TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025177067
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024083573
出願日
2024-05-22
発明の名称
超音波探傷装置及び超音波探傷方法
出願人
日本製鉄株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
G01N
29/50 20060101AFI20251128BHJP(測定;試験)
要約
【課題】パルス圧縮法を用いる超音波探傷において、欠陥の検出精度が高まると共に、欠陥位置を高精度に検出可能な超音波探傷装置等を提供する。
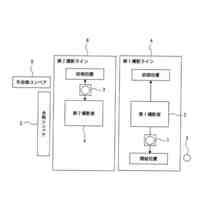
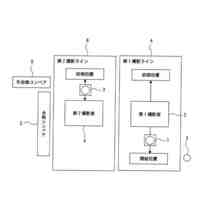
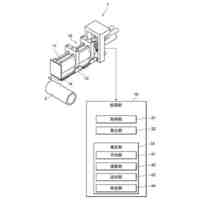
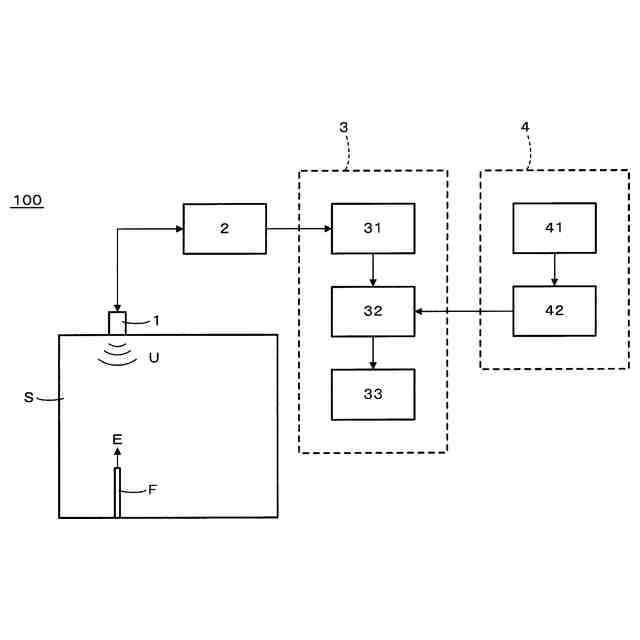
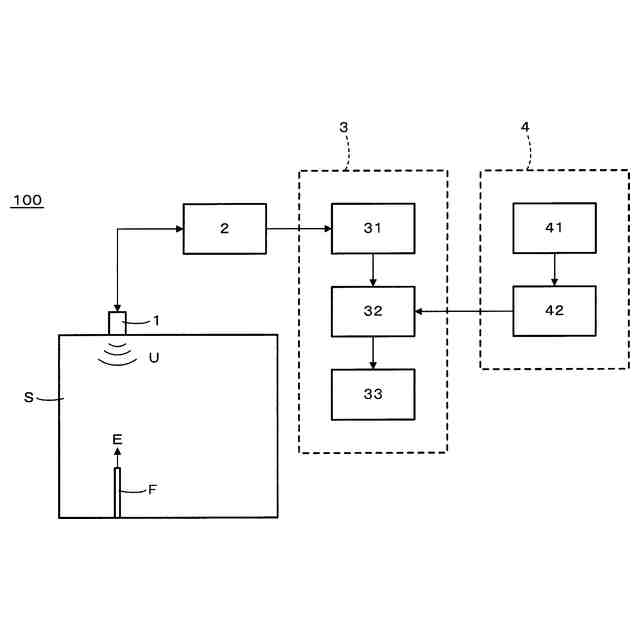
【解決手段】超音波探傷装置100は、超音波探触子1と、予測モデルを取得する予測モデル取得部4と、超音波探触子1での送信波に基づく参照波と受信波との相関波形を算出する相関波形算出部31と、相関波形を予測モデルに入力することで、相関波形がピークを示す時間位置をt0とした場合に、以下の式(1)に示す関数f(t)で表される補正相関波形を算出する補正相関波形算出部32と、補正相関波形に基づいて欠陥を検出する欠陥検出部33と、を備える。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2025177067000007.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">14</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">165</com:WidthMeasure> </com:Image>
上記の式(1)において、tは時間位置を示す。a、bは所定の値であり、以下の式(2)を満足する。
|a|/3≧|b|・・・(2)
【選択図】図2
特許請求の範囲
【請求項1】
被探傷材の内部に存在する欠陥を検出する超音波探傷装置であって、
前記被探傷材に超音波を送信波として送信し、前記被探傷材の内部で反射したエコーを受信波として受信する超音波探触子と、
予測モデルを取得する予測モデル取得部と、
前記送信波に基づく参照波と前記受信波との相関波形を算出する相関波形算出部と、
前記相関波形を前記予測モデルに入力することで、前記相関波形がピークを示す時間位置をt0とした場合に、以下の式(1)に示す関数f(t)で表される補正相関波形を算出する補正相関波形算出部と、
前記補正相関波形に基づいて、前記被探傷材の内部に存在する欠陥を検出する欠陥検出部と、
を備える、超音波探傷装置。
TIFF
2025177067000005.tif
14
165
上記の式(1)において、tは時間位置を示す。a、bは所定の値であり、以下の式(2)を満足する。
|a|/3≧|b| ・・・(2)
続きを表示(約 1,200 文字)
【請求項2】
前記予測モデル取得部は、
任意の送信波に基づく参照波と、前記任意の送信波に対応する受信波との相関波形である学習用相関波形を算出し、
前記学習用相関波形に基づいて、前記学習用相関波形がピークを示す時間位置をt0とした場合に、前記式(1)に示す関数f(t)で表され、前記式(2)を満足する学習用補正相関波形を生成し、
前記学習用相関波形を入力すると、前記学習用補正相関波形が出力されるように、機械学習モデルを学習させることで生成される前記予測モデルを、
内部で生成するか又は外部から入手することで取得する、請求項1に記載の超音波探傷装置。
【請求項3】
前記予測モデル取得部は、前記欠陥の種類に応じた複数の異なる前記予測モデルを取得する、請求項1又は2に記載の超音波探傷装置。
【請求項4】
前記学習用相関波形は、
前記超音波探触子が、前記被探傷材の代わりに内部に欠陥を有する試験材に超音波を送信波として送信し、前記試験材の内部で反射したエコーを受信波として受信し、前記送信波に基づく参照波と、前記受信波との相関波形として算出される、請求項2に記載の超音波探傷装置。
【請求項5】
前記学習用相関波形は、
前記被探傷材に任意の超音波を送信波として送信した場合に、前記被探傷材の内部で反射するエコーである受信波を超音波シミュレーションによって算出し、前記送信波に基づく参照波と、前記受信波との相関波形として算出される、請求項2に記載の超音波探傷装置。
【請求項6】
被探傷材の内部に存在する欠陥を検出する超音波探傷方法であって、
超音波探触子を用い、前記被探傷材に超音波を送信波として送信し、前記被探傷材の内部で反射したエコーを受信波として受信する超音波送受信ステップと、
予測モデル取得部を用い、予測モデルを取得する予測モデル取得ステップと、
相関波形算出部を用い、前記送信波に基づく参照波と前記受信波との相関波形を算出する相関波形算出ステップと、
補正相関波形算出部を用い、前記相関波形を前記予測モデルに入力することで、前記相関波形がピークを示す時間位置をt0とした場合に、以下の式(1)に示す関数f(t)で表される補正相関波形を算出する補正相関波形算出ステップと、
欠陥検出部を用い、前記補正相関波形に基づいて、前記被探傷材の内部に存在する欠陥を検出する欠陥検出ステップと、
を有する、超音波探傷方法。
TIFF
2025177067000006.tif
14
165
上記の式(1)において、tは時間位置を示す。a、bは所定の値であり、以下の式(2)を満足する。
|a|/3≧|b| ・・・(2)
発明の詳細な説明
【技術分野】
【0001】
本発明は、超音波を用いて鋼材等の被探傷材を探傷する超音波探傷装置及び超音波探傷方法に関する。特に、本発明は、パルス圧縮法を用いる超音波探傷において、欠陥の検出精度が高まると共に、欠陥位置を高精度に検出可能な超音波探傷装置及び超音波探傷方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来、鋼材等の被探傷材の内部に存在する欠陥を検出することを目的として、超音波探傷方法が用いられている。
超音波探傷方法は、超音波探触子を用いて、被探傷材に超音波を送信波として送信し、被探傷材の内部で反射した超音波(エコー)を受信波として受信することで、被探傷材の内部に存在する欠陥を検出する方法である。
【0003】
超音波探傷方法のより具体的な方法として、送信波として時間幅の短い超音波を送信し、受信波の時間的な振幅の変化から、反射源である欠陥の有無と欠陥位置を検出するパルスエコー法が知られている。例えば、被探傷材が鋼材等の金属材料であり、被探傷材の内部に存在する割れ、空洞、介在物といった欠陥を検出する場合には、被探傷材の内部を伝搬した超音波は、欠陥の成す界面で反射する。この反射によって発生した欠陥からのエコー(欠陥エコー)は、受信波の時間波形において振幅の変化として現れるため、この振幅の変化の有無と変化が現れた時間位置とによって、被探傷材の内部に存在する欠陥の有無と欠陥位置とを検出することができる。
【0004】
上記パルスエコー法は、受信波の時間波形を欠陥の検出に用いるものである。したがって、パルスエコー法では、受信波において、欠陥エコーに対して相対的に大きな振幅のノイズが重畳する場合、欠陥エコーとノイズとの比(S/N)が著しく低下し、欠陥を精度良く検出できないおそれがあった。
【0005】
上記パルスエコー法の課題に対して、近年、パルス圧縮法と呼ばれる技術が利用されている(例えば、特許文献1参照)。
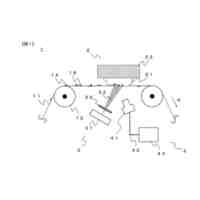
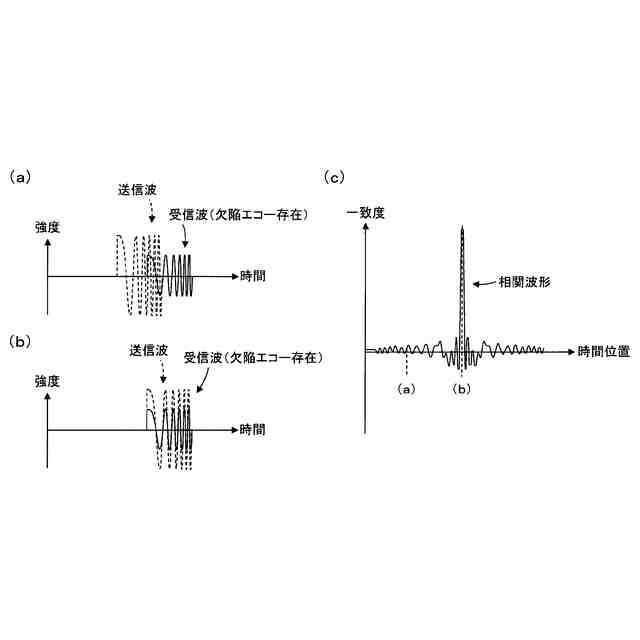
図1は、パルス圧縮法を模式的に説明する図である。最も基本的なパルス圧縮法では、図1(a)及び図1(b)において破線で示す、振幅変調や周波数変調(又は、これらを組み合わせた変調)等の変調を行った波形を送信波として用いる。そして、図1(a)及び図1(b)において実線で示す受信波に対して、送信波の時間位置をずらし、ずらした各時間位置において受信波がどれだけ送信波と一致するかを示す、図1(c)に示すような相関波形を算出する。相関波形は、横軸が時間位置(送信波の時間位置)であり、縦軸が一致度(送信波形と受信波形との一致度)である。
パルス圧縮法では、被探傷材の内部で反射したエコーは、送信波と同様の波形で受信波に現れることを前提としている。このため、受信波と時間位置をずらした送信波とが合致する時間位置(図1(b)に示す時間位置)では、図1(c)に示す相関波形の一致度は大きく、ずれた時間位置(図1(a)に示す時間位置)では、図1(c)に示す相関波形の一致度は小さくなる。また、送信波と波形の異なるランダムなノイズは、時間位置によらず一致度が高くなることがない。このため、パルス圧縮法では、被探傷材の中に送信波や受信波以外のランダムなノイズが存在していたとしても、一致度の高い信号だけに着目することで、送信波に対応して生じた受信波だけを抽出することができるため、ノイズに影響されずに高精度に測定することが可能である。
また、図1(c)に示す相関波形が算出される受信波に、送信波が被探傷材の内部に存在する欠陥で反射したことによって得られる欠陥エコーが存在する場合には、図1(c)に示す(b)の時間位置は、当該欠陥までの往復の距離に応じた時間位置に対応することになる。このため、被探傷材中の音速を予め調べておけば、相関の一致度の高い点の時間位置に基づいて、欠陥位置を検出することができる。また、相関波形の一致度の値は、欠陥エコーの大きさと正の相関を有するため、この一致度の大きさから欠陥エコーの大きさ、ひいては欠陥の寸法を推定することも可能である。
【0006】
パルス圧縮法を用いる利点としては、送信波の波形を工夫することで、相関波形の一致度が大きくなる時間位置の範囲をより狭くすることでき(したがって、欠陥位置の検出精度を高めることができ)、且つ、相関波形のS/Nを高めることができる(したがって、欠陥の検出精度を高めることができる)点である。これが、さながら時間軸方向に圧縮した信号波形が得られているように見えることから、パルス圧縮法と呼ばれている。
【0007】
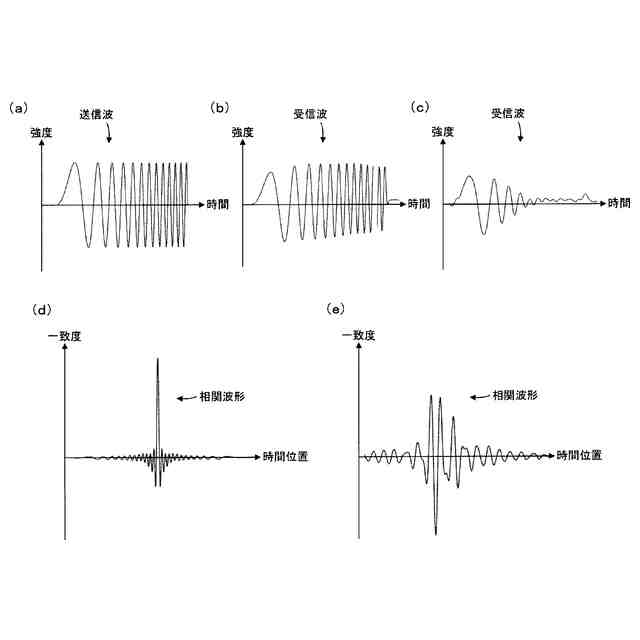
しかしながら、パルス圧縮法には、受信波の波形が送信波の波形から変化してしまうと、相関波形が劣化してしまい、一致度が高くなる時間位置が分からなくなることで、精度良く測定できなくなるという問題がある。具体的には、相関波形の一致度が大きくなる時間位置の範囲が広くなり、S/Nも悪い相関波形になってしまうという問題がある。
【先行技術文献】
【特許文献】
【0008】
特許第7186816号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記従来技術の問題点を解決するべくなされたものであり、パルス圧縮法を用いる超音波探傷において、欠陥の検出精度が高まると共に、欠陥位置を高精度に検出可能な超音波探傷装置及び超音波探傷方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
前記課題を解決するため、本発明らは、鋭意検討を行った結果、パルス圧縮法において、劣化した相関波形を、機械学習を用いて生成された予測モデルを用いることで、適切な相関波形(相関波形の一致度が大きくなる時間位置の範囲が狭く、S/Nの高い相関波形)に補正することに着眼した。そして、この補正後の相関波形(補正相関波形)に基づいて、被探傷材の内部に存在する欠陥を検出すれば、欠陥の検出精度が高まると共に、欠陥位置を高精度に検出可能であることに想到した。
本発明は、上記本発明者らの知見に基づき完成したものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
視触覚センサ
4日前
日本精機株式会社
検出装置
1か月前
個人
計量機能付き容器
29日前
株式会社カクマル
境界杭
19日前
愛知電機株式会社
外観検査方法
今日
愛知電機株式会社
外観検査装置
今日
甲神電機株式会社
電流検出装置
1か月前
日本精機株式会社
発光表示装置
12日前
ユニパルス株式会社
トルク変換器
4日前
ユニパルス株式会社
トルク変換器
4日前
株式会社トプコン
測量装置
11日前
ユニパルス株式会社
トルク変換器
4日前
大成建設株式会社
風洞実験装置
29日前
日本特殊陶業株式会社
ガスセンサ
27日前
日本信号株式会社
距離画像センサ
1か月前
日本特殊陶業株式会社
ガスセンサ
5日前
個人
非接触による電磁パルスの測定方法
1か月前
日本特殊陶業株式会社
ガスセンサ
4日前
個人
計量具及び計量機能付き容器
29日前
日本特殊陶業株式会社
ガスセンサ
11日前
キーコム株式会社
画像作成システム
19日前
本陣水越株式会社
車載式計測標的物
6日前
株式会社不二越
X線測定装置
1か月前
日置電機株式会社
絶縁抵抗測定装置
4日前
株式会社タイガーカワシマ
揚穀装置
11日前
日本特殊陶業株式会社
センサ
13日前
個人
液位検視及び品質監視システム
27日前
株式会社マグネア
磁界検出素子
1か月前
スズキ株式会社
タイヤ径算出システム
5日前
株式会社電巧社
試験装置及び試験方法
1か月前
株式会社エルメックス
希釈液収容容器
29日前
ユニパルス株式会社
トルク変換器、調整部材
4日前
理研計器株式会社
ガス検知装置
19日前
シブヤ精機株式会社
食品検査装置
4日前
東レ株式会社
異物検査装置および異物検査方法
4日前
CKD株式会社
シート情報確認システム
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ