TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025170952
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024075823
出願日
2024-05-08
発明の名称
フライングシャー
出願人
山陽特殊製鋼株式会社
代理人
弁理士法人有古特許事務所
主分類
B23D
25/08 20060101AFI20251113BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切断を高速化できるフライングシャーを提供する。
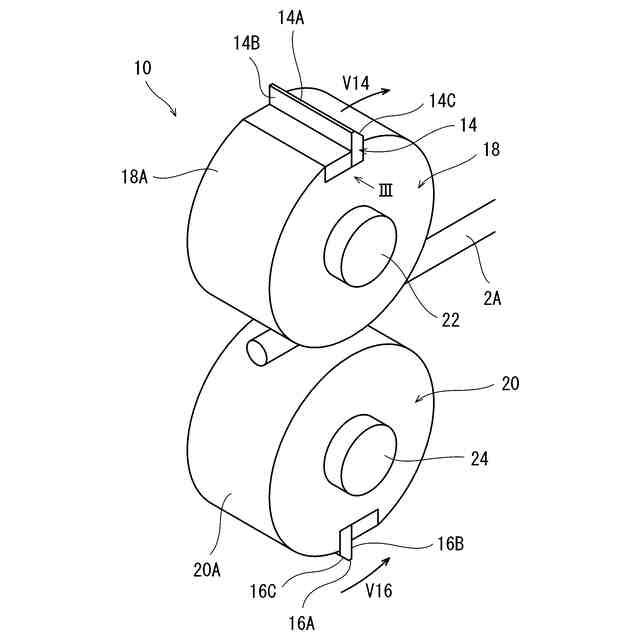
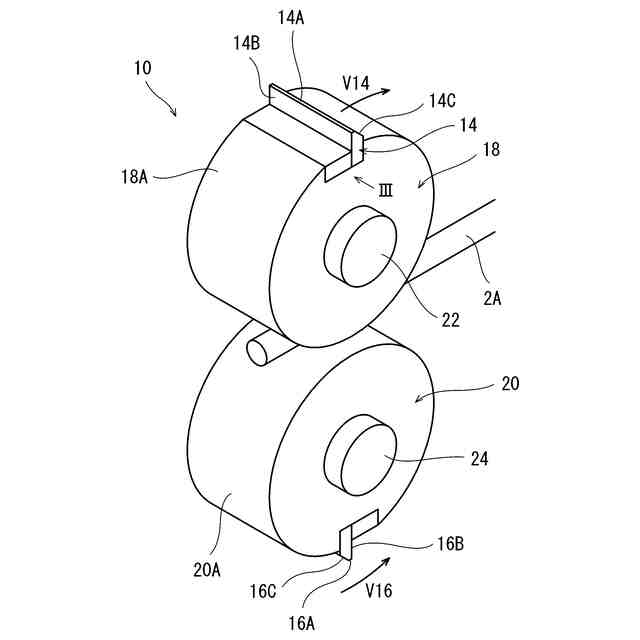
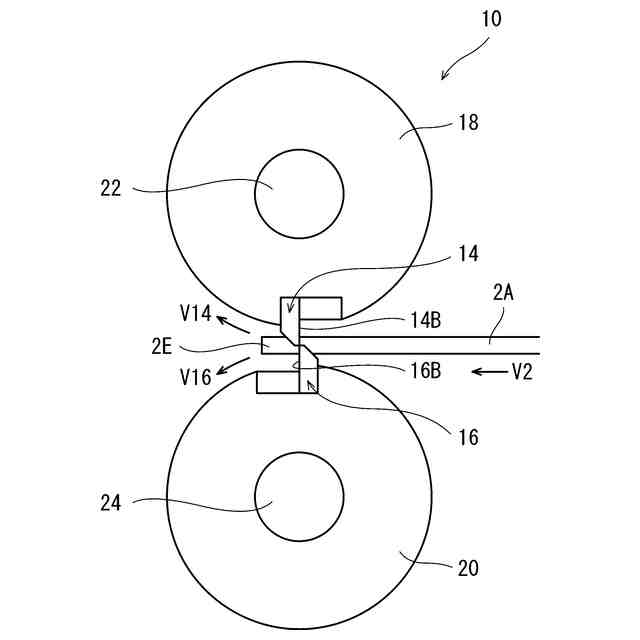
【解決手段】フライングシャー10は、連続圧延される圧延材2Aを剪断する。フライングシャー10は、第一回転軸22の回りに回転可能な第一ホルダ18、第一ホルダ18の外周18Aから突出し、先端に平らな第一先端面14Aを有し、第一回転軸22に垂直な断面において第一先端面14Aに向かって先細りな第一ブレード14、第一回転軸22に平行な第二回転軸24の回りに回転可能な第二ホルダ20、及び、第二ホルダ20の外周20Aから突出し、先端に平らな第二先端面16Aを有し、第二回転軸24に垂直な断面において第二先端面16Aに向かって先細りな第二ブレード16を備える。第一回転軸22の回りに回転する第一ブレード14と第二回転軸24の回りに回転する第二ブレード16とで圧延材2Aを剪断する。
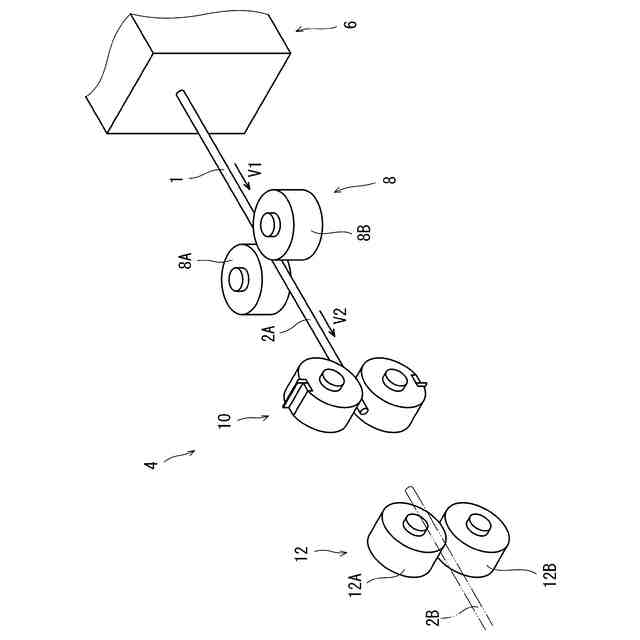
【選択図】図2
特許請求の範囲
【請求項1】
連続圧延される圧延材を剪断するフライングシャーであって、
第一回転軸、
前記第一回転軸の回りに回転可能な第一ホルダ、
前記第一ホルダの外周から突出し、突出する先端に平らな第一先端面を有し、前記第一回転軸に垂直な断面において前記第一先端面に向かって先細りな第一ブレード、
前記第一回転軸に平行な第二回転軸、
前記第二回転軸の回りに回転可能な第二ホルダ、
及び、
前記第二ホルダの外周から突出し、突出する先端に平らな第二先端面を有し、前記第二回転軸に垂直な断面において前記第二先端面に向かって先細りな第二ブレード
を備え、
前記第一回転軸の回りに回転する前記第一ブレードと前記第二回転軸の回りに回転する前記第二ブレードとで前記圧延材を剪断する、フライングシャー。
続きを表示(約 670 文字)
【請求項2】
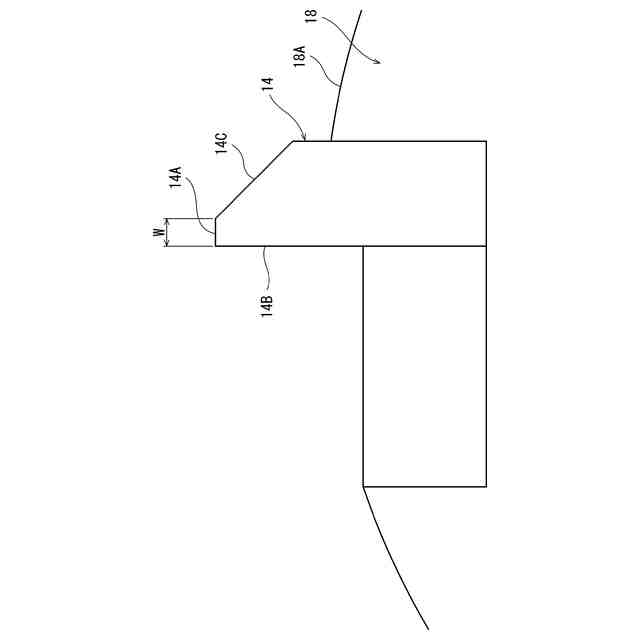
前記第一回転軸に垂直な断面において、前記第一先端面の幅が0.5mm以上3.0mm以下である、請求項1に記載のフライングシャー。
【請求項3】
フライングシャーで圧延材を剪断する加工方法であって、
前記フライングシャーが、
第一回転軸、
前記第一回転軸の回りに回転可能な第一ホルダ、
前記第一ホルダの外周から突出し、突出する先端に平らな第一先端面を有し、前記第一回転軸に垂直な断面において前記第一先端面に向かって先細りな第一ブレード、
前記第一回転軸に平行な第二回転軸、
前記第二回転軸の回りに回転可能な第二ホルダ、
及び、
前記第二ホルダの外周から突出し、突出する先端に平らな第二先端面を有し、前記第二回転軸に垂直な断面において前記第二先端面に向かって先細りな第二ブレード
を備え、
被圧延材を圧延機で圧延し前記圧延材を得、
前記第一回転軸の回りに回転する前記第一ブレードと前記第二回転軸の回りに回転する前記第二ブレードとで前記圧延材を剪断する、加工方法。
【請求項4】
前記圧延機から排出される前記圧延材を、搬送しながら前記第一ブレードと前記第二ブレードとで剪断する、請求項3に記載の加工方法。
【請求項5】
前記圧延材の端部を前記圧延材から剪断し切り離す、請求項3又は4に記載の加工方法。
【請求項6】
前記圧延材の形状が棒状である、請求項3又は4に記載の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、フライングシャーを開示する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特開2015-196221号公報には、金属帯を切断するドラムシャーが開示されている。このドラムシャーは、金属帯を搬送しながら、上側ドラムの刃と下側ドラムの刃とで金属帯を剪断し切断する。このドラムシャーでは、上側ドラム及び下側ドラムは、それぞれの外周面に、間に空間を形成する平面を有する。上側ドラム及び下側ドラムが退避位置に位置するとき、上側ドラムの平面と下側ドラムの平面との間の空間に金属帯を通し、金属帯が、上側ドラム及び下側ドラムの少なくともいずれか一方に、接触しないようにされている。
【先行技術文献】
【特許文献】
【0003】
特開2015-196221号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、例えば、棒鋼の製造における熱間圧延でも、フライングシャーが用いられる。棒鋼の製造では、精錬、造塊、分塊圧延等の工程を経て得られた素材が、搬送されながら熱間圧延される。この熱間圧延によって細径化及び長尺化され、一次圧延材が得られる。この一次圧延材は、更に、搬送されながらフライングシャーで剪断され切断される。
【0005】
この熱間圧延の圧延速度を上げ、圧延材の剪断速度を上げることで、棒鋼の生産性が向上されうる。しかし、フライングシャーでは、剪断速度を上げることで、圧延材を剪断するブレードに損傷が生じ易い。このフライングシャーによる剪断の高速化は容易でない。
【0006】
本出願人の意図するところは、剪断を高速化できるフライングシャーの提供にある。
【課題を解決するための手段】
【0007】
本明細書が開示するフライングシャーは、連続圧延される圧延材を剪断する。
このフライングシャーは、
第一回転軸、
前記第一回転軸の回りに回転可能な第一ホルダ、
前記第一ホルダの外周から突出し、突出する先端に平らな第一先端面を有し、前記第一回転軸に垂直な断面において前記第一先端面に向かって先細りな第一ブレード、
前記第一回転軸に平行な第二回転軸、
前記第二回転軸の回りに回転可能な第二ホルダ、
及び、
前記第二ホルダの外周から突出し、突出する先端に平らな第二先端面を有し、前記第二回転軸に垂直な断面において前記第二先端面に向かって先細りな第二ブレード
を備え、
前記第一回転軸の回りに回転する前記第一ブレードと前記第二回転軸の回りに回転する前記第二ブレードとで前記圧延材を剪断する。
【0008】
好ましくは、前記第一回転軸に垂直な断面において、前記第一先端面の幅が0.5mm以上3.0mm以下である。
【0009】
本明細書が開示する、フライングシャーで圧延材を剪断する加工方法は、
前記フライングシャーが、
第一回転軸、
前記第一回転軸の回りに回転可能な第一ホルダ、
前記第一ホルダの外周から突出し、突出する先端に平らな第一先端面を有し、前記第一回転軸に垂直な断面において前記第一先端面に向かって先細りな第一ブレード、
前記第一回転軸に平行な第二回転軸、
前記第二回転軸の回りに回転可能な第二ホルダ、
及び、
前記第二ホルダの外周から突出し、突出する先端に平らな第二先端面を有し、前記第二回転軸に垂直な断面において前記第二先端面に向かって先細りな第二ブレード
を備え、
被圧延材を圧延機で圧延し前記圧延材を得、
前記第一回転軸の回りに回転する前記第一ブレードと前記第二回転軸の回りに回転する前記第二ブレードとで前記圧延材を剪断する。
【0010】
好ましくは、前記圧延材を、搬送しながら、前記第一ブレードと前記第二ブレードとで剪断する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ