TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024062016
公報種別
公開特許公報(A)
公開日
2024-05-09
出願番号
2022169745
出願日
2022-10-24
発明の名称
風車翼
出願人
東レ株式会社
代理人
主分類
F03D
1/06 20060101AFI20240430BHJP(液体用機械または機関;風力原動機,ばね原動機,重力原動機;他類に属さない機械動力または反動推進力を発生するもの)
要約
【課題】
大型の風車にも適用し得る、軽量かつ高剛性の風車翼を提供する。
【解決手段】
風車翼内壁に両端を接合しつつ風車翼長手方向に延在する長尺板状のシェアウェブを有する風車翼であって、前記シェアウェブが短辺方向に配向した強化繊維を含む風車翼。
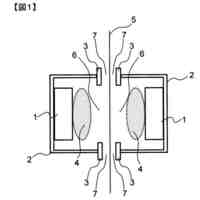
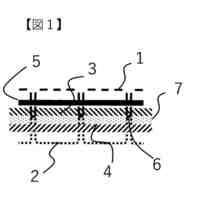
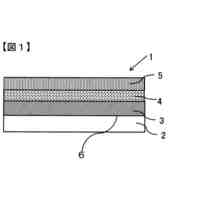
【選択図】図3
特許請求の範囲
【請求項1】
風車翼内壁に両端を接合しつつ風車翼長手方向に延在する長尺板状のシェアウェブを有する風車翼であって、前記シェアウェブが短辺方向に配向した強化繊維を含む風車翼。
続きを表示(約 680 文字)
【請求項2】
前記シェアウェブの短辺方向の弾性率が長辺方向の弾性率よりも大きい、請求項1に記載の風車翼。
【請求項3】
前記強化繊維として炭素繊維を含む、請求項1または2に記載の風車翼。
【請求項4】
前記炭素繊維の弾性率が220GPa以上である、請求項3に記載の風車翼。
【請求項5】
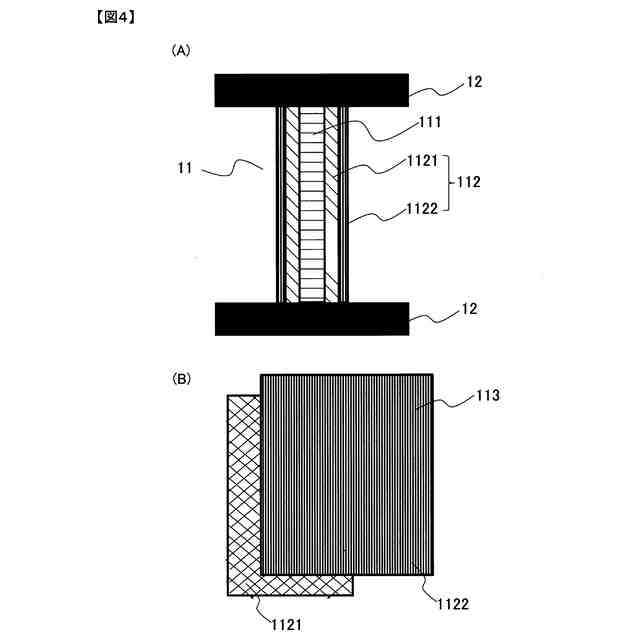
前記シェアウェブは、コア材と、繊維強化樹脂のスキン材からなるサンドイッチ構造を有し、前記短辺方向に配向した強化繊維が前記スキン材を構成する繊維強化樹脂中に存在する、請求項1または2に記載の風車翼。
【請求項6】
前記スキン材は層構造を有し、そのうち少なくとも1層が前記短辺方向に配向した強化繊維を含む層である、請求項5に記載の風車翼。
【請求項7】
前記短辺方向に配向した強化繊維を含む層が前記スキン材の層構造の最表層に存在する、請求項6に記載の風車翼。
【請求項8】
前記コア材の厚みが50mm以下であり、前記スキン材の厚みが5mm以下である、請求項5に記載の風車翼。
【請求項9】
前記短辺方向に配向した強化繊維が3軸織物の形態で存在する、請求項6に記載の風車翼。
【請求項10】
前記シェアウェブの両端が、風車翼内壁に沿って風車翼長手方向に延在しているスパーキャップを介して前記風車翼内壁に接合されており、該スパーキャップの厚さが100mm以下である、請求項1または2に記載の風車翼。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、風力発電用風車などに使用される風車翼に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
近年、風力発電用風車の風車翼は、より大きな発電量を得るために長大化してきている。長大化することで、風を受ける面積を大きくすることができる反面、回転に伴う遠心力や風力に負けない剛性を確保する必要がある。風車翼の材料としては、これまではコストが比較的安いガラス繊維強化樹脂が使われることが多かったが、風車翼の長大化に、伴いガラス繊維強化樹脂では力学特性が足りなくなり、風車翼の曲げ変形が大きくなる結果、風車翼を支えるタワーと風車翼が接触し、風車翼が破損するという課題が顕在化している。
【0003】
このような課題に対し、特許文献1では、風下側に風車翼を設置するダウンウィンド方式と呼ばれる構造にすることで支柱と風車翼の接触を防止している。しかし、ダウンウィンド方式はタワーによって風が遮られるため発電効率が下がる問題があった。
【0004】
風車翼の曲げ変形そのものを抑えるための技術として、特許文献2では、風車翼のせん断変形を抑制する部材であるシェアウェブに、斜め方向(±45°)と、そこから少しずれた方向(±35°~55°)との2軸に配向させた強化繊維を配置することで、後者の強化繊維が前者の強化繊維を補強する効果によりせん断変形を抑制している。
【先行技術文献】
【特許文献】
【0005】
特開2019-218886号公報
国際公開第2004/078465号
【発明の概要】
【発明が解決しようとする課題】
【0006】
一方、近年風車が大型化するにつれて風車翼にかかる風荷重も大きくなっていることに伴い、せん断変形だけではなく、翼高さ方向につぶれる変形に対しても対応が必要になってきた。本発明の目的は、大型の風車にも適用し得る、軽量かつ高剛性の風車翼を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するための本発明の風車翼は、
(1)風車翼内壁に両端を接合しつつ風車翼長手方向に延在する長尺板状のシェアウェブを有する風車翼であって、前記シェアウェブが短辺方向に配向した強化繊維を含む風車翼。
(2)前記シェアウェブの短辺方向の弾性率が長辺方向の弾性率よりも大きい、(1)に記載の風車翼。
(3)前記強化繊維として炭素繊維を含む、(1)または(2)に記載の風車翼。
(4)前記炭素繊維の弾性率が220GPa以上である、(3)に記載の風車翼。
(5)前記シェアウェブは、コア材と、繊維強化樹脂のスキン材からなるサンドイッチ構造を有し、前記短辺方向に配向した強化繊維が前記スキン材を構成する繊維強化樹脂中に存在する、(1)~(4)のいずれかに記載の風車翼。
(6)前記スキン材は層構造を有し、そのうち少なくとも1層が前記短辺方向に配向した強化繊維を含む層である、(5)に記載の風車翼。
(7)前記短辺方向に配向した強化繊維を含む層が前記スキン材の層構造の最表層に存在する、(6)に記載の風車翼。
(8)前記コア材の厚みが50mm以下であり、前記スキン材の厚みが5mm以下である、(5)に記載の風車翼。
(9)前記短辺方向に配向した強化繊維が3軸織物の形態で存在する、(6)に記載の風車翼。
(10)前記シェアウェブの両端が、風車翼内壁に沿って風車翼長手方向に延在しているスパーキャップを介して前記風車翼内壁に接合されており、該スパーキャップの厚さが100mm以下である、(1)~(9)のいずれかに記載の風車翼。
(11)長さが100m以上である、(1)~(10)のいずれかに記載の風車翼。
(12)(1)~(11)のいずれかに記載の風車翼を備えた風力発電用風車。
【0008】
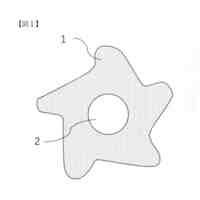
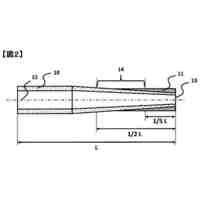
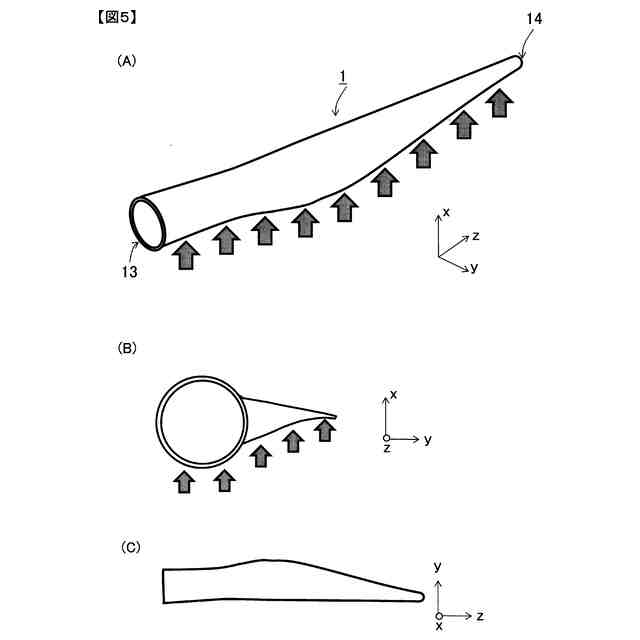
なお、本明細書において、風車翼長手方向とは、図2中Lで示される、ハブへの固定部分近傍の断面における重心と、ハブへの固定部分から最も離れている部分(翼先端)を繋ぐ直線の方向を指すものとする。風車翼幅方向とは、風車翼長手方向に垂直な断面において、リーディングエッジとトレーリングエッジとをつなぐ方向を指す。また、風車翼高さ方向とは、図2中Hで示される、長手方向および幅方向と直行する方向を指す。
【0009】
シェアウェブとは、風車翼内壁に両端に接しつつ風車翼長手方向に延在する長尺板状の部材であり、単にウェブ、スパー、桁材等と呼ばれることもある。シェアウェブは、風車翼のせん断変形を抑制する機能を有している。シェアウェブは、典型的には風車翼長手方向に平行に配置されるが、曲げ変形やねじれ変形を見越して、風車翼長手方向に対してある程度角度をもって設置されていることや、湾曲していること、ねじれていることも許容される。つまり、このような状態も含め、巨視的に見てシェアウェブ全体として風車翼長手方向に略平行に配置されているとみなせる場合を、本明細書においては「風車翼長手方向に延在する」と表現する。
【発明の効果】
【0010】
本発明によれば、軽量かつ高剛性の風車翼を提供でき、大型の風車においても、風車翼を支える支柱と風車翼の接触による風車翼の破損等の事故を防止することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
海苔網
19日前
東レ株式会社
二次電池
16日前
東レ株式会社
発光素子
1日前
東レ株式会社
フィルム
8日前
東レ株式会社
フィルム
16日前
東レ株式会社
中空断面繊維
15日前
東レ株式会社
表面処理装置
29日前
東レ株式会社
多孔質フィルム
1か月前
東レ株式会社
テーパ付き円筒
8日前
東レ株式会社
フィルムロール
19日前
東レ株式会社
プリプレグテープ
8日前
東レ株式会社
車両用エアバッグ
8日前
東レ株式会社
印刷版の製造方法
25日前
東レ株式会社
ポジ型感光性組成物
15日前
東レ株式会社
ポリエステルフィルム
16日前
東レ株式会社
有機粒子およびフィルム
4日前
東レ株式会社
分離膜エレメントブロック
1日前
東レ株式会社
積層フィルム、光学フィルタ
8日前
東レ株式会社
人工皮革およびその製造方法
1日前
東レ株式会社
人工皮革およびその製造方法
1日前
東レ株式会社
多層構造シートおよび繊維製品
9日前
東レ株式会社
光源ユニット及び反射フィルム
8日前
東レ株式会社
センサー素子及びガスセンサー
22日前
東レ株式会社
スパンボンド不織布の製造方法
4日前
東レ株式会社
ポリブチレンテレフタレート繊維
9日前
東レ株式会社
スパンボンド不織布およびマスク
22日前
東レ株式会社
芯鞘複合繊維およびその製造方法
9日前
東レ株式会社
表面処理装置および表面処理方法
4日前
東レ株式会社
多孔質炭素板およびその製造方法
19日前
東レ株式会社
樹脂被覆ガラス及び表示デバイス
8日前
東レ株式会社
リチウム6回収装置および回収方法
1か月前
東レ株式会社
再生二軸配向ポリエステルフィルム
1日前
東レ株式会社
二次電池用ポリマー膜および二次電池
9日前
東レ株式会社
自着性繊維構造体およびその製造方法
1か月前
東レ株式会社
スパンボンド不織布およびその製造方法
4日前
東レ株式会社
原着アクリル系繊維およびその製造方法
25日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ