は、前記実行プログラムに基づいて、前記加飾機構により前記対象物を加飾する加飾工程を有することが好ましい。
【発明の効果】
【0009】
本発明によれば、良品率を向上しつつ成形サイクルの増大を抑えることが可能となる。
【図面の簡単な説明】
【0010】
本実施形態に係る製造システムの構成例を示す模式図である。
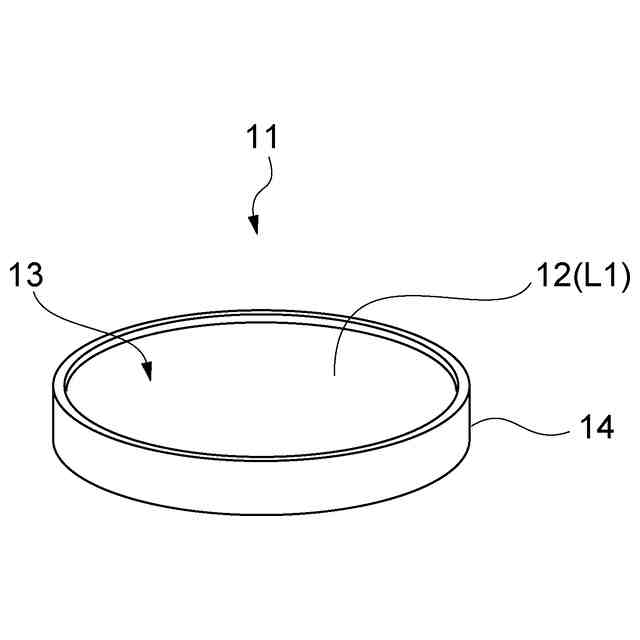
加飾対象となる対象物の構成例を示す模式図である。
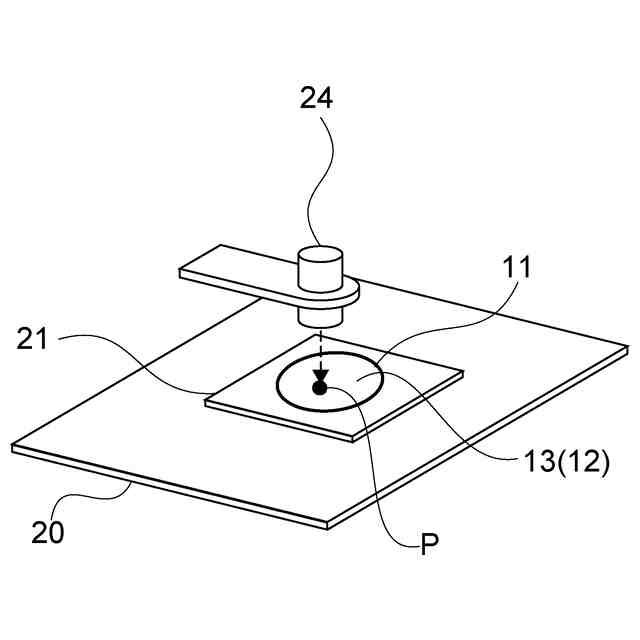
変位センサの構成例を示す模式図である。
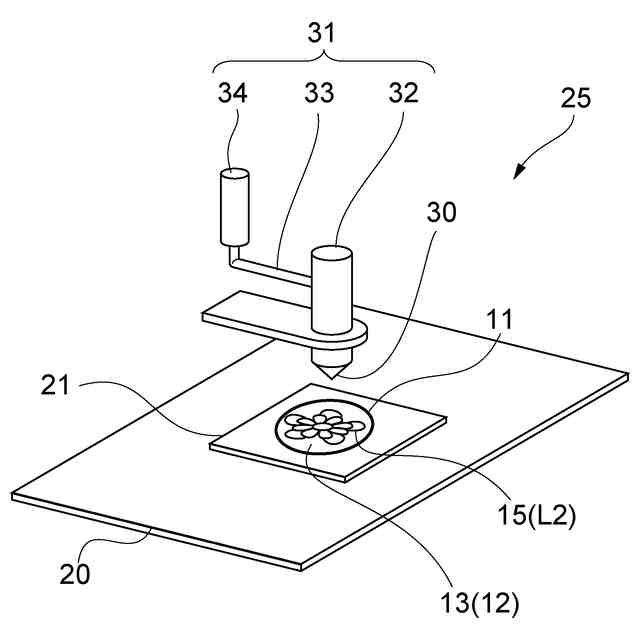
ディスペンサの構成例を示す模式図である。
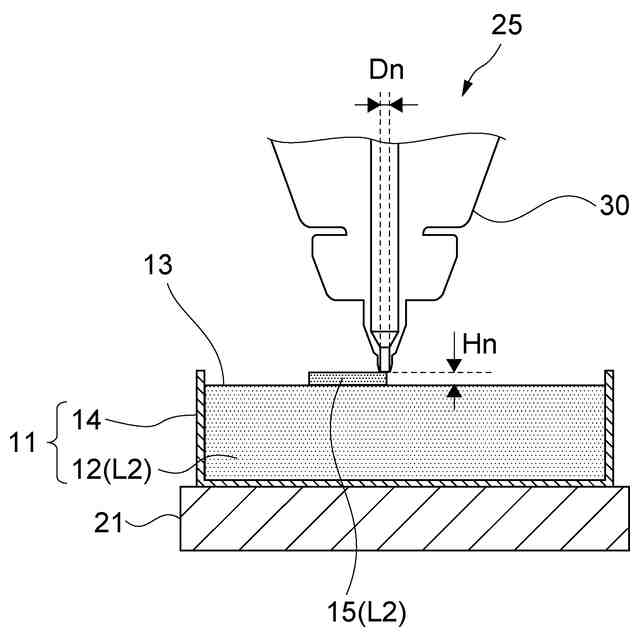
ディスペンサの構成例を示す模式的な断面図である。
対象物の表面形状を表すヒートマップの一例である。
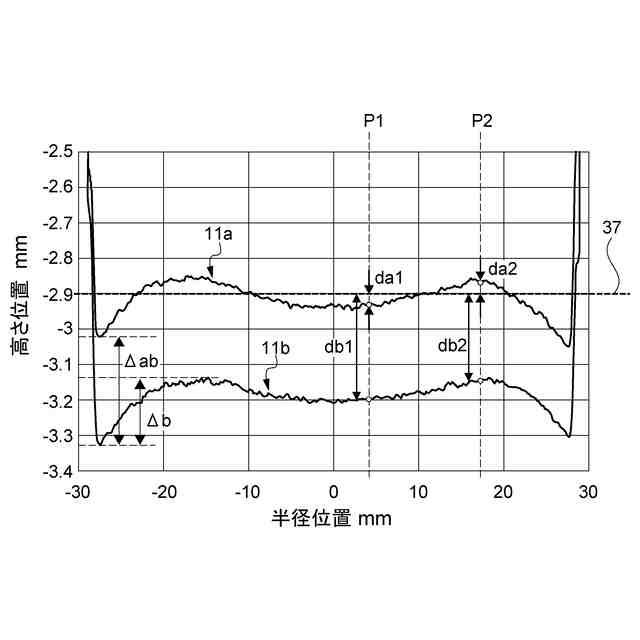
対象物の表面形状を表す断面プロファイルの一例である。
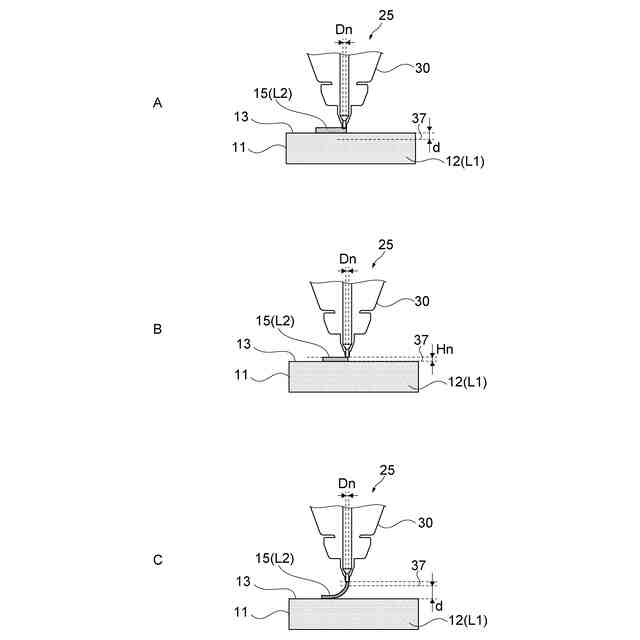
ディスペンサと対象物との距離に応じた塗布状態を示す模式図である。
製造システムの動作の一例を示すフローチャートである。
加飾動作生成工程の一例を示すフローチャートである。
変位データを用いた変位量の補間処理を説明する模式図である。
変位データの一例である。
図12に示す変位データから生成された変位場の一例である。
変位量に応じた加飾動作生成用プログラムの修正方法を示す模式図である。
加飾動作生成用プログラムの修正例を示す模式図である。
加飾動作生成用プログラムの一例を示す模式図である。
製造システムにより加飾された固形パーソナルケア製品の一例である。
加飾動作生成用プログラムの修正方法の他の例を示す模式図である。
変位データの他の一例である。
切削工程について説明するための模式図である。
レーザ工程について説明するための模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
花王株式会社
油中水型乳化組成物
6日前
花王株式会社
油中水型乳化組成物
6日前
花王株式会社
吸収性物品用不織布
6日前
花王株式会社
コンピュータプログラム
6日前
他の特許を見る
 特許ウォッチ
特許ウォッチ