TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025116083
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2025087643,2022535285
出願日
2025-05-27,2021-07-01
発明の名称
熱収縮性ポリエステル系フィルムロール
出願人
東洋紡株式会社
代理人
主分類
C08J
5/18 20060101AFI20250731BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】 主収縮方向が長手方向である熱収縮性ポリエステル系フィルムロール内での熱収縮率の変動に起因する熱収縮工程での不良、特にラップ・ラウンド方式で包装対象物にフィルムを装着後、熱収縮させたときの不良を低減できる熱収縮性ポリエステル系フィルムロールを提供すること。
【解決手段】 主収縮方向が長手方向である熱収縮性ポリエステル系フィルムがコアに巻き取られてなる熱収縮性ポリエステル系フィルムロールであって、所定のポリエステル組成を満たすと共に、約100m毎に試料を採取したときの90℃の温水中に10秒浸漬後の長手方向の熱収縮率が、全ての試料について30%以上80%以下、かつ平均熱収縮率の±3%以下である。
【選択図】なし
特許請求の範囲
【請求項1】
主収縮方向が長手方向である熱収縮性ポリエステル系フィルムがコアに巻き取られてなる熱収縮性ポリエステル系フィルムロールであって、該熱収縮性ポリエステル系フィルム及び該熱収縮性ポリエステル系フィルムロールにおいて、下記要件(1)~(4)を満たすことを特徴とする熱収縮性ポリエステル系フィルムロール。
(1)フィルムを構成するポリエステルは、エチレンテレフタレートを主たる構成成分とし、1,4-シクロヘキサンジメタノール、ネオペンチルグリコール、1,4-ブタンジオール、ジエチレングリコール、及び1,3-プロパンジオールからなる群より選択される少なくとも1種の多価アルコールを含有する
(2)フィルムロールの巻き始め(巻芯)側の端部を第1端部、巻き終わり(表層)側の端部を第2端部とし、ロール幅方向の中央位置にて、前記第2端部の内側2m以内の箇所に1番目の試料切り出し部を、また、前記第1端部の内側2m以内の箇所に最終の試料切り出し部を設けると共に、1番目の試料切り出し部から約100m毎に試料切り出し部を設け、それぞれの試料切り出し部から10cm×10cmの正方形状に切り出した試料を、90℃の温水中に10秒浸漬して引き上げ、次いで25℃の水中に10秒浸漬して引き上げたときの長手方向の熱収縮率が全ての試料について30%以上80%以下である
(3)上記(2)に記載の方法により長手方向の熱収縮率を測定し、これらの平均を算出したときに、全ての試料における長手方向の熱収縮率が上記平均熱収縮率の±3%以下である
(4)上記(2)に記載したサンプリング方法から得られる各試料について、全ての試料について長手方向の屈折率Nxを測定し、これらの平均値を算出したときに、全ての試料におけるNxが平均値±0.01以内の範囲である
続きを表示(約 450 文字)
【請求項2】
さらに下記要件(5)及び(6)を満たす、請求項1に記載の熱収縮性ポリエステル系フィルムロール。
(5)上記(2)に記載の方法により幅方向の熱収縮率を測定したときに、全ての試料について幅方向(長手方向と直交する方向)の熱収縮率が-20%以上20%以下である
(6)上記(2)に記載の方法により幅方向の熱収縮率を測定し、これらの平均を算出したときに、全ての試料における幅方向の熱収縮率が上記平均熱収縮率の±3%以下である
【請求項3】
フィルムの有効巻長が1000m以上20000m以下である、請求項1または2に記載の熱収縮性ポリエステル系フィルムロール。
【請求項4】
フィルム幅が300mm以上2500mm以下である、請求項1~3のいずれかに記載の熱収縮性ポリエステル系フィルムロール。
【請求項5】
フィルム厚みが5μm以上100μm以下である、請求項1~4のいずれかに記載の熱収縮性ポリエステル系フィルムロール。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱収縮性ポリエステル系フィルムを巻き取ってなるフィルムロールに関し、さらに詳しくは熱収縮性フィルムロール内での熱収縮率の変動により発生する後加工の工程での収縮不足、収縮斑、シワ、歪み、タテヒケ等の不良の発生が極めて少ない熱収縮性ポリエステル系フィルムロールに関するものである。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
近年、ガラス瓶やPETボトル等の保護と商品の表示を兼ねたラベル包装、キャップシール、集積包装等の用途に、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂等からなる延伸フィルム(所謂、熱収縮性フィルム)が広範に使用されるようになってきている。そのような熱収縮性フィルムの内、ポリ塩化ビニル系フィルムは、耐熱性が低い上に、焼却時に塩化水素ガスを発生したり、ダイオキシンの原因となる等の問題がある。また、ポリスチレン系フィルムは、耐溶剤性に劣り、印刷の際に特殊な組成のインキを使用しなければならない上、高温で焼却する必要があり、焼却時に異臭を伴って多量の黒煙が発生するという問題がある。それゆえ、耐熱性が高く、焼却が容易であり、耐溶剤性に優れたポリエステル系の熱収縮性フィルムが、収縮ラベルとして広汎に利用されるようになってきており、PET容器の流通量の増大に伴って、使用量が増加している傾向にある。
【0003】
また、通常の熱収縮性ポリエステル系フィルムとしては、幅方向に大きく収縮させるものが広く利用されている。ボトルのラベルフィルムや、弁当容器等を結束するバンディングフィルムとして用いる場合、フィルムを環状にしてボトルや弁当容器に装着した後に周方向に熱収縮させなければならないため、幅方向に熱収縮する熱収縮性フィルムをバンディングフィルムとして装着する際には、フィルムの幅方向が周方向となるように環状体を形成した上で、その環状体を所定の長さ毎に切断してボトルや弁当容器に手かぶせ等で装着しなければならない。したがって、幅方向に熱収縮する熱収縮性フィルムからなるラベルフィルムやバンディングフィルムを高速でボトルや弁当容器に装着するのは困難である。それゆえ、最近では、フィルムロールから直接、ボトルや弁当容器の周囲に巻き付けて装着すること(所謂ラップ・ラウンド方式)が可能な長手方向に熱収縮するフィルムが発明されている(例えば、特許文献1)。フィルム環状体を形成してシールするセンターシール工程や、裁断、手かぶせ等の加工が不要になり、高速で装着することも可能である。
【0004】
これらの熱収縮性フィルムは、製造後、一旦ロール状に巻き取られ、このフィルムロールの形態で使用されることが多い。このフィルムロールは必要に応じて、最終製品に用いられるラベル等のサイズに合わせてカットされ、さらに溶剤接着やヒートシール等の手段によりフィルムの両端部(長手方向に収縮する場合は、長手方向の両端部)がシールされて環状体(以下、ラベルとも称する)となる。そして、このラベルを加熱することで容器に密着させている。加熱方式としては、スチームを吹きつけて熱収縮させるタイプ(スチームトンネル) や、熱風を吹きつけて熱収縮させるタイプ(熱風トンネル) がある。これらの加熱トンネルの内部を、付設されたベルトコンベヤーに載せて通過させることにより、熱収縮工程が完了する。
【0005】
ところで、この熱収縮工程においてはトンネル内の加熱条件は同じなため、前記のラベルごとに熱収縮率の変動が大きいと、適正な熱収縮率を示さないものが発生しやすくなる。これらは収縮不足、収縮斑、シワ、図柄の歪み、ヒケ等による外観不良を起すため、最終製品とすることができなくなる。
通常は1本のフィルムロールからは同じラベルがつくられるため、1本のフィルムロールに巻かれたフィルムの熱収縮率の変動が大きい場合、熱収縮工程での不良率が増大する問題があった。これらの不良は、前述の塩化ビニル系樹脂やポリスチレン系樹脂、ポリエステル系樹脂等いずれの素材においても共通の問題であった。例えば、特許文献2には、主収縮方向が長手方向である熱収縮性ポリエステル系フィルムロールが開示されている。ただし、特許文献2には、ロール内における収縮率の変動については記載されていない。
特許文献3には、長手方向にわたって最大収縮方向(主収縮方向)の85℃熱収縮率が、ロール全長にわたって20%以上有することを特徴とする熱収縮性ポリエステル系フィルムロールが開示されている。特許文献3では、原料の供給方法を制御することによってフィルムロール全長の熱収縮率変動を抑制することに成功している。ただし、特許文献3の実施例はすべて主収縮方向が幅方向であり、主収縮方向が長手方向であるフィルムロールの収縮率変動を制御する手段については言及されていない。熱収縮性フィルムは通常、熱収縮率を発現させたい方向に延伸する必要があるため、熱収縮性フィルムの主収縮方向を長手方向とする場合は長手方向へ延伸する必要がある。長手方向への熱収縮率変動を低減するためには、前述の原料供給方法に加えて長手方向へ延伸する方法についても制御する必要がある。さらに、特許文献3は15年以上前に開示された技術であり、現在は熱収縮率変動の低減がより一層求められている。すなわち、長手方向の熱収縮率変動を現在の要求水準まで抑制しようとすると、特許文献3の技術内容のみでは達成困難であった。
【先行技術文献】
【特許文献】
【0006】
特開2019-111824号公報
特開2019-123252号公報
特開2003-170494号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記のような主収縮方向が長手方向である熱収縮性ポリエステル系フィルムロール内での熱収縮率の変動に起因する熱収縮工程での不良、特にラップ・ラウンド方式で包装対象物にフィルムを装着後、熱収縮させたときの不良を低減できる熱収縮性ポリエステル系フィルムロールを提供することを課題とするものである。
【課題を解決するための手段】
【0008】
本発明は以下のとおりである。
1.主収縮方向が長手方向である熱収縮性ポリエステル系フィルムがコアに巻き取られてなる熱収縮性ポリエステル系フィルムロールであって、該熱収縮性ポリエステルフィルム及び該熱収縮性ポリエステル系フィルムロールにおいて、下記要件(1)~(3)を満たすことを特徴とする熱収縮性ポリエステル系フィルムロール。
(1)フィルムを構成するポリエステルは、エチレンテレフタレートを主たる構成成分とし、1,4-シクロヘキサンジメタノール、ネオペンチルグリコール、1,4-ブタンジオール、ジエチレングリコール、及び1,3-プロパンジオールからなる群より選択される少なくとも1種の多価アルコールを含有する
(2)フィルムロールの巻き始め(巻芯)側の端部を第1端部、巻き終わり(表層)側の端部を第2端部とし、ロール幅方向の中央位置にて、前記第2端部の内側2m以内の箇所に1番目の試料切り出し部を、また、前記第1端部の内側2m以内の箇所に最終の試料切り出し部を設けると共に、1番目の試料切り出し部から約100m毎に試料切り出し部を設け、それぞれの試料切り出し部から10cm×10cmの正方形状に切り出した試料を、90℃の温水中に10秒浸漬して引き上げ、次いで25℃の水中に10秒浸漬して引き上げたときの長手方向の熱収縮率が全ての試料について30%以上80%以下である
(3)上記(2)に記載の方法により長手方向の熱収縮率を測定し、これらの平均を算出したときに、全ての試料における長手方向の熱収縮率が上記平均熱収縮率の±3%以下である
2.さらに下記要件(4)及び(5)を満たす、1.に記載の熱収縮性ポリエステル系フィルムロール。
(4)上記(2)に記載の方法により幅方向の熱収縮率を測定したときに、全ての試料について幅方向(長手方向と直交する方向)の熱収縮率が-20%以上20%以下である
(5)上記(2)に記載の方法により幅方向の熱収縮率を測定し、これらの平均を算出したときに、全ての試料における幅方向の熱収縮率が上記平均熱収縮率の±3%以下である
3.フィルムの有効巻長が1000m以上20000m以下である、1.または2.に記載の熱収縮性ポリエステル系フィルムロール。
4.フィルム幅が300mm以上2500mm以下である、1.~3.のいずれかに記載の熱収縮性ポリエステル系フィルムロール。
5.フィルム厚みが5μm以上100μm以下である、1.~4.のいずれかに記載の熱収縮性ポリエステル系フィルムロール。
【発明の効果】
【0009】
本発明の主収縮方向が長手方向である熱収縮性ポリエステル系フィルムロールは、ロール内での熱収縮率の変動が少ないため、最終製品の不良を低減することができる。
【図面の簡単な説明】
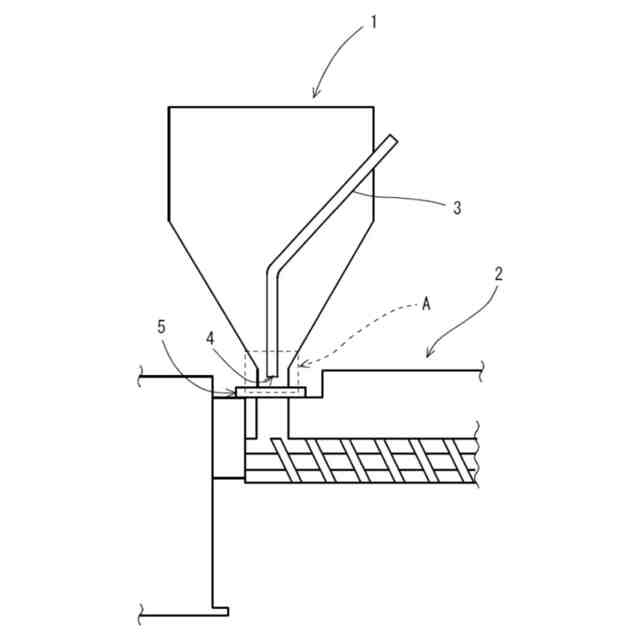
【0010】
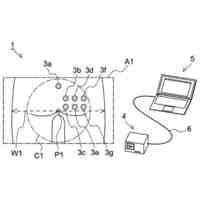
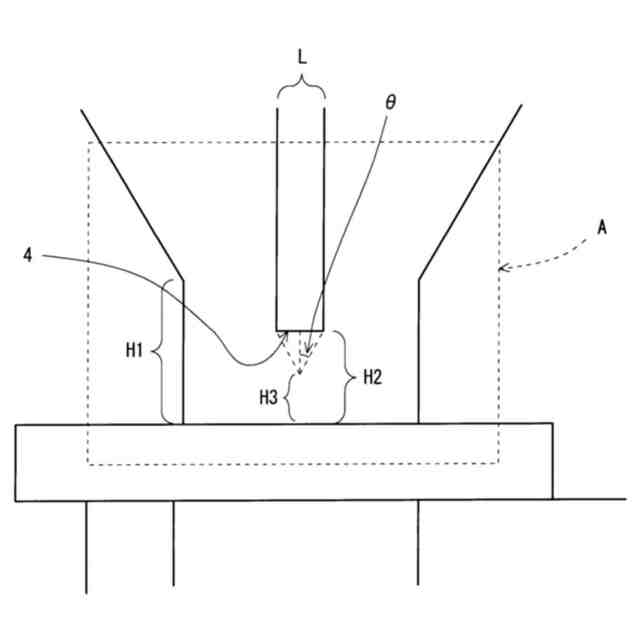
本発明の熱収縮性ポリエステル系フィルムロール製造工程中の原料混合例を説明するための模式図
図1の部分拡大図
収縮後フィルムのシワを評価するためのプラスチック製弁当容器の模式図
収縮後フィルムのヒケを評価するためのプラスチック製弁当容器の模式図
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東洋紡株式会社
スチレン系樹脂成形体
7日前
国立大学法人佐賀大学
便意検出装置、便意検出方法
6日前
東洋紡株式会社
樹脂シート成型用離型フィルム
7日前
東洋紡株式会社
樹脂シート成型用離型フィルム
7日前
東洋紡株式会社
ポリエステル樹脂およびその製造方法、溶融混練処理を伴う加工による着色の少ないポリエステル樹脂を判別する方法
今日
他の特許を見る



 特許ウォッチ
特許ウォッチ