TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024063740
公報種別
公開特許公報(A)
公開日
2024-05-13
出願番号
2023116381,2022171421
出願日
2023-07-18,2022-10-26
発明の名称
トイレットペーパーロールの製造方法
出願人
春日製紙工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
A47K
10/16 20060101AFI20240502BHJP(家具;家庭用品または家庭用設備;コーヒーひき;香辛料ひき;真空掃除機一般)
要約
【課題】本発明の課題は、芯又はコア部のつぶれがなく、端面が平坦なトイレットペーパーロールの製造方法を提供することである。
【解決手段】原反ロールからウェブを巻き取ってログを作製し、前記ログを切断することによりトイレットペーパーロールとするトイレットペーパーロールの製造方法であって、前記ログを円周方向に回転させながら、前記ログの外側に設けた切断刃を前記ログの外周面から内周面まで前記ログの径方向に前記ログに対して相対的に移動させることにより、前記切断刃によって前記ログを円周方向と径方向に切り進めて、前記ログを外周面から内周面の方向に切断することを特徴とするトイレットペーパーロールの製造方法。
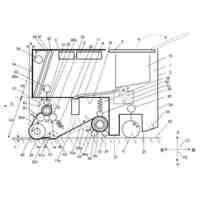
【選択図】図3
特許請求の範囲
【請求項1】
原反ロールからウェブを巻き取ってログを作製し、前記ログを切断することによりトイレットペーパーロールとするトイレットペーパーロールの製造方法であって、
前記ログの巻密度が0.30g/cm
3
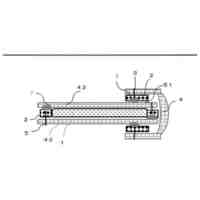
以上であり、前記ログの端部を固定部により固定し、前記ログ中心の空洞部に前記ログの幅方向全体にわたって支持棒を挿入した状態で、前記固定部を回転させることにより前記ログを円周方向に回転させながら、前記ログの外側に設けた切断刃を前記ログの外周面から内周面まで前記ログの径方向に前記ログに対して相対的に移動させることにより、前記切断刃によって前記ログを円周方向と径方向に切り進めて、前記ログを外周面から内周面の方向に切断することを特徴とするトイレットペーパーロールの製造方法。
続きを表示(約 470 文字)
【請求項2】
トイレットペーパーロールの巻長さが200m以上であることを特徴とする請求項1又は2記載のトイレットペーパーロールの製造方法。
【請求項3】
トイレットペーパーの米坪が8.0~25.0g/m
2
であることを特徴とする請求項1又は2記載のトイレットペーパーロールの製造方法。
【請求項4】
トイレットペーパーログの切断方法であって、
前記ログの巻密度が0.30g/cm
3
以上であり、前記ログの端部を固定部により固定し、前記ログ中心の空洞部に前記ログの幅方向全体にわたって支持棒を挿入した状態で、前記固定部を回転させることにより前記ログを円周方向に回転させながら、前記ログの外側に設けた切断刃を前記ログの外周面から内周面まで前記ログの径方向に前記ログに対して相対的に移動させることにより、前記切断刃によって前記ログを円周方向と径方向に切り進めて、前記ログを外周面から内周面の方向に切断することを特徴とするトイレットペーパーログの切断方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、トイレットペーパーロールの製造方法及びトイレットペーパーログの切断方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
トイレットペーパーロールの製造方法としては、原反ロールから幅広のウェブを所定の長さに巻き取りログとし、回転する円形の切断刃により、このログをトイレットペーパーロールの幅に複数切断して、トイレットペーパーロールを製造する方法(以下、「ログカット法」と呼ぶ。特許文献1参照)と、原反ロールからの幅広のウェブをトイレットペーパーロールの幅にスリット切断した後、所定の長さに巻き取ってトイレットペーパーロールを製造する方法(以下、「スリット法」と呼ぶ。特許文献2参照)の2通りの方法がある。しかし、スリット法では、巻き取りの際に高速で走行する各ウェブが横ブレを起こすため、巻き取ったロールの端面に凹凸が発生して端面が奇麗な平面にならない、各ウェブ間の間隔はごく僅かであるので、互いに重なった状態で巻き取られ各ロールの分離ができない、スリット切断後のウェブは幅が狭く強度が弱くなるので、巻き取る際に破断する等の問題の発生が指摘されている。そのため、スリット法は生産性が低く製造コストが高くなることから、従来、トイレットペーパーロールの製造方法としては、ログカット法が一般的に採用されてきた。
【0003】
一方で、近年、長持ちして購入回数や交換回数を減らせる、梱包したときの巻長さあたりの体積を減らせるので、製品の運送回数や倉庫面積を減らせる等の理由により、巻長さを長くした長尺のトイレットペーパーロールへの需要が高まり、長尺タイプの市場が急速に拡大している。しかしながら、トイレットペーパーロールの直径には、ホルダーの大きさ、使いやすさ等の面から制限があるため、巻長さを長くするためには直径をあまり大きくしないように固く巻く必要がある。その結果ログが固くなるので、従来のログカット法では、芯ありタイプの芯や芯なしタイプのコア部がつぶれる、切断面の斜め切りが生じる等の問題が生じていた。そのため、スリット法には上記のような問題点があるものの、例えば、巻長さ200m以上といった巻長さの長いトイレットペーパーロールの製造には、スリット法を使用せざるをえなかった。
【先行技術文献】
【特許文献】
【0004】
特開2001-334486号公報
特開平9-118456号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、芯又はコア部のつぶれがなく、端面が平坦なトイレットペーパーロールの製造方法を提供することである。
【課題を解決するための手段】
【0006】
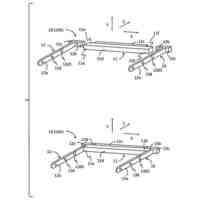
本発明者らは、巻長さの長いトイレットペーパーロールの製造方法について検討を進めた。検討を進めるなかで、従来のログカット法やスリット法の改良ではない他の新たな方法を探索し、ログをカットする方法ではあるものの、従来のログカット法とは全く異なった方法を見いだした。従来のログカット法は、回転する円形の切断刃を静止したログに振り下ろして、切断刃をログの一方の外周面から切り込み他方の外周面まで断面を横断させてログを切断する方法であった。これに対し本発明は、ログを円周方向に回転させながら、切断刃をログの外周面から内周面までログの径方向に相対的に移動させることにより、ログの円周のどの位置においても、切断刃がログの外周面から内周面の方向に向かって外周面と内周面の間を切り進み、その結果ログを切断する方法である。
【0007】
ログの切断では、数メートルの幅のログを、ログの幅方向の中心軸に対して垂直に切断して1個の幅が105~114mm程度のトイレットペーパーロールを多数切り取る必要があり、切り取られた全てのトイレットペーパーロールの形状が綺麗で揃っていることが求められる。切断時にログに歪み等があると、切断の角度がずれて切断面がログの幅方向の中心軸に対して垂直でなくなったり、切断面が荒れて凹凸が生じ平坦でなくなったりするため、形状が綺麗で揃ったトイレットペーパーロールを製造することは難しい。ログを回転させることは、回転によりログに歪み等が生じるおそれがあるため、トイレットペーパーロールの製造においては、ログを回転させるという発想は従来全くなかった。しかし、長尺タイプのトイレットペーパーロールでは、ログが固くなり歪み等の回転による影響を受け難くなるため、ログを回転させても形状が綺麗で揃ったトイレットペーパーロールを製造することが可能となる。本発明の方法によれば、切断刃をログの一方の外周面から反対側の外周面まで切り込んでログの断面を横断させるのではなく、切断刃は、ログの円周のどの位置においてもログの外周面から内周面の間を径方向に相対的に移動して外周面から内周面の方向に切断するので、ログに対して無理な力をかけずにログを切断することができ、切断面をログの幅方向の中心軸に対して垂直で、平坦で、寸法精度に優れたものとできる。そのため、トイレットペーパーロールの端面が側面に対して垂直で、平坦で、寸法精度に優れたトイレットペーパーロールを製造することができる。
【0008】
また、従来のログカット法では、切断刃がログの断面を横断するため、切断刃の側面の広い範囲がログに接しながら切断を進めることとなり、切断完了時には切断刃の側面はログの断面全体に接する。そのため、切断刃を高速回転させると、摩擦による切断刃の温度上昇や切断刃先端の摩耗が激しくなり、稼働時間が短くてもログを適正に切断できなくなる。本発明の方法によれば、切断工程の間、切断刃の側面は常にログの一部分の外周面から内周面の間にのみ接しており、切断刃の側面の広い範囲がログに接することはないため、摩擦による切断刃の温度上昇や切断刃先端の摩耗を低減できる。本発明は、こうして完成されたものである。
【0009】
すなわち、本発明は以下に示す事項により特定されるものである。
(1)原反ロールからウェブを巻き取ってログを作製し、前記ログを切断することによりトイレットペーパーロールとするトイレットペーパーロールの製造方法であって、前記ログを円周方向に回転させながら、前記ログの外側に設けた切断刃を前記ログの外周面から内周面まで前記ログの径方向に前記ログに対して相対的に移動させることにより、前記切断刃によって前記ログを円周方向と径方向に切り進めて、前記ログを外周面から内周面の方向に切断することを特徴とするトイレットペーパーロールの製造方法。
(2)トイレットペーパーロールの巻密度が0.25g/cm
3
以上であることを特徴とする上記(1)のトイレットペーパーロールの製造方法。
(3)トイレットペーパーロールの巻長さが200m以上であることを特徴とする上記(1)又は(2)のトイレットペーパーロールの製造方法。
(4)トイレットペーパーログの切断方法であって、前記ログを円周方向に回転させながら、前記ログの外側に設けた切断刃を前記ログの外周面から内周面まで前記ログの径方向に前記ログに対して相対的に移動させることにより、前記切断刃によって前記ログを円周方向と径方向に切り進めて、前記ログを外周面から内周面の方向に切断することを特徴とするトイレットペーパーログの切断方法。
【発明の効果】
【0010】
本発明の製造方法によれば、芯又はコア部のつぶれがなく、端面が平坦なトイレットペーパーロールを製造することができ、特に巻長さが200m以上の巻長さが長いトイレットペーパーロールにおいても芯又はコア部のつぶれがなく、端面が平坦なトイレットペーパーロールを製造することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
春日製紙工業株式会社
トイレットペーパーロールの製造方法
25日前
個人
枕
2か月前
個人
椅子
14日前
個人
家具
12か月前
個人
モップ
6か月前
個人
構造体
9か月前
個人
焼き網
1日前
個人
収納体
10か月前
個人
スプーン
2か月前
個人
絵馬守り
7か月前
個人
ふさかけ
7か月前
個人
調理道具
5か月前
個人
棚の支柱
7か月前
個人
快眠用具
9か月前
個人
泡立て器
5か月前
個人
しゃもじ
8か月前
個人
棚
6か月前
個人
箸ホルダー
11か月前
個人
手動挟持具
5か月前
個人
寝具補助具
2か月前
個人
健康学習台
4か月前
個人
絵馬
1か月前
個人
商品トレー
3か月前
個人
折り畳み台
5か月前
個人
皮引き俎板
1か月前
個人
カバー
9か月前
個人
表面処理装置
7か月前
個人
転倒防止装置
2か月前
個人
包丁安全器具
9か月前
個人
調理用具用蓋
6か月前
個人
コップの取手
1か月前
個人
アルミトレー
1か月前
個人
まな板
6か月前
個人
窪み付き便座
11か月前
個人
穀類保存容器
8か月前
個人
焚火台
7か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ