TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025170595
公報種別
公開特許公報(A)
公開日
2025-11-19
出願番号
2024075308
出願日
2024-05-07
発明の名称
熱伝導機構
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/72 20060101AFI20251112BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
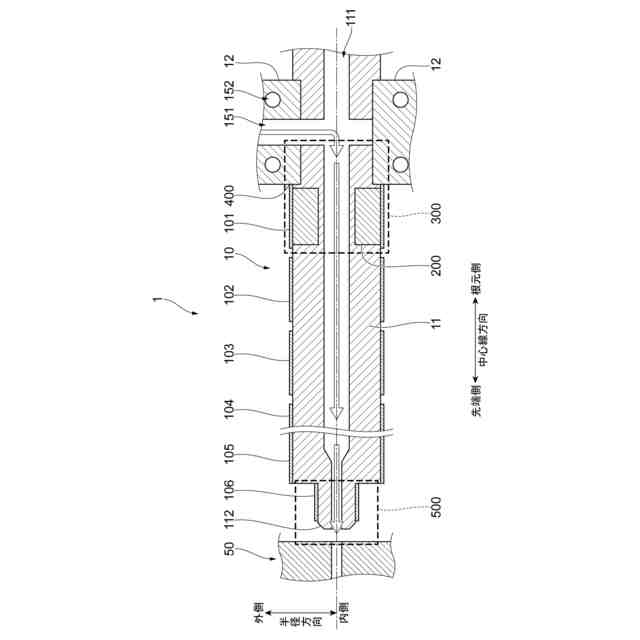
【課題】中心線方向の温度分布について、通常のシリンダと同様の態様を維持しつつ、省エネ化が図れる加熱シリンダを実現させる。
【解決手段】射出装置10は、冷却源である流水管152により自身が冷却されることで、対象物であるペレットを冷却する冷却部材としての冷却シリンダ12と、加熱源であるバンドヒータ101により自身が加熱されることでペレットを加熱する加熱部材としての加熱シリンダ11とを有し、冷却シリンダ12と加熱シリンダ11との境界部400およびその近傍の温度勾配を生じさせる部分において、半径方向の熱伝導率よりも、中心線方向の熱伝導率が小さい熱伝導機構を有する。
【選択図】図1
特許請求の範囲
【請求項1】
冷却源により自身が冷却されることで対象物を冷却する冷却部材と、加熱源により自身が加熱されることで当該対象物を加熱する加熱部材とを有し、
前記冷却部材と前記加熱部材との境界部およびその近傍の温度勾配を生じさせる部分において、第1方向の熱伝導率よりも、第2方向の熱伝導率が小さいことを特徴とする、
熱伝導機構。
続きを表示(約 1,000 文字)
【請求項2】
前記温度勾配を生じさせる部分に配置された、熱伝導の異方性を有する部材により、前記第1方向の熱伝導率よりも、前記第2方向の熱伝導率が小さいことを特徴とする、
請求項1に記載の熱伝導機構。
【請求項3】
前記熱伝導の異方性を有する部材が、前記第2方向に積層された層状の部材または前記第1方向に伸びる部分を有するファイバー状の部材であることを特徴とする、
請求項2に記載の熱伝導機構。
【請求項4】
前記層状の部材が、複数種類の部材を前記第2方向に積層させた部材であることを特徴とする、
請求項3に記載の熱伝導機構。
【請求項5】
前記複数種類の部材が、前記加熱部材の母材と熱伝導率が異なる、金属部材と、非金属部材と、空気とのうち2種類以上の部材であることを特徴とする、
請求項4に記載の熱伝導機構。
【請求項6】
前記複数種類の部材が、拡散接合により前記第2方向に接合されていることを特徴とする、
請求項4に記載の熱伝導機構。
【請求項7】
射出成形機の射出装置を構成する冷却シリンダが、前記冷却部材として、前記対象物である樹脂を冷却し、当該射出装置を構成する加熱シリンダが、前記加熱部材として、当該樹脂を加熱し、
前記加熱シリンダの根元部分に前記温度勾配を生じさせることを特徴とする、
請求項1に記載の熱伝導機構。
【請求項8】
射出成形機の射出装置を構成する冷却シリンダが、前記冷却部材として、前記対象物である樹脂を冷却し、当該射出装置を構成する加熱シリンダが、前記加熱部材として、当該樹脂を加熱し、
前記加熱シリンダの先端部分に前記温度勾配を生じさせることを特徴とする、
請求項1に記載の熱伝導機構。
【請求項9】
前記温度勾配を生じさせる部分には、熱伝導の異方性を有する複数種類の部材が、前記加熱シリンダの前記第2方向である中心線方向に積層されていることを特徴とする、
請求項7または8に記載の熱伝導機構。
【請求項10】
前記熱伝導の異方性を有する複数種類の部材が、前記加熱シリンダの内周面に露見しないことを特徴とする、
請求項9に記載の熱伝導機構。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱伝導機構に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
自身が冷却されることで対象物を冷却する冷却部材と、自身が加熱されることで対象物を加熱する加熱部材とを有する機構が存在する。例えば、射出成形機の射出装置は、ホッパに投入された固形樹脂であるペレットを冷却する冷却部材として機能することでペレットの意図せぬ溶融を抑制する冷却シリンダを有する。また、射出装置は、ペレットを加熱して溶融させる加熱部材として機能する加熱シリンダとを有する(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2008-290464号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えば、冷却部材と加熱部材との境界部分のように温度勾配が生じる部分では、加熱部材を流れる熱エネルギーの一部が冷却部材側に逃げて、効率的な加熱が妨げられることがある。これに対して、冷却部材と加熱部材との境界部分に断熱材を配置することもできるが、断熱材を境に急激な温度勾配が生じることになる。このような加熱部材が、例えば、射出成形機を構成する射出装置の加熱シリンダである場合には、加熱シリンダの内部を通過する溶融樹脂の移動が不安定になり、成形不良を引き起こすことがある。このため、中心線方向の温度分布が過度に急でも緩やかでもない通常のシリンダと同様の態様を維持しつつ、省エネ化が図れる加熱シリンダを実現させたいとする要望が存在する。
【0005】
本発明の目的は、中心線方向の温度分布について、通常のシリンダと同様の態様を維持しつつ、省エネ化が図れる加熱シリンダを実現させることにある。
【課題を解決するための手段】
【0006】
かかる目的のもと完成させた本発明の熱伝導機構は、冷却源により自身が冷却されることで対象物を冷却する冷却部材と、加熱源により自身が加熱されることで当該対象物を加熱する加熱部材とを有し、前記冷却部材と前記加熱部材との境界部およびその近傍の温度勾配を生じさせる部分において、第1方向の熱伝導率よりも、第2方向の熱伝導率が小さいことを特徴とする、熱伝導機構である。
ここで、前記温度勾配を生じさせる部分に配置された、熱伝導の異方性を有する部材により、前記第1方向の熱伝導率よりも、前記第2方向の熱伝導率が小さいことを特徴としてもよい。
また、前記熱伝導の異方性を有する部材が、前記第2方向に積層された層状の部材または前記第1方向に伸びる部分を有するファイバー状の部材であることを特徴としてもよい。
また、前記層状の部材が、複数種類の部材を前記第2方向に積層させた部材であることを特徴としてもよい。
また、前記複数種類の部材が、前記加熱部材の母材と熱伝導率が異なる、金属部材と、非金属部材と、空気とのうち2種類以上の部材であることを特徴としてもよい。
また、前記複数種類の部材が、拡散接合により前記第2方向に接合されていることを特徴としてもよい。
また、射出成形機の射出装置を構成する冷却シリンダが、前記冷却部材として、前記対象物である樹脂を冷却し、当該射出装置を構成する加熱シリンダが、前記加熱部材として、当該樹脂を加熱し、前記加熱シリンダの根元部分に前記温度勾配を生じさせることを特徴としてもよい。
また、射出成形機の射出装置を構成する冷却シリンダが、前記冷却部材として、前記対象物である樹脂を冷却し、当該射出装置を構成する加熱シリンダが、前記加熱部材として、当該樹脂を加熱し、前記加熱シリンダの先端部分に前記温度勾配を生じさせることを特徴としてもよい。
また、前記温度勾配を生じさせる部分には、熱伝導の異方性を有する複数種類の部材が、前記加熱シリンダの前記第2方向である中心線方向に積層されていることを特徴としてもよい。
また、前記熱伝導の異方性を有する複数種類の部材が、前記加熱シリンダの内周面に露見しないことを特徴としてもよい。
また、前記温度勾配を生じさせる部分における入熱密度が前記第2方向に一定でないことを特徴としてもよい。
【発明の効果】
【0007】
本発明によれば、中心線方向の温度分布が通常のシリンダと同様の態様を維持しつつ、省エネ化が図れる加熱シリンダを実現できる。
【図面の簡単な説明】
【0008】
第1の実施の形態にかかる熱伝導機構を有する射出装置と、型締装置とを備える射出成形機の構成の一例を示す図である。
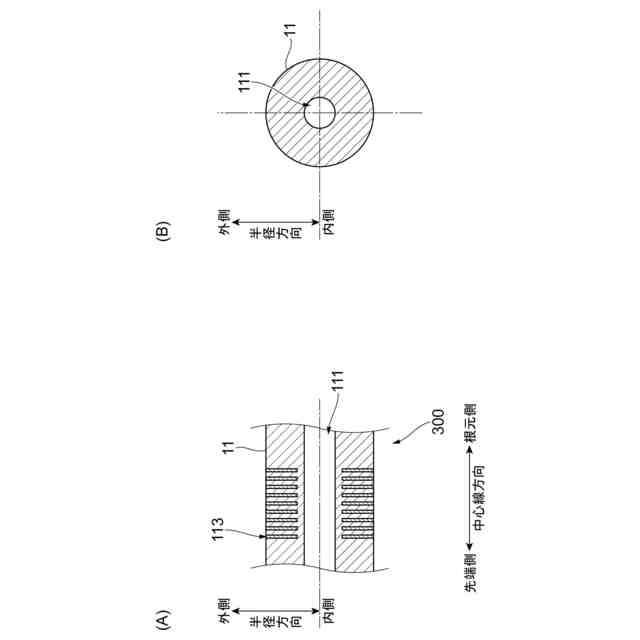
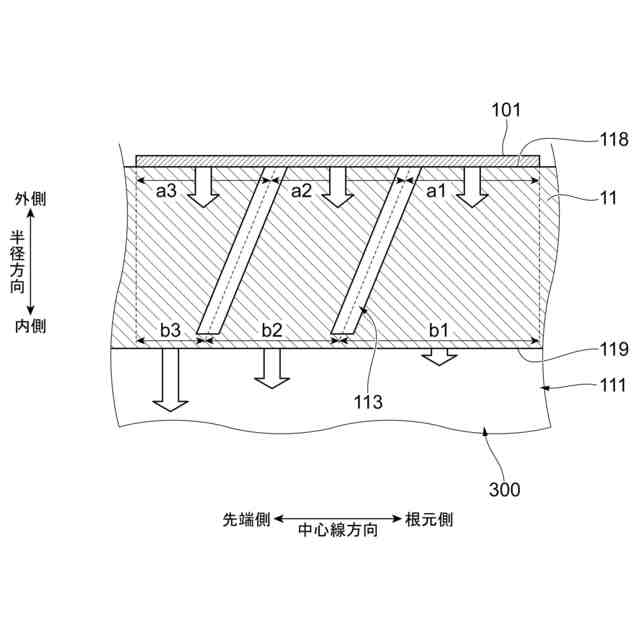
図1の加熱シリンダの温度勾配を生じさせる部分に熱伝導の異方性を有する部材を配置する手法の一例を示す図である。
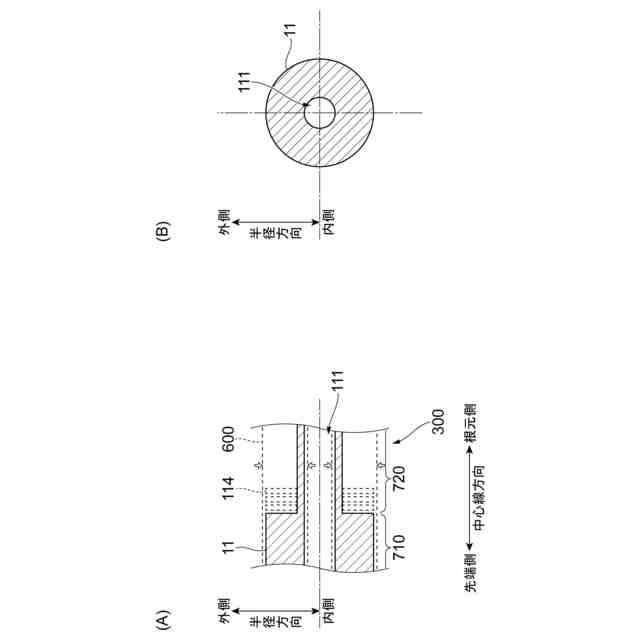
図1の加熱シリンダの温度勾配を生じさせる部分に熱伝導の異方性を有する部材を製造する手法の一例を示す図である。
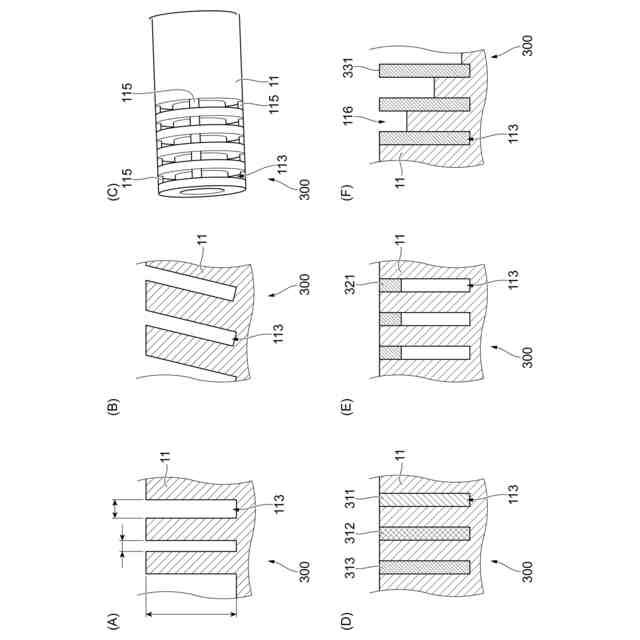
(A)乃至(F)は、図1の加熱シリンダの温度勾配を生じさせる部分に配置された熱伝導の異方性を有する部材の変形例を示す図である。
バンドヒータの入熱密度を中心線方向に変化させる手法の具体例を示す図である。
バンドヒータの入熱密度を中心線方向に変化させる手法の具体例を示す図である。
バンドヒータの入熱密度を中心線方向に変化させる手法の具体例を示す図である。
第2の実施の形態にかかる熱伝導機構を有する射出装置と、型締装置とを備える射出成形機の全体構成の一例を示す図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照して、本発明の実施の形態について詳細に説明する。
<第1の実施の形態>
(射出成形機1の構成)
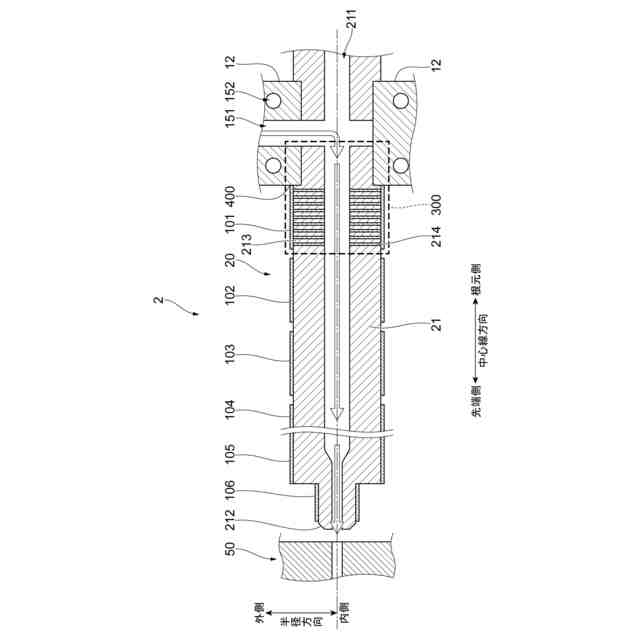
図1は、第1の実施の形態にかかる熱伝導機構を有する射出装置10と、型締装置50とを備える射出成形機1の構成の一例を示す図である。
図1に示す射出成形機1は、樹脂製品の製造に用いられる装置である。射出成形機1は、樹脂製品の材料となる固形樹脂(以下、「ペレット」と呼ぶ)を加熱して溶融することで溶融樹脂にし、その溶融樹脂を金型内に射出し、冷却して固化させることで樹脂製品を成形する。図1の白抜きの矢印は、ペレット、およびペレットが溶融した溶融樹脂が流れる方向を表している。
【0010】
射出成形機1は、ペレットの冷却、溶融、混練、計量を行い、型締装置50の金型の内部に向けて溶融樹脂を射出する射出装置10と、金型の型締めを行う型締装置50とを備える。射出装置10は、加熱部材としての加熱シリンダ11と、冷却部材としての冷却シリンダ12とを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る



 特許ウォッチ
特許ウォッチ