TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025177226
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024083857
出願日
2024-05-23
発明の名称
延焼防止シート、その製造方法およびそれを備えるバッテリー
出願人
信越ポリマー株式会社
代理人
めぶき弁理士法人
,
個人
主分類
F16L
59/02 20060101AFI20251128BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】
低熱伝導性と高クッション性を有する延熱防止シート、その製造方法およびそれを備えるバッテリーを提供する。
【解決手段】
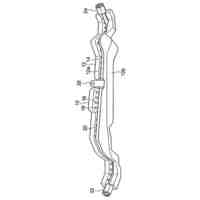
本発明は、熱源からの熱の伝達を抑止可能であって金属酸化物を含む断熱シート3と、断熱シート3よりも伸縮性の高いゴムシート2とを備え、断熱シート3の一部のシート端面3a,3bはゴムシート2の外周囲から露出しており、断熱シート3とゴムシート2の内部との間に、外部と通気可能な通気用の流路4,5を備え、流路4,5は、一部のシート端面に含まれる第1シート端面3aの側方に開口する第1開口部4a,5aから、断熱シート3の外側面に沿って形成され、一部のシート端面に含まれる別のシート端面である第2シート端面3bの側方に開口する第2開口部4b,5bへと通じている延焼防止シート1、その製造方法およびバッテリーに関する。
【選択図】図1
特許請求の範囲
【請求項1】
複数の熱源同士の間に少なくとも配置され、前記熱源が過熱状態の際に他の熱源への伝熱を抑制して延焼を防止可能な延焼防止シートであって、
前記熱源からの熱の伝達を抑止可能であって金属酸化物を含む断熱シートと、
前記断熱シートよりも伸縮性の高いゴムシートと、
を備え、
前記断熱シートの一部のシート端面は前記ゴムシートの外周囲から露出しており、
前記断熱シートと前記ゴムシートの内部との間に、外部と通気可能な通気用の流路を備え、
前記流路は、前記一部のシート端面に含まれる第1シート端面の側方に開口する第1開口部から、前記断熱シートの外側面に沿って形成され、前記一部のシート端面に含まれる別のシート端面である第2シート端面の側方に開口する第2開口部へと通じていることを特徴とする延焼防止シート。
続きを表示(約 2,000 文字)
【請求項2】
前記第1シート端面と前記第2シート端面とは対向しており、
前記流路は、前記第1シート端面から前記第2シート端面に通じて2本形成されていることを特徴とする請求項1に記載の延焼防止シート。
【請求項3】
複数の熱源同士の間に少なくとも配置され、前記熱源が過熱状態の際に他の熱源への伝熱を抑制して延焼を防止可能な延焼防止シートであって、
前記熱源からの熱の伝達を抑止可能であって金属酸化物を含む断熱シートと、
前記断熱シートよりも伸縮性の高いゴムシートと、
を備え、
前記断熱シートの一部のシート端面は前記ゴムシートの外周囲から露出しており、
前記断熱シートと前記ゴムシートの内部との間に、外部と通気可能な通気用の流路を備え、
前記流路は、前記一部のシート端面に含まれる第1シート端面の側方に開口する第1開口部から、前記断熱シートの外側面に沿って形成され、前記第1開口部と異なる開口部であって前記第1シート端面の側方に開口する第2開口部へと通じていることを特徴とする延焼防止シート。
【請求項4】
前記ゴムシートにおいて、前記断熱シートの厚さ方向の一方を覆う側のシート面は、当該厚さ方向の他方を覆う側のシート面に比べて前記ゴムシートの厚さ方向に隆起していることを特徴とする請求項1から3のいずれか1項に記載の延焼防止シート。
【請求項5】
前記断熱シートの厚さ方向の一方を覆う側のシート面は、前記断熱シートの面内中央から前記流路の上方位置を越えて端部に至るまでの間における前記流路の上方位置に、前記ゴムシートの厚さを小さくするような段差を有することを特徴とする請求項4に記載の延焼防止シート。
【請求項6】
前記ゴムシートは、多孔性のゴムシートであることを特徴とする請求項1から3のいずれか1項に記載の延焼防止シート。
【請求項7】
前記断熱シートが、前記金属酸化物またはそれを含む材料として、シリカ、珪藻土およびタルクの少なくともいずれか1つを含むことを特徴とする請求項1から3のいずれか1項に記載の延焼防止シート。
【請求項8】
複数の熱源同士の間に少なくとも配置され、前記熱源が過熱状態の際に他の熱源への伝熱を抑制して延焼を防止可能な延焼防止シートを製造する方法であって、
前記延焼防止シートは、
前記熱源からの熱の伝達を抑止可能であって金属酸化物を含む断熱シートと、
前記断熱シートよりも伸縮性の高いゴムシートと、
を備え、
前記断熱シートの一部のシート端面は前記ゴムシートの外周囲から露出しており、
前記断熱シートと前記ゴムシートの内部との間に、外部と通気可能な通気用の流路を備え、
前記流路は、前記一部のシート端面に含まれる第1シート端面の側方に開口する第1開口部から、前記断熱シートの外側面に沿って形成され、前記一部のシート端面に含まれる別のシート端面である第2シート端面の側方に開口する第2開口部へと通じているか、または、前記第1開口部から、前記断熱シートの外側面に沿って形成され、前記第1開口部と異なる開口部であって前記第1シート端面の側方に開口する第2開口部へと通じており、
前記延焼防止シートの製造方法は、
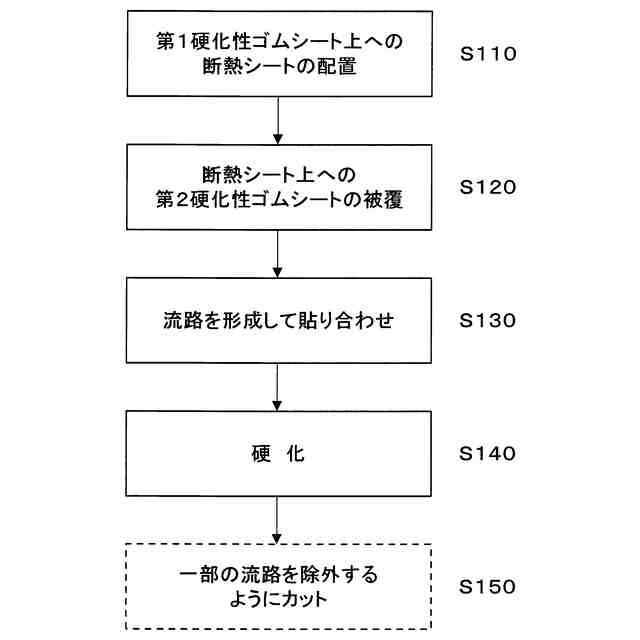
第1硬化性ゴムシートの上に前記断熱シートを配置する配置工程と、
当該配置工程後に、前記断熱シートの上から第2硬化性ゴムシートを被せる被覆工程と、
前記第1硬化性ゴムシートと前記第2硬化性ゴムシートの間に前記断熱シートを挟んで、前記流路を形成するように前記第1硬化性ゴムシートと前記第2硬化性ゴムシートとを貼り合わせる貼合工程と、
少なくとも前記第1硬化性ゴムシートおよび前記第2硬化性ゴムシートを硬化させて、前記第1硬化性ゴムシート、前記断熱シートおよび前記第2硬化性ゴムシートを一体化する硬化工程と、
を含むことを特徴とする延焼防止シートの製造方法。
【請求項9】
前記貼合工程は、前記断熱シートの厚さ方向の一方を覆う側のシート面において、前記断熱シートの面内中央から前記流路の上方位置を越えて端部に至る方向にローラを当て進めて貼り合わせ処理を行う工程とすることを特徴とする請求項8に記載の延焼防止シートの製造方法。
【請求項10】
前記流路が前記断熱シートの幅方向2箇所に存在する場合において、
前記貼合工程は、前記断熱シートの厚さ方向の一方を覆う側のシート面において、前記断熱シートの面内中央から前記流路の上方位置を越えて幅方向両端部に至る方向に前記ローラを当て進めて貼り合わせ処理を行う工程とすることを特徴とする請求項9に記載の延焼防止シートの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、延焼防止シート、その製造方法およびそれを備えるバッテリーに関する。
続きを表示(約 5,000 文字)
【背景技術】
【0002】
現在、世界中で、地球環境への負荷軽減を目的として、従来からのガソリン車あるいはディーゼル車を徐々に電気自動車に転換しようとする動きが活発化している。特に、フランス、オランダ、ドイツをはじめとする欧州諸国の他、中国でも、電気自動車の普及が進行してきている。電気自動車の普及には、高性能のバッテリーが必要である。
【0003】
バッテリーの中には、放電時または充電時に熱暴走して発火や発煙等が生じるものもある。近年では、自動車用のバッテリーとして、筐体内に複数のバッテリーセルを並べて装着したものが知られている。このような複数のバッテリーセルが並べて装着されたバッテリーにおいて、1つのバッテリーセルから発火や発煙等が生じた場合、周囲のバッテリーセルに熱が伝わることにより、さらに大きな発火、発煙、爆発等の不具合が生じる虞がある。このような不具合による被害を最小限に抑えるため、異常高温になったバッテリーセルの熱を周囲のバッテリーセルに伝え難くする方法が検討されている。例えば、複数のバッテリーセル同士の間に、耐火材や断熱層等の延焼防止シートを設ける方法が知られている(特許文献1を参照)。
【先行技術文献】
【特許文献】
【0004】
特開2018-206604号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
延焼防止シートとして、例えば、セラミックス製耐火シートを、バッテリーセル(単に「セル」ともいう。)の間に配置することが考えられる。しかし、バッテリーを構成するセルの容器は、放電時および/または充電時に過熱すると膨張する。よって、高硬度のセラミックス製のシートは、熱伝導性が低く耐熱性に優れていても、クッション性に劣ることからセル間の延焼防止用途には適さない。一方、樹脂製のシートは、セラミックス製のシートに比べてクッション性に多少優れていても、耐熱性の点ではセラミックス製のシートに劣る。
【0006】
市場では、厚さ方向に熱伝導性が低く、かつ同方向のクッション性に優れた延熱防止シートが求められている。このような要望に応えることは、「すべての人々の、安価かつ信頼できる持続可能な近代的エネルギーへのアクセスを確保する」という本出願人の持続可能な開発目標の達成にも資する。
【0007】
本発明は、上記課題を解決するためになされたものであり、低熱伝導性と高クッション性を有する延熱防止シート、その製造方法およびそれを備えるバッテリーを提供することを目的とする。
【課題を解決するための手段】
【0008】
(1)上記目的を達成するための一実施形態に係る延焼防止シートは、複数の熱源同士の間に少なくとも配置され、前記熱源が過熱状態の際に他の熱源への伝熱を抑制して延焼を防止可能な延焼防止シートであって、
前記熱源からの熱の伝達を抑止可能であって金属酸化物を含む断熱シートと、
前記断熱シートよりも伸縮性の高いゴムシートと、
を備え、
前記断熱シートの一部のシート端面は前記ゴムシートの外周囲から露出しており、
前記断熱シートと前記ゴムシートの内部との間に、外部と通気可能な通気用の流路を備え、
前記流路は、前記一部のシート端面に含まれる第1シート端面の側方に開口する第1開口部から、前記断熱シートの外側面に沿って形成され、前記一部のシート端面に含まれる別のシート端面である第2シート端面の側方に開口する第2開口部へと通じている。
(2)別の実施形態に係る延焼防止シートにおいて、好ましくは、前記第1シート端面と前記第2シート端面とは対向しており、前記流路は、前記第1シート端面から前記第2シート端面に通じて2本形成されていてもよい。
(3)上記目的を達成するための一実施形態に係る延焼防止シートは、複数の熱源同士の間に少なくとも配置され、前記熱源が過熱状態の際に他の熱源への伝熱を抑制して延焼を防止可能な延焼防止シートであって、
前記熱源からの熱の伝達を抑止可能であって金属酸化物を含む断熱シートと、
前記断熱シートよりも伸縮性の高いゴムシートと、
を備え、
前記断熱シートの一部のシート端面は前記ゴムシートの外周囲から露出しており、
前記断熱シートと前記ゴムシートの内部との間に、外部と通気可能な通気用の流路を備え、
前記流路は、前記一部のシート端面に含まれる第1シート端面の側方に開口する第1開口部から、前記断熱シートの外側面に沿って形成され、前記第1開口部と異なる開口部であって前記第1シート端面の側方に開口する第2開口部へと通じている。
(4)別の実施形態に係る延焼防止シートにおいて、好ましくは、前記ゴムシートにおいて、前記断熱シートの厚さ方向の一方を覆う側のシート面は、当該厚さ方向の他方を覆う側のシート面に比べて前記ゴムシートの厚さ方向に隆起していてもよい。
(5)別の実施形態に係る延焼防止シートにおいて、好ましくは、前記断熱シートの厚さ方向の一方を覆う側のシート面は、前記断熱シートの面内中央から前記流路の上方位置を越えて端部に至るまでの間における前記流路の上方位置に、前記ゴムシートの厚さを小さくするような段差を有していてもよい。
(6)別の実施形態に係る延焼防止シートにおいて、好ましくは、前記ゴムシートは、多孔性のゴムシートであってもよい。
(7)別の実施形態に係る延焼防止シートにおいて、好ましくは、前記断熱シートが、前記金属酸化物またはそれを含む材料として、シリカ、珪藻土およびタルクの少なくともいずれか1つを含んでいてもよい。
(8)上記目的を達成するための一実施形態に係る延焼防止シートの製造方法は、複数の熱源同士の間に少なくとも配置され、前記熱源が過熱状態の際に他の熱源への伝熱を抑制して延焼を防止可能な延焼防止シートを製造する方法であって、
前記延焼防止シートは、
前記熱源からの熱の伝達を抑止可能であって金属酸化物を含む断熱シートと、
前記断熱シートよりも伸縮性の高いゴムシートと、
を備え、
前記断熱シートの一部のシート端面は前記ゴムシートの外周囲から露出しており、
前記断熱シートと前記ゴムシートの内部との間に、外部と通気可能な通気用の流路を備え、
前記流路は、前記一部のシート端面に含まれる第1シート端面の側方に開口する第1開口部から、前記断熱シートの外側面に沿って形成され、前記一部のシート端面に含まれる別のシート端面である第2シート端面の側方に開口する第2開口部へと通じているか、または、前記第1開口部から、前記断熱シートの外側面に沿って形成され、前記第1開口部と異なる開口部であって前記第1シート端面の側方に開口する第2開口部へと通じており、
前記延焼防止シートの製造方法は、
第1硬化性ゴムシートの上に前記断熱シートを配置する配置工程と、
当該配置工程後に、前記断熱シートの上から第2硬化性ゴムシートを被せる被覆工程と、
前記第1硬化性ゴムシートと前記第2硬化性ゴムシートの間に前記断熱シートを挟んで、前記流路を形成するように前記第1硬化性ゴムシートと前記第2硬化性ゴムシートとを貼り合わせる貼合工程と、
少なくとも前記第1硬化性ゴムシートおよび前記第2硬化性ゴムシートを硬化させて、前記第1硬化性ゴムシート、前記断熱シートおよび前記第2硬化性ゴムシートを一体化する硬化工程と、
を含む。
(9)別の実施形態に係る延焼防止シートの製造方法において、好ましくは、前記貼合工程は、前記断熱シートの厚さ方向の一方を覆う側のシート面において、前記断熱シートの面内中央から前記流路の上方位置を越えて端部に至る方向にローラを当て進めて貼り合わせ処理を行う工程としてもよい。
(10)別の実施形態に係る延焼防止シートの製造方法において、好ましくは、前記流路が前記断熱シートの幅方向2箇所に存在する場合に、
前記貼合工程は、前記断熱シートの厚さ方向の一方を覆う側のシート面において、前記断熱シートの面内中央から前記流路の上方位置を越えて幅方向両端部に至る方向に前記ローラを当て進めて貼り合わせ処理を行う工程としてもよい。
(11)別の実施形態に係る延焼防止シートの製造方法において、好ましくは、前記流路が前記断熱シートの幅方向2箇所と長さ方向の1箇所に存在する場合に、
前記貼合工程は、さらに、前記断熱シートの厚さ方向の一方を覆う側のシート面において、前記断熱シートの面内中央から前記流路の上方位置を越えて長さ方向一端部に至る方向に前記ローラを当て進めて貼り合わせ処理を行う工程としてもよい。
(12)別の実施形態に係る延焼防止シートの製造方法において、好ましくは、前記断熱シートの長さ方向側の前記流路を除去するように前記硬化工程後の硬化体をカットするカット工程を、さらに含んでもよい。
(13)上記目的を達成するための一実施形態に係るバッテリーは、
複数のバッテリーセルを筐体内に備えるバッテリーであって、
前記バッテリーセル同士の間および前記バッテリーセルと前記筐体との間の内、少なくとも前記バッテリーセル同士の間に、上述のいずれかの延焼防止シートを備える。
【発明の効果】
【0009】
本発明によれば、低熱伝導性と高クッション性を有する延熱防止シート、その製造方法およびそれを備えるバッテリーを提供することができる。
【図面の簡単な説明】
【0010】
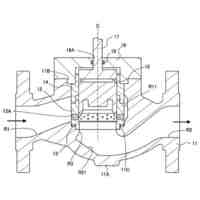
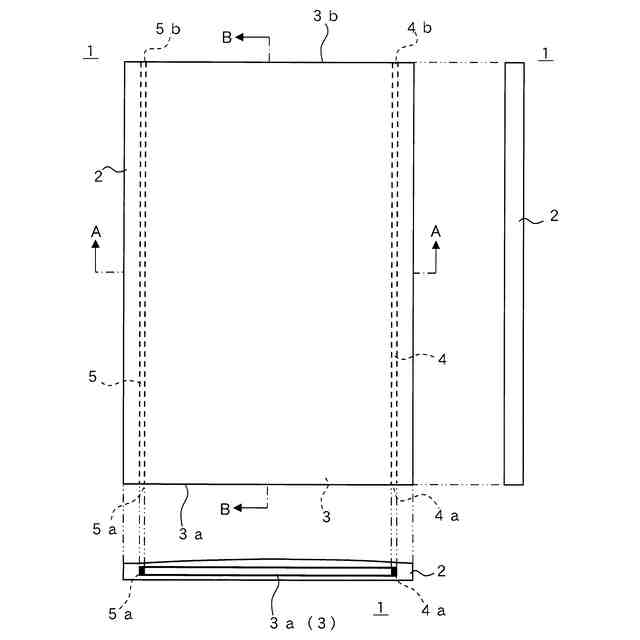
図1は、第1実施形態に係る延焼防止シートの平面図、正面図および右側面図を示す。
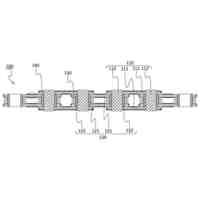
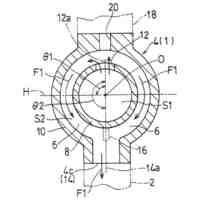
図2は、図1の延焼防止シートをA-A線で切断したときのA-A線断面図、同シートをB-B線で切断したときのB-B線断面図およびA-A線断面図における一部Cの拡大図を示す。
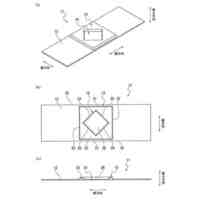
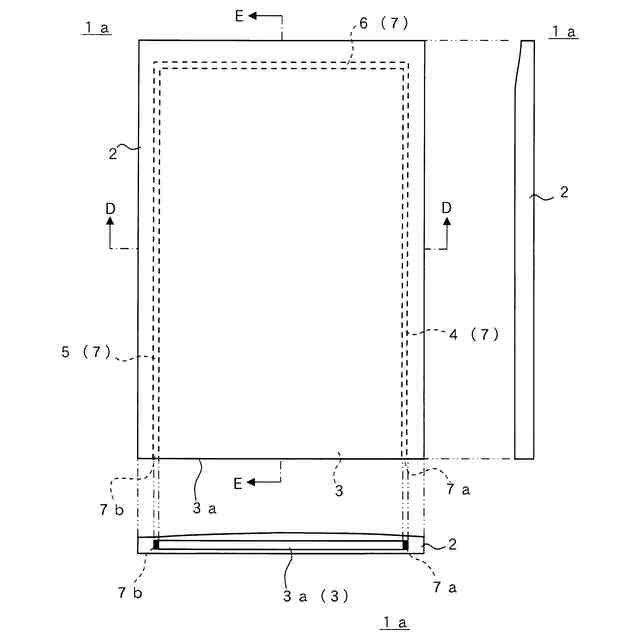
図3は、第2実施形態に係る延焼防止シートの平面図、正面図および右側面図を示す。
図4は、図3の延焼防止シートをD-D線で切断したときのD-D線断面図および同シートをE-E線で切断したときのE-E線断面図を示す。
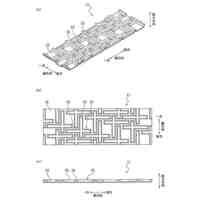
図5は、一実施形態に係る延焼防止シートを製造するための主な工程のフローを示す。
図6は、図5のフローにおける被覆工程から貼合工程(6A)およびカット工程(6B)を説明するための図を示す。
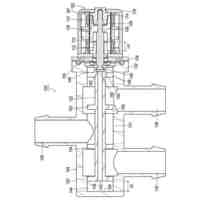
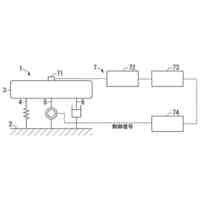
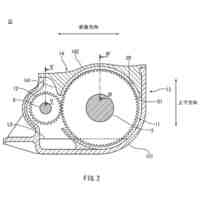
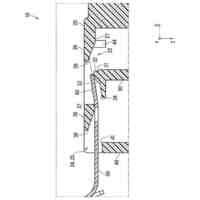
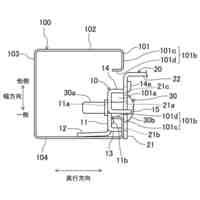
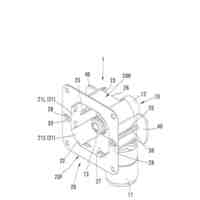
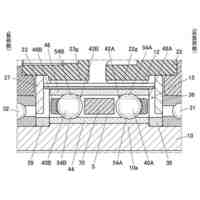
図7は、一実施形態に係るバッテリーの縦断面図および当該縦断面図におけるバッテリーセル同士の間に挟まれている1つの延焼防止シートの拡大図を示す。
図8は、第2実施形態に係る延焼防止シートの熱伝導評価の方法を説明するための図であって、当該延焼防止シートの長辺側の端部から20mmの領域の斜視図(8A)および同領域近傍の評価時の断面図(8B)を示す。
図9は、評価開始直前(初期)における比較材1(図中、「SRスポンジ」と表記。)、比較材2(図中、「SRスポンジ+断熱シート」と表記。)および延焼防止シート1a(図中、「SRスポンジ+断熱シート+空洞」と表記。)の温度分布を示す。
図10は、図9の初期状態から60秒経過後の各評価対象の温度分布を示す。
図11は、図9の初期状態から120秒経過後の各評価対象の温度分布を示す。
図12は、図9の初期状態から180秒経過後の各評価対象の温度分布を示す。
図13は、図9の初期状態から240秒経過後の各評価対象の温度分布を示す。
図14は、図9の初期状態から300秒経過後の各評価対象の温度分布を示す。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
竹内工業株式会社
ラッチ
5日前
アズビル株式会社
連結装置
1日前
アズビル株式会社
連結装置
1日前
株式会社山谷設備
被覆除去具
12日前
カヤバ株式会社
シリンダ装置
6日前
株式会社小糸製作所
スクリュー
6日前
アズビル株式会社
ケージ調整弁
1日前
株式会社パイオラックス
留め具
5日前
株式会社不二越
流路切換弁
12日前
富士電機株式会社
パネル構造
12日前
旭有機材株式会社
流体制御弁
12日前
旭有機材株式会社
流体制御弁
12日前
富士電機株式会社
パネル構造
12日前
株式会社SUBARU
インシュレータ
5日前
株式会社椿本チエイン
チェーン
7日前
株式会社デンソー
電磁弁駆動装置
12日前
清水建設株式会社
防振構造
7日前
株式会社ミヤワキ
配管構造
5日前
株式会社日阪製作所
二方ボール弁
1日前
株式会社SUBARU
液体封入式マウント
6日前
日本製鉄株式会社
歯車装置
6日前
内山工業株式会社
密封装置
5日前
株式会社椿本チエイン
チェーンガイド
12日前
トヨタ自動車株式会社
制御装置
5日前
株式会社テイエルブイ
スチームトラップの診断装置
5日前
日本精工株式会社
ボールねじ
5日前
株式会社鷺宮製作所
ダイヤフラム
6日前
日本精工株式会社
保持器及び軸受
1日前
住友電装株式会社
係止装置
5日前
株式会社GOLDMAN
魚釣りリール用円筒軸受
6日前
丸井産業株式会社
固定金具
7日前
株式会社ゲットクリーンエナジー
回転体の回転機構
7日前
株式会社長谷工コーポレーション
配管支持台
5日前
カヤバ株式会社
プラグ取付装置
6日前
光陽産業株式会社
埋設型ガス栓
5日前
住友重機械工業株式会社
撓み噛合い式歯車装置
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ