TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025173375
公報種別
公開特許公報(A)
公開日
2025-11-27
出願番号
2024078933
出願日
2024-05-14
発明の名称
シート製造装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B27N
3/00 20060101AFI20251119BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】所望の厚さ、所望の重量を有する第2シートを生成することができるシート製造装置を提供すること。
【解決手段】繊維を含む原料を堆積してウェブを生成するウェブ生成部と、ウェブ生成部により生成されたウェブを加圧して第1シートを生成する第1シート生成部と、第1シート生成部により生成された第1シートが複数枚重ねされた積層体を第1シートの厚さ方向に加圧して第2シートを生成する第2シート生成部と、を備えることを特徴とするシート製造装置。
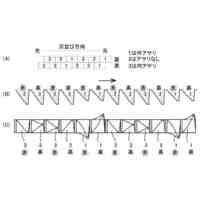
【選択図】図2
特許請求の範囲
【請求項1】
繊維を含む原料を堆積してウェブを生成するウェブ生成部と、
前記ウェブ生成部により生成された前記ウェブを加圧して第1シートを生成する第1シート生成部と、
前記第1シート生成部により生成された前記第1シートが複数枚重ねされた積層体を前記第1シートの厚さ方向に加圧して第2シートを生成する第2シート生成部と、を備えることを特徴とするシート製造装置。
続きを表示(約 810 文字)
【請求項2】
前記ウェブは、前記繊維同士を結着させる結着材を含み、
前記第1シート生成部は、前記ウェブを加熱加圧し、
前記第2シート生成部は、前記第1シートを加熱加圧する請求項1に記載のシート製造装置。
【請求項3】
前記結着材は、第1樹脂で構成される芯材と、前記第1樹脂よりも融点が低い第2樹脂で構成され、前記芯材を覆う被覆層と、を有する請求項2に記載のシート製造装置。
【請求項4】
前記第1シート中の前記繊維の密度をρ1とし、前記第2シート中の前記繊維の密度をρ2としたとき、ρ1/ρ2は、0.1以上0.8以下である請求項1ないし3のいずれか1項に記載のシート製造装置。
【請求項5】
前記第1シート生成部により生成された前記第1シートを所定の形状に切断する切断部を有し、
前記積層体は、前記切断部により切断された前記第1シートが複数枚重ねられたものである請求項1ないし3のいずれか1項に記載のシート製造装置。
【請求項6】
前記切断部により切断された前記第1シートを貯留するストック部と、
前記ストック部から前記第2シート生成部へ前記第1シートを供給する供給部と、
前記第2シート生成部で加圧される前記積層体を構成する前記第1シートの枚数を設定する設定部と、を備える請求項5に記載のシート製造装置。
【請求項7】
前記ウェブの厚さまたは重量を検出する検出部を備え、
前記供給部は、前記検出部の検出値に基づいて、前記積層体を構成する前記第1シートの枚数を設定する請求項6に記載のシート製造装置。
【請求項8】
前記設定部は、前記第2シートの厚さまたは重量を目標値とするように前記積層体を構成する前記第1シートの枚数を設定する請求項7に記載のシート製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シート製造装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1に記載されているように、古紙を粗砕する粗砕部、粗砕部で得られた粗砕片を解繊する解繊部、解繊部で得られた解繊物を平面上に堆積させる堆積部、堆積したウェブを加熱、加圧する加熱加圧部、加熱加圧部で得られたシートを所定の形状に裁断する裁断部、および得られたシートを回収するシート回収部を備えた繊維構造体製造装置が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2012-7246号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このような繊維構造体製造装置により製造されるシートは、厚さが比較的薄いものに限られている。このため、シートの用途が限定的である。
【課題を解決するための手段】
【0005】
本発明のシート製造装置は、繊維を含む原料を堆積してウェブを生成するウェブ生成部と、
前記ウェブ生成部により生成された前記ウェブを加圧して第1シートを生成する第1シート生成部と、
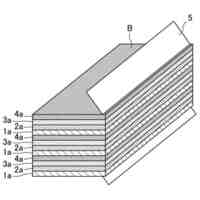
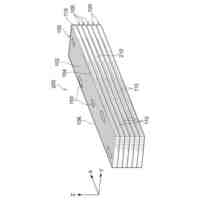
前記第1シート生成部により生成された前記第1シートが複数枚重ねされた積層体を前記第1シートの厚さ方向に加圧して第2シートを生成する第2シート生成部と、を備える。
【図面の簡単な説明】
【0006】
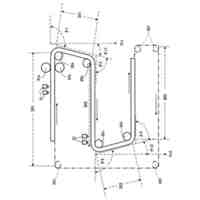
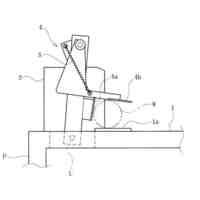
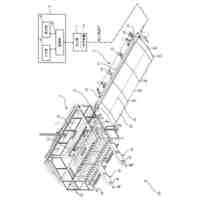
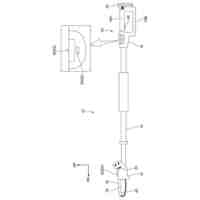
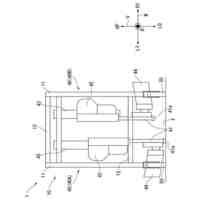
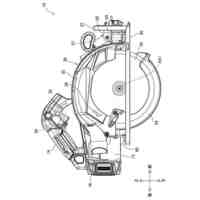
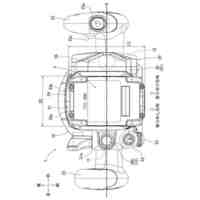
図1は、本発明の実施形態に係るシート製造装置の概略を示す構成図である。
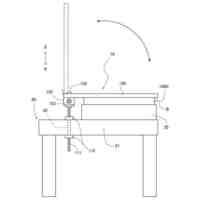
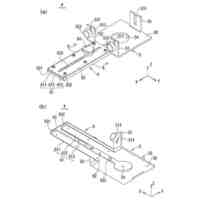
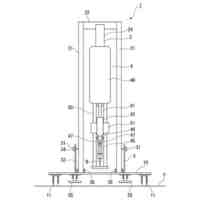
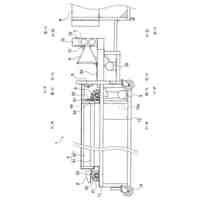
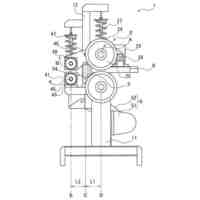
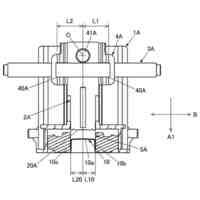
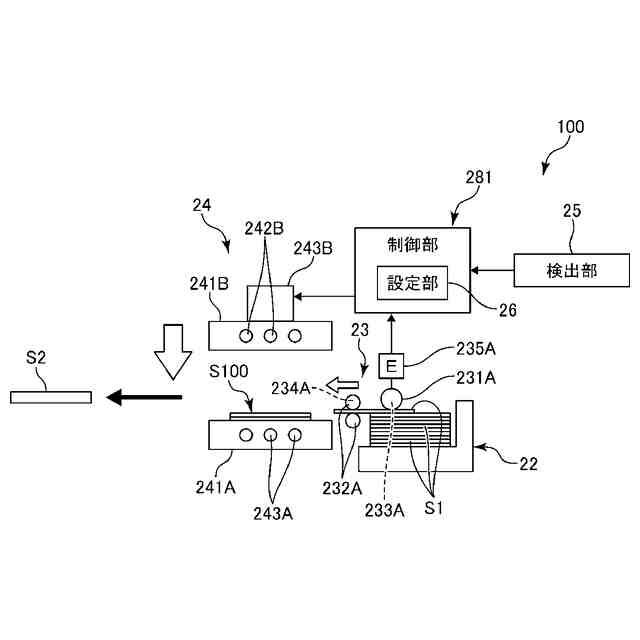
図2は、図1に示すシート製造装置のストック部、供給部および第2シート生成部の概略を示す構成図である。
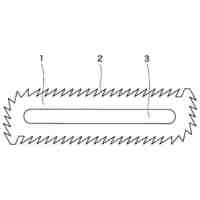
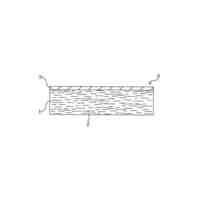
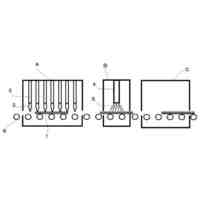
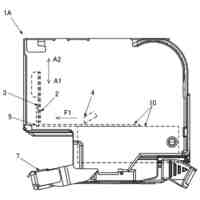
図3は、図1に示すシート製造装置の添加剤供給部から供給される結着材の一例を示す斜視図である。
【発明を実施するための形態】
【0007】
以下、本発明のシート製造装置を添付図面に示す好適な実施形態に基づいて詳細に説明する。
【0008】
<実施形態>
図1は、本発明の実施形態に係るシート製造装置の概略を示す構成図である。図2は、図1に示すシート製造装置のストック部、供給部および第2シート生成部の概略を示す構成図である。図3は、図1に示すシート製造装置の添加剤供給部から供給される結着材の一例を示す斜視図である。
【0009】
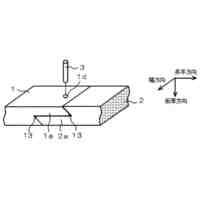
なお、以下では、図1および図2の上側を「上」または「上方」、下側を「下」または「下方」と言うことがある。また、図2の左側を「左」または「左側」、右側を「右」または「右側」と言うことがある。また、図1は、概略構成図であり、シート製造装置100の各部の位置関係、向き、大きさ等は、図示のものに限定されない。また、図1において、粗砕片M2、解繊物M3、第1選別物M4-1、第2選別物M4-2、第1ウェブM5、細分体M6、混合物M7、第2ウェブM8、第1シートS1および第2シートS2が搬送される方向、すなわち、矢印で示す方向を搬送方向とも言う。また、図1中の矢印の先端側を搬送方向における「下流側」、図1中の矢印の基端側を搬送方向における「上流側」とも言う。
【0010】
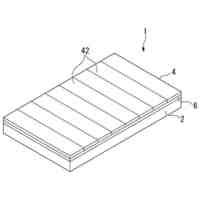
図1に示すシート製造装置100は、例えば使用済みのコピー用紙のような古紙である原料M1から第2シートS2を生成するシート製造装置100である。第2シートS2は、厚さが0.5mm以上500mm以下程度の厚紙またはボートである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
薪割り台
12か月前
個人
鋸
2か月前
個人
木材精密加工用ジグ
7か月前
個人
貼付装置及び貼付方法
6か月前
丸大株式会社
竹粉製造装置
8か月前
個人
電動ボードカッターのブレード
3か月前
株式会社 川上製作所
木材の連結構造
1か月前
個人
跳ね上げ式ガイドクランプ
6か月前
コニシ株式会社
集成材の製造方法
3か月前
株式会社岡田金属工業所
ブレード
7か月前
NKE株式会社
トリマー治具
6か月前
株式会社ノダ
木削薄片板および床材
10か月前
宮川工機株式会社
プレカット加工装置
11か月前
工機ホールディングス株式会社
作業機
10か月前
大建工業株式会社
焼杉風化粧板とその製造方法
8か月前
三和合板株式会社
化粧板の製造装置
11か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
10か月前
清水建設株式会社
ビス打ち装置
7か月前
清水建設株式会社
自動ビス打ち機
7か月前
マックス株式会社
リフィル
11か月前
株式会社大林組
木質板材の加工方法
9か月前
有限会社太悦鉄工
ヤニ取り装置および木材切断用鋸盤
4か月前
トヨタエンジニアリング有限会社
竹割機
5か月前
株式会社大林組
ドリル装置
1か月前
トヨタエンジニアリング有限会社
竹割機
5か月前
株式会社マキタ
携帯用切断機
5か月前
マックス株式会社
ステープラ
10か月前
マックス株式会社
ステープラ
10か月前
マックス株式会社
ステープラ
11か月前
セイコーエプソン株式会社
シート製造装置
2日前
株式会社マキタ
ソーチェーン
2か月前
トヨタT&S建設株式会社
桂剥き装置
7か月前
清水建設株式会社
防火積層体及びその製造方法
1か月前
大建工業株式会社
人工突板の製造方法
8か月前
株式会社マキタ
木工用携帯用切削機
5か月前
株式会社竹中工務店
集成材の製造方法
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ