TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025176701
公報種別
公開特許公報(A)
公開日
2025-12-04
出願番号
2025083056
出願日
2025-05-19
発明の名称
プラズマ処理装置用シリコン電極板とその製造方法
出願人
三菱マテリアル株式会社
代理人
個人
主分類
H01L
21/3065 20060101AFI20251127BHJP(基本的電気素子)
要約
【課題】プラズマ処理装置用シリコン電極板を提供する。
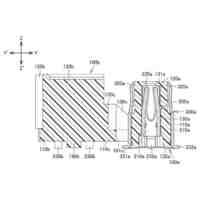
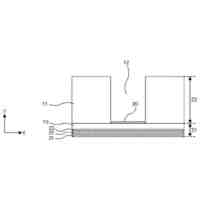
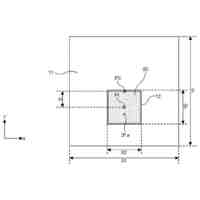
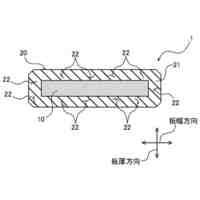
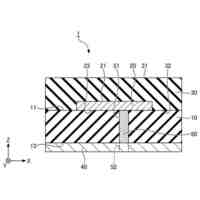
【解決手段】第一面301からこの第一面301とは反対に位置する第二面302まで板厚方向D1に貫通した複数のスリット状のガス流路11を、シリコン電極板の板中央部と外周部と中間部とにそれぞれ備え、ガス流路11は、第一面301の入口111から第二面302の出口112までの深さCをスリット幅Aで割ったアスペクト比が10以上80以下に形成されていると共に、一つのガス流路11の入口111と出口112の直線状の長縁と円弧状の短縁とに形成された幅0.1mm以上のチッピングの総数の平均値n1が3個以下である(n1≦3)ことを特徴とする。
【選択図】図5
特許請求の範囲
【請求項1】
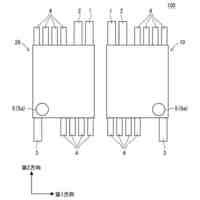
シリコンにより相互に平行な円形の第一面及び第二面を有する板状に形成され、前記第一面から該第一面とは反対に位置する第二面まで板厚方向に貫通したガス流路を、平面中心寄りと周縁寄りとにそれぞれ平面中心まわり四つ以上の異なる角度位置に備え、
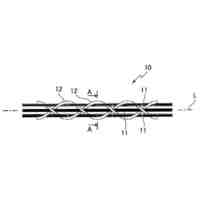
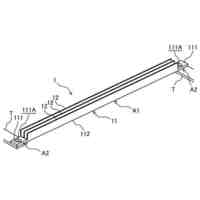
前記ガス流路における少なくとも前記第二面の出口に開口する部分が、前記第二面の面方向に沿う相互に平行な一対の長縁とこれら長縁の端どうしをつなぐ円弧状の短縁とからなる開口端を有するスリット状流路に形成され、
前記スリット状流路は、前記出口からの深さCを前記長縁どうしの間隔であるスリット幅Aで割ったアスペクト比(C/A)が10以上80以下に形成されていると共に、前記ガス流路の前記出口における前記開口端に形成された幅0.1mm以上のチッピングの総数の平均値n1が、1個の前記スリット状流路につき3個以下である(n1≦3)ことを特徴とする、プラズマ処理装置用シリコン電極板。
続きを表示(約 1,900 文字)
【請求項2】
前記ガス流路は、前記スリット状流路における前記短縁で分割して作製される二つの粗さ確認用流路分割片のうち、任意の一方を選択し、選択した前記粗さ確認用流路分割片に含まれる前記長縁から延びる第一壁面部において、板厚方向に測定した算術平均粗さRaの平均値m1が3.2μm以下であることを特徴とする、請求項1に記載のプラズマ処理装置用シリコン電極板。
【請求項3】
前記ガス流路は、前記長縁で分割して作製される二つの流路分割片のうち、任意の一方を選択し、選択した前記流路分割片に含まれる二つの前記長縁から延びる第一壁面部の断面それぞれで、前記出口から深さ1mm、2mm及び3mmの箇所を中心に半径0.3mmの6視野の観察で、該6視野に含まれる長さ0.05mm以上のクラックの総数n2が1個以下であることを特徴とする、請求項1に記載のプラズマ処理装置用シリコン電極板。
【請求項4】
前記スリット状流路が前記ガス流路の全長にわたって形成されており、前記ガス流路における前記第一面の入口の長縁どうしの間隔をa1、前記出口の長縁どうしの間隔をa2とし、前記入口の前記短縁どうしの最大の間隔をb1、前記出口の前記短縁どうしの最大の間隔をb2としたときに、
前記ガス流路は、下記の式(1)の比率r1と、下記の式(2)の比率r2とが0.01以下であることを特徴とする、請求項1に記載のプラズマ処理装置用シリコン電極板。
TIFF
2025176701000007.tif
28
170
ここで、a1は前記入口の前記長縁の最小の間隔であり、a2は前記出口の前記長縁の最小の間隔であり、b1は前記入口の前記短縁の最大の間隔であり、b2は前記出口の前記短縁の最大の間隔である。
【請求項5】
前記スリット状流路は前記板厚方向に対して傾斜していることを特徴とする、請求項1に記載のプラズマ処理装置用シリコン電極板。
【請求項6】
前記出口における前記長縁どうしの間隔と前記短縁に沿う仮想円の直径との差が0.05mm以下であることを特徴とする、請求項1に記載のプラズマ処理装置用シリコン電極板。
【請求項7】
前記ガス流路は、板厚方向の途中位置で屈曲部により屈曲しており、前記スリット状流路は、少なくとも前記屈曲部から前記出口まで形成されていることを特徴とする、請求項1に記載のプラズマ処理装置用シリコン電極板。
【請求項8】
前記ガス流路は、前記スリット状流路と、前記第一面の入口に開口し前記スリット状流路に接続し、該スリット状流路の横断面とは異なる横断面を有する入口側流路とからなることを特徴とする、請求項1に記載のプラズマ処理装置用シリコン電極板。
【請求項9】
シリコン製で円板状の素地板に円形の第一加工面から該第一加工面とは反対に位置する第二加工面まで板厚方向に延びる複数の貫通孔を形成する貫通孔形成工程と、
前記貫通孔形成工程を経た前記素地板を、エッチング液に浸漬してエッチングするエッチング工程と、
前記エッチング工程を経た前記素地板の前記第一加工面と前記第二加工面の仕上げを行う仕上工程と、備え、
前記貫通孔形成工程は、
前記貫通孔における少なくとも前記第二加工面に開口する部分を前記第二加工面の面方向に沿う相互に平行な一対の長縁とこれら長縁の端どうしをつなぐ円弧状の短縁とからなる開口端を有するスリット孔に形成するスリット孔形成工程を有し、
前記スリット孔形成工程は、
前記第二加工面から丸孔を二つ以上形成する丸孔形成工程と、
側面刃を有する回転工具を前記二つ以上の丸孔を繋ぐ方向に横送りして両方の丸孔を繋ぐ溝を形成する溝加工工程と、を備えていることを特徴とする、プラズマ処理装置用シリコン電極板の製造方法。
【請求項10】
前記スリット孔を前記貫通孔の全長にわたって形成するとともに、前記スリット孔形成工程は、前記丸孔形成工程と前記溝加工工程とに代えて、
前記第一加工面から前記第二加工面まで貫通するワイヤ挿通用の貫通部を形成するワイヤ用貫通工程と、
前記貫通部に放電用ワイヤを通し、さらに該放電用ワイヤを放電させて前記素地板と前記放電用ワイヤとを該素地板の面方向に相対移動することにより前記スリット孔を形成する放電加工工程と、を備えていることを特徴とする、請求項9に記載のプラズマ処理装置用シリコン電極板の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明はプラズマ処理装置用シリコン電極板とその製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
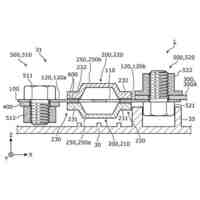
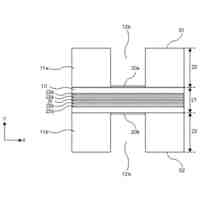
プラズマエッチングなどのプラズマ処理装置用のシリコン電極板はプラズマ処理用のガスが流れるガス流路を備えており、このガス流路の内部でガスの圧力が上がると、異常放電が発生する。この異常放電の対策として、特許文献1に開示の電極板のガス流路は、板厚方向に延びた複数のガス穴と、これらのガス穴の下流に設けられたスリット状のガス溝とからなり、ガス溝によってガス圧の高まりを抑えている。
【先行技術文献】
【特許文献】
【0003】
特開2009-117711号公報 段落0060~0062、図5
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、プラズマ処理装置においては、ウェハの加工速度や加工精度を向上するために、印加する高周波の出力が飛躍的に増加している。そのため消耗材であるシリコン電極板は寿命向上のために、厚くする要望がある。一方でスリット状のガス流路では、そのスリット幅は放電抑制のために広げることができず、スリット幅とガス流路の深さとのアスペクト比(=深さ/スリット幅)は増加傾向にある。
【0005】
特許文献1では、スリット状のガス溝の形成をレーザ加工やカッター加工で行うとしているが、シリコンは典型的な脆性材であり、カッターを用いてシリコン板に高アスペクト比のスリット状のガス溝を形成することは非常に難しいものである。作製したシリコン電極板のガス流路に加工ダメージが多く残っていると、異常放電やパーティクル発生の原因となり、プラズマ処理を好適に行うことができない。また一般にレーザ加工は加工深度が深い(5mm以上)と深さ方向の加工制御が難しいことから、スリット形状を安定して形成することも困難であり、ガス流路の内部には粗い箇所が形成されてしまう。
【0006】
そこで本発明は上記課題に鑑みて、プラズマ処理装置用シリコン電極板とその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
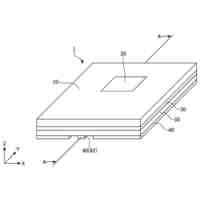
本発明のプラズマ処理装置用シリコン電極板は、シリコンにより相互に平行な円形の第一面及び第二面を有する板状に形成され、前記第一面から該第一面とは反対に位置する前記第二面まで板厚方向に貫通したガス流路を、前記シリコン電極板の平面中心寄りと周縁寄りとにそれぞれ平面中心まわり四つ以上の異なる角度位置に備え、前記ガス流路における少なくとも前記第二面の出口に開口する部分が、前記第二面の面方向に沿う相互に平行な一対の長縁とこれら長縁の端どうしをつなぐ円弧状の短縁とからなる開口端を有するスリット状流路に形成され、前記スリット状流路は、前記出口からの深さCを前記長縁どうしの間隔であるスリット幅Aで割ったアスペクト比(C/A)が10以上80以下に形成されていると共に、前記ガス流路の前記出口における前記開口端に形成された幅0.1mm以上のチッピングの総数の平均値n1が、1個のスリット状流路につき3個以下である(n1≦3)。
【0008】
チッピング確認方法:前記シリコン電極板の中心寄りの複数の前記ガス流路から前記四つの位置から一つずつ前記ガス流路を選択して中央選択流路とし、前記シリコン電極板の周縁寄りの複数の前記ガス流路から前記四つの位置から一つずつ前記ガス流路を選択して外周選択流路とし、前記中央選択流路それぞれの前記出口を観察して前記チッピングの総数n111,n112,n113,n114を特定し、前記外周選択流路それぞれの前記出口を観察して前記チッピングの総数n121,n122,n123,n124を特定し、前記中央選択流路の前記チッピングの総数n111,n112,n113,n114と前記外周選択流路の前記チッピングの総数n121,n122,n123,n124の平均値を、前記一つの前記ガス流路の前記チッピングの前記総数の平均値n1とする。
【0009】
[スリット幅A]
ガス流路の前記出口の長縁どうしの間隔の平均値をスリット幅Aとする。
【0010】
[アスペクト比]
アスペクト比が10以上80以下であることで、ガス流路内で異常放電の発生を防止することができ、またシリコン電極板を長期に使用できる。アスペクト比は、好ましくは20以上60以下である。アスペクト比が10未満であるとガス流路のスリット幅Aが大きい、またはガス流路の深さCが小さいことにより異常放電が発生し、80を超えるとガス流れが悪くなることでガス流路内の圧力が高まり異常放電が発生する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日機装株式会社
加圧装置
4日前
日新イオン機器株式会社
イオン源
4日前
株式会社GSユアサ
蓄電装置
19日前
富士電機株式会社
電磁接触器
19日前
個人
電源ボックス及び電子機器
4日前
トヨタ自動車株式会社
蓄電装置
11日前
株式会社東芝
電子源
4日前
大電株式会社
電線又はケーブル
11日前
ホシデン株式会社
複合コネクタ
13日前
株式会社トクミ
ケーブル
5日前
矢崎総業株式会社
コネクタ
19日前
矢崎総業株式会社
バスバー
今日
ヒロセ電機株式会社
電気コネクタ
19日前
住友電装株式会社
コネクタ
19日前
ローム株式会社
半導体モジュール
20日前
日本航空電子工業株式会社
コネクタ
4日前
日本特殊陶業株式会社
アンテナ装置
6日前
株式会社デンソー
半導体装置
19日前
三菱電機株式会社
半導体装置
4日前
矢崎総業株式会社
端子
11日前
トヨタ自動車株式会社
蓄電装置構造
5日前
日本特殊陶業株式会社
アンテナ装置
6日前
日本特殊陶業株式会社
アンテナ装置
6日前
株式会社パロマ
監視システム
11日前
TDK株式会社
電子部品
19日前
新電元工業株式会社
半導体装置
19日前
矢崎総業株式会社
バスバー電線
12日前
株式会社興電舎
励磁突入電流抑制方法
4日前
株式会社ダイヘン
電圧調整装置
6日前
TDK株式会社
電子部品
6日前
矢崎総業株式会社
バスバー電線
12日前
新光電気工業株式会社
半導体装置
4日前
日東電工株式会社
パッチアンテナ
12日前
住友電気工業株式会社
半導体装置
5日前
日東電工株式会社
パッチアンテナ
12日前
矢崎総業株式会社
コネクタ
11日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ