TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025178761
公報種別
公開特許公報(A)
公開日
2025-12-09
出願番号
2024085562
出願日
2024-05-27
発明の名称
鋼帯の連続熱処理設備及び連続熱処理方法
出願人
中外炉工業株式会社
代理人
個人
主分類
C21D
9/56 20060101AFI20251202BHJP(鉄冶金)
要約
【課題】 鋼帯を連続して加熱・冷却させて処理する鋼帯の連続熱処理設備おいて、焼鈍処理した鋼帯を移動させる過時効帯の経路が無駄になったり、ランニングコストが高くついたりすることなく、鋼帯を連続して加熱・冷却させてメッキ処理させる場合と、鋼帯を連続して加熱・冷却させ、加熱・冷却された鋼帯に対して過時効処理を行う場合とを簡単に切り換えるようにする。
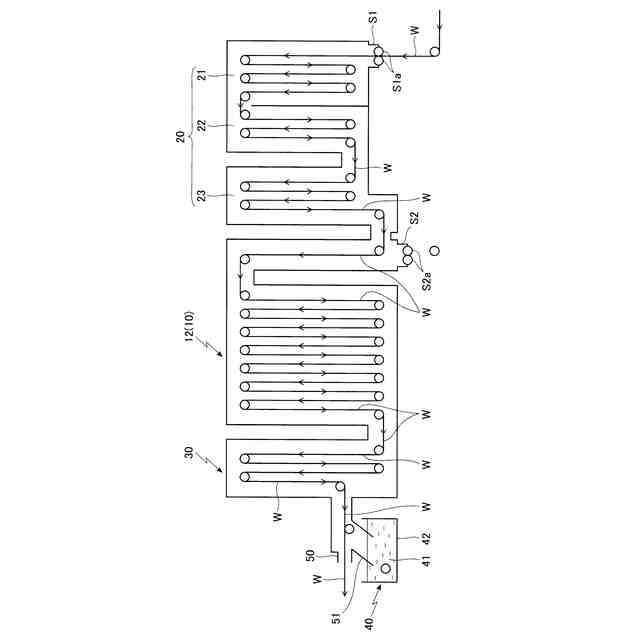
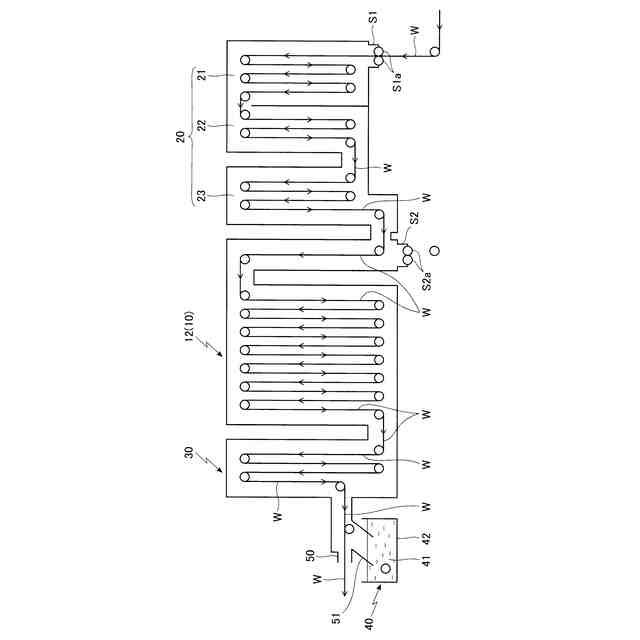
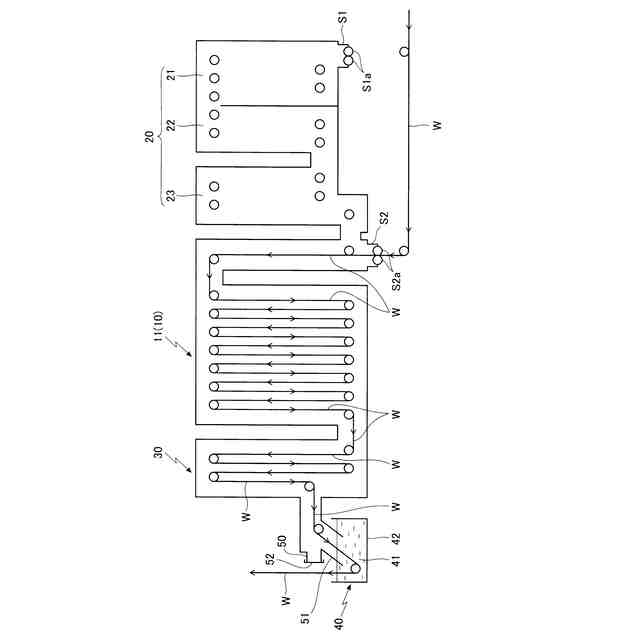
【解決手段】 鋼帯Wを連続して加熱・冷却させて処理する鋼帯の連続熱処理設備において、鋼帯を加熱処理する加熱領域11と、加熱・冷却処理した鋼帯を過時効処理する過時効領域12との切り換えが可能な切り換え領域10を設けた。
【選択図】 図1
特許請求の範囲
【請求項1】
鋼帯を連続して加熱・冷却させて処理する鋼帯の連続熱処理設備において、鋼帯を加熱処理する加熱領域と、加熱・冷却処理した鋼帯を過時効処理する過時効領域との切り換えが可能な切り換え領域を設けたことを特徴とする鋼帯の連続熱処理設備。
続きを表示(約 900 文字)
【請求項2】
請求項1に記載の鋼帯の連続熱処理設備において、前記の切り換え領域より上流側の位置に、鋼帯を加熱・冷却させる加熱・冷却領域を前記の切り換え領域に連続するように設け、鋼帯を前記の加熱・冷却領域に導入させる第1導入シール部を設けると共に、鋼帯を前記の切り換え領域に導入させる第2導入シール部を設ける一方、前記の切り換え領域より下流側の位置に、切り換え領域から導かれた鋼帯を冷却させる冷却領域を設けると共に、前記の冷却領域から導かれた鋼帯をメッキ処理するメッキ処理設備と、前記の冷却領域から導かれた鋼帯を前記のメッキ処理設備に導かずに排出させる排出経路を設けたことを特徴とする鋼帯の連続熱処理設備。
【請求項3】
請求項2に記載の鋼帯の連続熱処理設備において、鋼帯を前記の第1導入シール部を通して前記の加熱・冷却領域に導入させ、前記の鋼帯を加熱・冷却領域において加熱・冷却させる場合には、前記の切り換え領域を過時効領域として使用し、加熱・冷却領域において加熱・冷却処理された鋼帯を前記の過時効領域において過時効処理することを特徴とする鋼帯の連続熱処理設備。
【請求項4】
請求項3に記載の鋼帯の連続熱処理設備において、前記の過時効領域で過時効処理された鋼帯を前記の冷却領域に導いて冷却させ、冷却された鋼帯をメッキ処理設備に導かずに排出経路を通して排出させることを特徴とする鋼帯の連続熱処理設備。
【請求項5】
請求項2に記載の鋼帯の連続熱処理設備において、鋼帯を前記の第2導入シール部を通して前記の切り換え領域に導入させる場合には、前記の切り換え領域を加熱領域として使用し、第2導入シール部を通して導入された鋼帯を前記の加熱領域において加熱処理することを特徴とする鋼帯の連続熱処理設備。
【請求項6】
請求項5に記載の鋼帯の連続熱処理設備において、前記の加熱領域で加熱処理された鋼帯を前記の冷却領域に導いて冷却させ、冷却された鋼帯をメッキ処理設備に導いて、鋼帯にメッキ処理を行うことを特徴とする鋼帯の連続熱処理設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼帯を連続して加熱・冷却させて処理する鋼帯の連続熱処理設備に関するものである。特に、鋼帯を連続して加熱・冷却させてメッキ処理させる場合と、鋼帯を連続して加熱・冷却させ、加熱・冷却された鋼帯に対して過時効処理を行う場合とを簡単に切り換えることができるようにした点に特徴を有するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来から、鋼帯を連続して加熱・冷却させて処理する鋼帯の連続熱処理設備としては、例えば、特許文献1に示されるように、加熱帯と、均熱帯と、冷却帯とを順番に設けた焼鈍炉を用い、前記の焼鈍炉の冷却帯に隣接させて溶融亜鉛メッキ設備を設け、前記の焼鈍炉において焼鈍処理した鋼帯に亜鉛メッキ処理を行って、亜鉛メッキを加熱合金化させるようにしたものが示されている。
【0003】
一方、前記の焼鈍処理した鋼帯をメッキせずに利用する場合、通常は、前記のように加熱・冷却させて焼鈍させた鋼帯を過時効処理することが行われている。
【0004】
そして、特許文献2においては、加熱帯、均熱帯、徐冷帯、急冷帯、過時効帯、メッキ帯、最終冷却帯の順に鋼板が走行して鋼板を製造する表面処理鋼板製造設備において、前記過時効帯から搬送された鋼板を前記溶融金属に浸漬し、前記最終冷却帯に走行させる走行経路と、前記過時効帯から搬送された鋼板を前記溶融金属に浸漬させずに、前記最終冷却帯に走行させる走行経路とを切替える経路切替機構とを有するようにしたものが示されている。
【0005】
また、特許文献3においては、加熱帯、均熱帯、一次冷却帯、一次過時効帯、二次過時効帯、二次冷却帯及びウォータークエンチ式最終冷却帯が順次直列に配置された連続熱処理設備の一次過時効帯と二次過時効帯の間に、鋼帯に溶融亜鉛メッキを施すメッキポット、メッキ付着量調節機、合金化装置及び冷却装置を順次設け、更にメッキされた鋼帯を前記最終冷却帯まで通板する経路を、前記二次過時効帯及び二次冷却帯の炉殻外上部又は下部に設けるとともに鋼帯を一次過時効帯から二次過時効帯へ直接通板せしめるバイパスを、前記合金化装置と交差して設け、それぞれ内部に鋼帯の案内路を有する合金化装置交差部とバイパス交差部とを隣接して移動台車に載置し、該移動台車を前記合金化装置とバイパスとの交差部に設け、該移動台車を移動させて合金化装置交差部とバイパス交差部のいずれかを選択して鋼帯のパスを切替え自在となし、連続式溶融亜鉛メッキ鋼帯の製造と連続熱処理鋼帯の製造を切替えて行うようにしたものが示されている。
【0006】
ここで、前記の特許文献2、3に示されるものにおいては、焼鈍処理した鋼帯にメッキ処理を行う場合においても、焼鈍処理した鋼帯を過時効帯に導いて過時効処理を行うようにしている。
【0007】
しかし、焼鈍処理した鋼帯にメッキ処理を行う場合は、必ずしも、焼鈍処理した鋼帯を過時効処理する必要がなく、焼鈍処理した鋼帯を移動させる過時効帯の経路が無駄になると共に、焼鈍処理した鋼帯を過時効帯に導いて過時効処理すると、過時効処理された鋼帯の温度が、メッキ処理を行う温度よりも低くなってしまい、過時効処理した鋼帯をメッキ処理に適した温度に加熱させることが必要になり、ランニングコストが高くつく等の問題があった。
【先行技術文献】
【特許文献】
【0008】
特開2016-180137号公報
特開2008-024981号公報
特開2002-155318号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、鋼帯を連続して加熱・冷却させて処理する鋼帯の連続熱処理設備における前記のような問題を解決することを課題とするものである。
【0010】
本発明は、鋼帯を連続して加熱・冷却させて処理する鋼帯の連続熱処理設備において、焼鈍処理した鋼帯を移動させる過時効帯の経路が無駄になったり、ランニングコストが高くついたりすることなく、鋼帯を連続して加熱・冷却させてメッキ処理させる場合と、鋼帯を連続して加熱・冷却させ、加熱・冷却された鋼帯に対して過時効処理を行う場合とを簡単に切り換えることができるようにすることを課題とするものである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ