TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025178578
公報種別
公開特許公報(A)
公開日
2025-12-09
出願番号
2024085247
出願日
2024-05-27
発明の名称
サブマージアーク溶接の溶接条件設定方法
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/18 20060101AFI20251202BHJP(工作機械;他に分類されない金属加工)
要約
【課題】サブマージアーク溶接において、溶接条件を設定するためのテスト溶接を効率化すること。
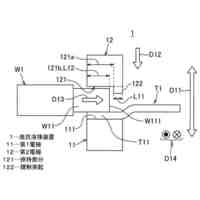
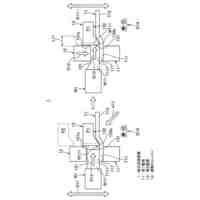
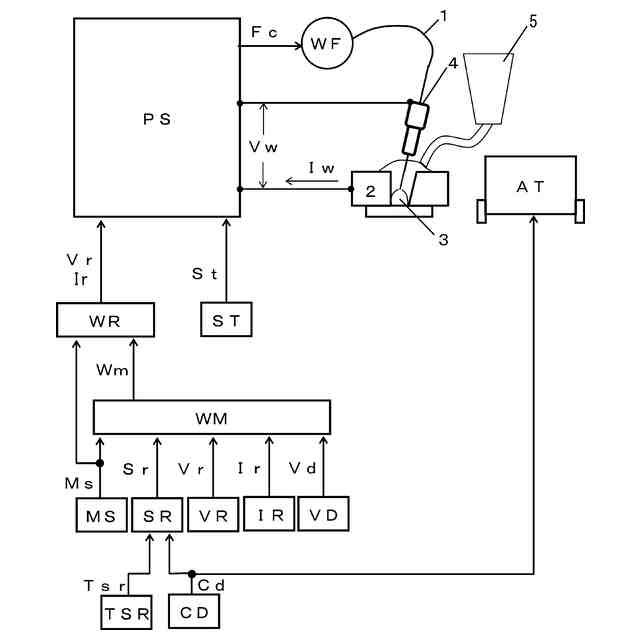
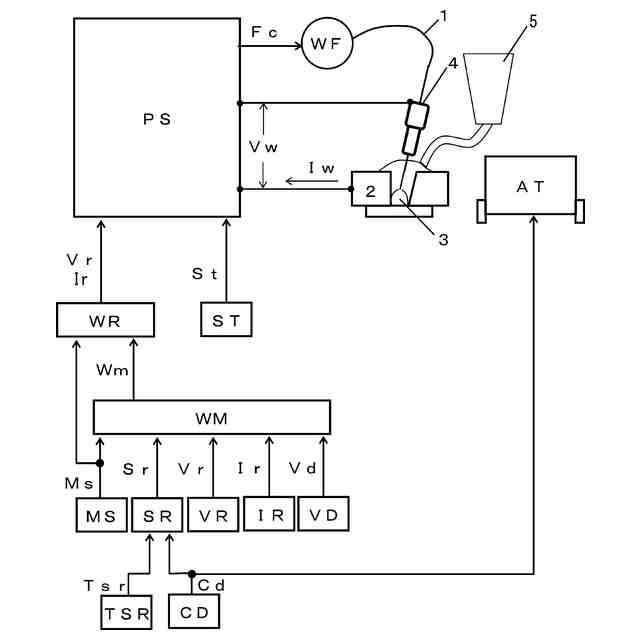
【解決手段】溶接トーチ4の先端位置を溶接線上を移動させながら溶接電圧Vw及び溶接電流Iwを通電して溶接するサブマージアーク溶接の溶接条件設定方法において、テスト溶接モード及び実施工溶接モードの溶接モードMsを備え、テスト溶接モードのときは、溶接線に複数の区間を設定し、溶接トーチ4の先端位置が各区間中を移動しているときに溶接条件Vr、Irの調整を行い、溶接トーチ4の先端位置が各区間の終了位置に到達するとその時点における溶接条件Vr、Irを区間ごとに記憶してテスト溶接を行い、実施工溶接モードのときは、各区間ごとに記憶されている溶接条件Vr、Irから溶接結果に基づいて一つを選択して実施工溶接を行う。
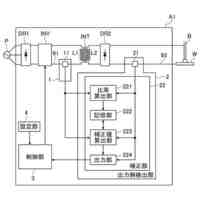
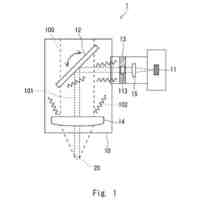
【選択図】図1
特許請求の範囲
【請求項1】
溶接トーチの先端位置を溶接線上を移動させながら溶接電圧及び溶接電流を通電して溶接するサブマージアーク溶接の溶接条件設定方法において、
テスト溶接モード及び実施工溶接モードを備え、前記テスト溶接モードのときは、前記溶接線に複数の区間を設定し、前記溶接トーチの前記先端位置が前記各区間中を移動しているときに溶接条件の調整を行い、前記溶接トーチの前記先端位置が前記各区間の終了位置に到達するとその時点における前記溶接条件を前記区間ごとに記憶してテスト溶接を行い、前記実施工溶接モードのときは、前記各区間ごとに記憶されている前記溶接条件から溶接結果に基づいて一つを選択して実施工溶接を行う、ことを特徴とするサブマージアーク溶接の溶接条件設定方法。
続きを表示(約 490 文字)
【請求項2】
前記溶接条件は少なくとも前記溶接電圧及び前記溶接電流の設定条件を含んでいる、ことを特徴とする請求項1に記載のサブマージアーク溶接の溶接条件設定方法。
【請求項3】
前記テスト溶接モードのときは、前記溶接トーチの前記先端位置が前記各区間の開始位置に到達するとその旨を報知し、前記溶接トーチの前記先端位置が前記各区間中を移動しているときは、溶接作業者が手動によって前記溶接条件の調整を行う、ことを特徴とする請求項1又は2に記載のサブマージアーク溶接の溶接条件設定方法。
【請求項4】
前記各区間は溶接開始からの経過時間に基づいて設定される、ことを特徴とする請求項1又は2に記載のサブマージアーク溶接の溶接条件設定方法。
【請求項5】
前記各区間の前記テスト溶接を行っているときに少なくとも前記溶接電圧に基づいて溶接状態の評価指標を算出して前記各区間ごとに記憶し、前記実施工溶接モードのときは前記評価指標に基づいて前記溶接条件を選択する、ことを特徴とする請求項1又は2に記載のサブマージアーク溶接の溶接条件設定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サブマージアーク溶接の溶接条件設定方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来からサブマージアーク溶接が知られている。サブマージアーク溶接は、母材の上に粒上のフラックスを散布し、フラックスの中に溶接ワイヤを送給して、溶接ワイヤの先端と母材との間にアークを発生させて溶接を行うものである。サブマージアーク溶接では、太径の溶接ワイヤに大電流を流すことで、厚板を高能率で溶接することができる(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開平9-271944号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
サブマージアーク溶接では、厚板に開先を加工して設置する必要があるために、溶接の前準備に手間がかかる。さらに、サブマージアーク溶接では、アーク発生部がフラックスによって被覆されているので、溶接状態を直接視認することができないので、溶接終了後にビード外観を確認しなければ溶接条件が適正であるかを判別することができない。このために、サブマージアーク溶接では、溶接条件を設定するためのテスト溶接に時間がかかるという問題がある。
【0005】
そこで、本発明では、例えば、溶接条件を設定するためのテスト溶接を効率化することができるサブマージアーク溶接の溶接条件設定方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の第1の側面により提供されるサブマージアーク溶接の溶接条件設定方法は、溶接トーチの先端位置を溶接線上を移動させながら溶接電圧及び溶接電流を通電して溶接するサブマージアーク溶接の溶接条件設定方法において、テスト溶接モード及び実施工溶接モードを備え、前記テスト溶接モードのときは、前記溶接線に複数の区間を設定し、前記溶接トーチの前記先端位置が前記各区間中を移動しているときに溶接条件の調整を行い、前記溶接トーチの前記先端位置が前記各区間の終了位置に到達するとその時点における前記溶接条件を前記区間ごとに記憶してテスト溶接を行い、前記実施工溶接モードのときは、前記各区間ごとに記憶されている前記溶接条件から溶接結果に基づいて一つを選択して実施工溶接を行う、ことを特徴とする。
【0007】
一例として、本発明のサブマージアーク溶接の溶接条件設定方法は、前記溶接条件は少なくとも前記溶接電圧及び前記溶接電流の設定条件を含んでいる、ことを特徴とする。
【0008】
一例として、本発明のサブマージアーク溶接の溶接条件設定方法は、前記テスト溶接モードのときは、前記溶接トーチの前記先端位置が前記各区間の開始位置に到達するとその旨を報知し、前記溶接トーチの前記先端位置が前記各区間中を移動しているときは、溶接作業者が手動によって前記溶接条件の調整を行う、ことを特徴とする。
【0009】
一例として、本発明のサブマージアーク溶接の溶接条件設定方法は、前記各区間は溶接開始からの経過時間に基づいて設定される、ことを特徴とする。
【0010】
一例として、本発明のサブマージアーク溶接の溶接条件設定方法は、前記各区間の前記テスト溶接を行っているときに少なくとも前記溶接電圧に基づいて溶接状態の評価指標を算出して前記各区間ごとに記憶し、前記実施工溶接モードのときは前記評価指標に基づいて前記溶接条件を選択する、ことを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
キヤノン電子株式会社
加工装置
1か月前
ダイニチ工業株式会社
配膳治具
1か月前
日東精工株式会社
ねじ整列トレー
27日前
中国電力株式会社
養生シート
1か月前
株式会社富田製作所
支持構造
1か月前
睦月電機株式会社
金属表面処理方法
1か月前
株式会社向洋技研
スタッドの製造方法
1か月前
有限会社TNE
電気抵抗溶接方法
1か月前
株式会社ダイヘン
溶接装置
13日前
川田工業株式会社
自動半円切欠装置
11日前
株式会社不二越
歯車加工装置
27日前
株式会社不二越
歯車加工装置
27日前
株式会社不二越
歯車加工装置
27日前
キヤノン電子株式会社
固定装置及び加工装置
1か月前
宮川工業株式会社
切削加工装置
1か月前
トヨタ自動車株式会社
レーザ加工装置
20日前
オークマ株式会社
主軸旋回装置
1か月前
工機ホールディングス株式会社
作業機
1か月前
Astemo株式会社
接合方法、構造物
19日前
株式会社不二越
噛み込み検知装置
1か月前
四国溶材株式会社
高能率アーク溶接方法
1か月前
スター精密株式会社
工作機械
1か月前
株式会社ヨコオ
加工方法、加工プログラム
4日前
株式会社ダイヘン
熱加工用電源装置
1か月前
津田駒工業株式会社
工作機械用の回転割出し装置
1か月前
株式会社ダイヘン
熱加工用電源装置
1か月前
株式会社プロテリアル
アルミニウム銅クラッド材
1か月前
矢崎総業株式会社
抵抗溶接装置
4日前
日本製鉄株式会社
溶接継手
1か月前
矢崎総業株式会社
抵抗溶接装置
4日前
株式会社SUBARU
電極チップ導入用治具
11日前
トヨタ自動車株式会社
歯面磨き加工装置
19日前
トヨタ自動車株式会社
歯面磨き加工装置
19日前
株式会社ラインワークス
ワーク保持装置
4日前
本田技研工業株式会社
スポット溶接方法
1か月前
株式会社和井田製作所
除去加工表示装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ