TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025174470
公報種別
公開特許公報(A)
公開日
2025-11-28
出願番号
2024080868
出願日
2024-05-17
発明の名称
蓄電装置の製造方法及び蓄電装置
出願人
株式会社豊田自動織機
,
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01M
10/04 20060101AFI20251120BHJP(基本的電気素子)
要約
【課題】パッキングのためのフィルム材の損傷を抑制できる蓄電装置の製造方法を提供する。
【解決手段】製造方法は、モジュール本体を準備する工程と、枠部の先端に当接された封止材を加熱体によって枠部の基端向きに押し込むことにより、枠部の先端を溶融させてバリ状部分を形成するとともに、枠部の先端と封止材とを部分的に相溶させて枠部を封止する工程と、枠部の先端に形成されたバリ状部分のうち、少なくとも第1方向と第2方向とに交差する第3方向に沿った枠部の外周縁に形成されたバリ状部分を除去する工程と、を備える。
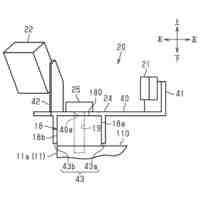
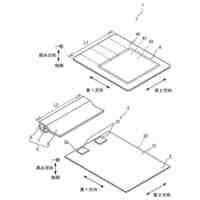
【選択図】図4
特許請求の範囲
【請求項1】
第1方向に積層された複数の電極を含む積層体と、前記積層体の前記第1方向に沿った側面を封止し、前記積層体の内部空間に連通する連通孔を有する封止本体部と、前記第1方向に交差する第2方向から見て前記連通孔囲み、前記封止本体部よりも前記第2方向に突出した枠部とを備えるモジュール本体を準備する工程と、
前記枠部の先端に当接された封止材を加熱体によって前記枠部の基端向きに押し込むことにより、前記枠部の前記先端を溶融させてバリ状部分を形成するとともに、前記枠部の前記先端と前記封止材とを部分的に相溶させて前記枠部を封止する工程と、
前記枠部の先端に形成された前記バリ状部分のうち、少なくとも前記第1方向と前記第2方向とに交差する第3方向に沿った前記枠部の外周縁に形成されたバリ状部分を除去する工程と、を備える、蓄電装置の製造方法。
続きを表示(約 420 文字)
【請求項2】
前記バリ状部分を除去する工程は、前記モジュール本体の前記第1方向に交差する端面を高さ位置の基準として前記第1方向と前記第2方向とに交差する第3方向に沿って移動する切削刃によって前記バリ状部分を除去する、請求項1に記載の蓄電装置の製造方法。
【請求項3】
第1方向に積層された複数の電極を含む積層体と、
前記積層体の前記第1方向に沿った側面を封止し、前記積層体の内部空間に連通する連通孔を有する封止本体部と、
前記第1方向に交差する第2方向から見て前記連通孔を囲み、前記封止本体部よりも前記第2方向に突出した枠部と、
前記枠部の先端を封止する封止材と、を備え、
前記枠部の先端は、その内周縁において前記封止材と接合されたバリ状部分を有し、その外周縁のうち少なくとも前記第1方向と前記第2方向とに交差する第3方向に沿った位置において前記バリ状部分を有さない、蓄電装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、蓄電装置の製造方法及び蓄電装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1は、蓄電装置を開示する。この蓄電装置は、電極が積層された電極積層体と、電極積層体に設けられた封止体と、封止体に接合された射出樹脂部と、を備える。封止体は、電極の積層方向に交差する方向に面する注液口面の外側に連通する複数の連通孔を含む。射出樹脂部は、注液口面を部分的に被覆する本体部と、連通孔に接続する開口を囲む突出枠部とを含む。突出枠部は、シート部材で封止されている。
【先行技術文献】
【特許文献】
【0003】
特開2024-25497号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
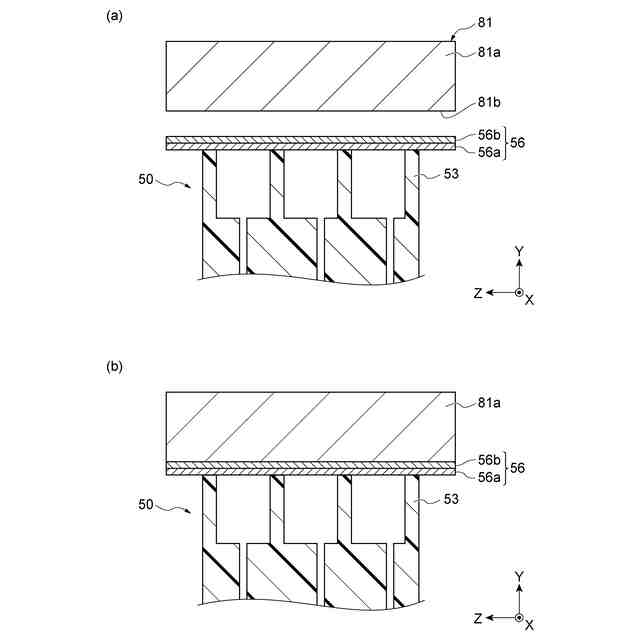
蓄電装置に設けられた突出枠部をシート部材で封止する場合において、突出枠部にシート部材を溶着させるとすると、加熱により突出枠部の先端にバリ状部分が形成されることが考えられる。例えば、フィルム材によって蓄電装置をパッキングする場合、バリ状部分によってフィルム材が損傷する虞がある。
【0005】
本開示は、パッキングのためのフィルム材の損傷を抑制できる蓄電装置の製造方法を提供する。
【課題を解決するための手段】
【0006】
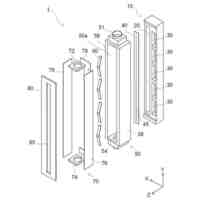
本開示の一側面に係る蓄電装置の製造方法は、第1方向に積層された複数の電極を含む積層体と、積層体の第1方向に沿った側面を封止し、積層体の内部空間に連通する連通孔を有する封止本体部と、第1方向に交差する第2方向から見て連通孔囲み、封止本体部よりも第2方向に突出した枠部とを備えるモジュール本体を準備する工程と、枠部の先端に当接された封止材を加熱体によって枠部の基端向きに押し込むことにより、枠部の先端を溶融させてバリ状部分を形成するとともに、枠部の先端と封止材とを部分的に相溶させて枠部を封止する工程と、枠部の先端に形成されたバリ状部分のうち、少なくとも第1方向と第2方向とに交差する第3方向に沿った枠部の外周縁に形成されたバリ状部分を除去する工程と、を備える。
【0007】
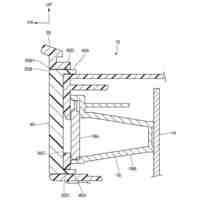
上記の蓄電装置の製造方法では、加熱体によって溶融された枠部の先端と封止材とが相溶することで、封止材によって枠部が封止される。この際、枠部の先端に当接された封止材が加熱体によって枠部の基端向きに押し込まれることにより、封止材は、確実に枠部に接合される。加熱体による封止材の押し込みにより、枠部の先端にはバリ状部分が形成される。しかし、枠部の外周縁に形成されたバリ状部分が除去されることにより、蓄電装置がフィルム材でパッキングされたとしても、バリ状部分によってフィルム材が損傷することが抑制される。
【0008】
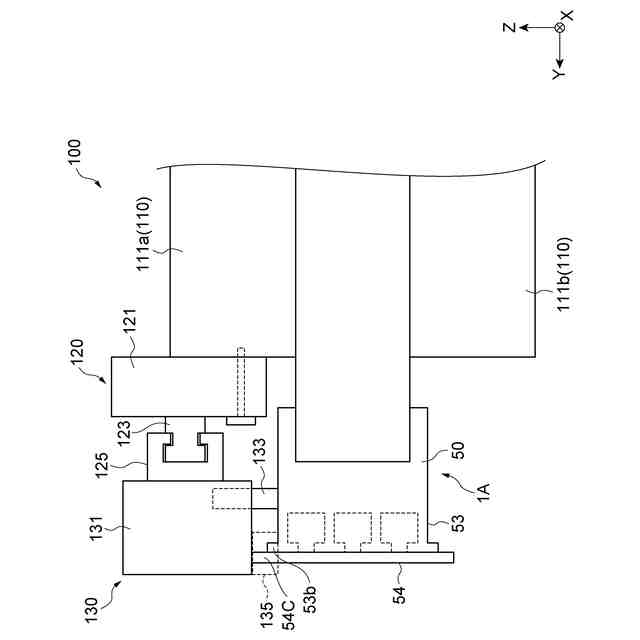
一例において、バリ状部分を除去する工程は、モジュール本体の第1方向に交差する端面を高さ位置の基準として第1方向と第2方向とに交差する第3方向に沿って移動する切削刃によってバリ状部分を除去してもよい。
【0009】
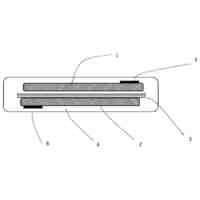
本開示の一側面に係る蓄電装置は、第1方向に積層された複数の電極を含む積層体と、積層体の第1方向に沿った側面を封止し、積層体の内部空間に連通する連通孔を有する封止本体部と、第1方向に交差する第2方向から見て連通孔を囲み、封止本体部よりも第2方向に突出した枠部と、枠体の先端を封止する封止材と、を備える。枠体の先端は、その内周縁において封止材と接合されたバリ状部分を有し、その外周縁のうち少なくとも第1方向と第2方向とに交差する第3方向に沿った位置においてバリ状部分を有さない。
【発明の効果】
【0010】
本開示によれば、パッキングのためのフィルム材の損傷を抑制できる蓄電装置の製造方法を提供できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社豊田自動織機
トランス
10日前
株式会社豊田自動織機
産業車両
25日前
株式会社豊田自動織機
蓄電装置
9日前
株式会社豊田自動織機
内燃機関
9日前
株式会社豊田自動織機
制御装置
9日前
株式会社豊田自動織機
電源装置
10日前
株式会社豊田自動織機
双方向充電器
24日前
株式会社豊田自動織機
ターボチャージャ
1か月前
株式会社豊田自動織機
電力供給システム
22日前
株式会社豊田自動織機
燃料電池システム
3日前
株式会社豊田自動織機
ターボチャージャ
17日前
株式会社豊田自動織機
ディーゼルエンジン
1日前
株式会社豊田自動織機
内燃機関の制御装置
23日前
株式会社豊田自動織機
織機用異常検知装置
1か月前
株式会社豊田自動織機
繊維機械の検査システム
1か月前
株式会社豊田自動織機
車両用熱マネジメントシステム
9日前
トヨタ自動車株式会社
蓄電池
23日前
株式会社豊田自動織機
内燃機関の吸気温度制御システム
1か月前
株式会社豊田自動織機
繊維構造体、及び繊維強化複合材
1か月前
株式会社豊田自動織機
蓄電装置の製造方法及び蓄電装置
1日前
株式会社豊田自動織機
繊維構造体および繊維強化複合材
2日前
株式会社豊田自動織機
制御装置、及び燃料電池モジュール
9日前
トヨタ自動車株式会社
蓄電モジュール
23日前
株式会社豊田自動織機
多孔質クラスレートシリコンの製造方法
1日前
株式会社豊田自動織機
シリコンクラスレートIIを含む負極活物質の製造方法
9日前
株式会社豊田自動織機
産業車両のヘッドガード、産業車両及び産業車両の屋根部材
17日前
株式会社アルテックス
ダイカスト装置及び鋳造品の製造方法
23日前
東ソー株式会社
絶縁電線
1か月前
APB株式会社
蓄電セル
1か月前
個人
フレキシブル電気化学素子
1か月前
株式会社東芝
端子台
1か月前
株式会社ユーシン
操作装置
1か月前
日新イオン機器株式会社
イオン源
1か月前
マクセル株式会社
電源装置
1か月前
ローム株式会社
半導体装置
1か月前
株式会社GSユアサ
蓄電設備
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ