TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025168749
公報種別
公開特許公報(A)
公開日
2025-11-12
出願番号
2024073468
出願日
2024-04-30
発明の名称
光学ガラスレンズの製造方法、および光学ガラスレンズ
出願人
株式会社オハラ
代理人
個人
,
個人
,
個人
主分類
C03B
11/00 20060101AFI20251105BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】高い形状精度を備える、少なくとも一方の面が非球面の曲面であり且つ大口径の光学ガラスレンズ、およびその製造方法を提供する。
【解決手段】原料となる被成形ガラス材を昇温し、金型によってプレス成形して、少なくとも一方の面が非球面の曲面であり且つ口径がφ30以上φ150以下であるガラス成形材を得る昇温および成形工程と、成形されたこのガラス成形材を、0.1~5.0℃/minの冷却勾配となるように温度制御し且つ荷重1~1500kgf/cm
2
の圧力をかけながら、このガラス成形材の粘度logη[dPa・sec]が10超15未満となるまで連続的に冷却する第一冷却工程と、第一冷却工程で冷却されたガラス成形材を、第一冷却工程の終了時におけるガラス成形材の温度以下の温度から、第一冷却工程の冷却勾配よりも大きい冷却勾配となるように温度制御して冷却する第二冷却工程と、を備える光学ガラスレンズの製造方法等により、前記課題を解決する。
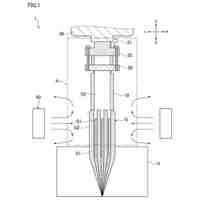
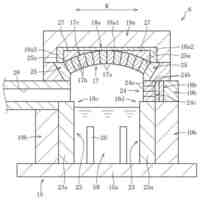
【選択図】図1
特許請求の範囲
【請求項1】
少なくとも一方の面が非球面の曲面であり且つ口径がφ30以上φ150以下である光学ガラスレンズを製造する方法であって、
原料となる被成形ガラス材を昇温し、金型によってプレス成形して、少なくとも一方の面が非球面の曲面であり且つ口径がφ30以上φ150以下であるレンズ形状のガラス成形材を得る昇温および成形工程と、
成形された前記ガラス成形材を、0.1~5.0℃/minの冷却勾配となるように温度制御し且つ荷重1~1500kgf/cm
2
の圧力をかけながら、前記ガラス成形材の粘度logη[dPa・sec]が10超15未満となるまで連続的に冷却する第一冷却工程と、
前記第一冷却工程で冷却された前記ガラス成形材を、前記第一冷却工程の終了時における前記ガラス成形材の温度以下の温度から、前記第一冷却工程の前記冷却勾配よりも大きい冷却勾配となるように温度制御して冷却する第二冷却工程と、を備える、
光学ガラスレンズの製造方法。
続きを表示(約 1,000 文字)
【請求項2】
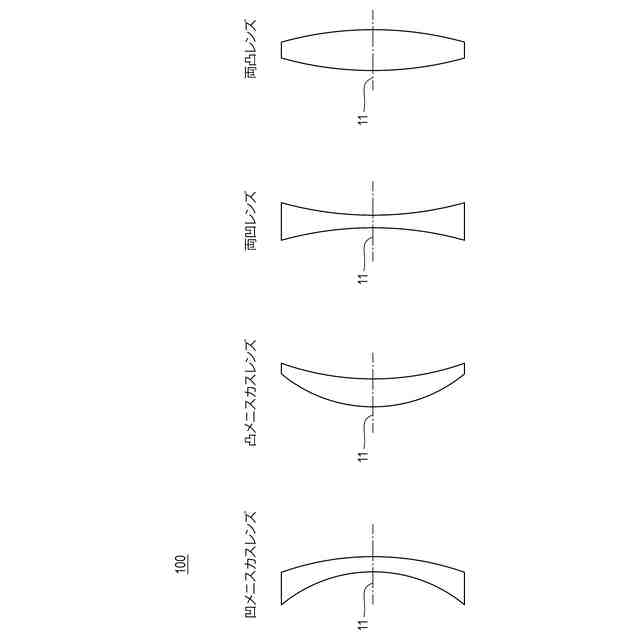
前記光学ガラスレンズが凹メニスカスレンズ、凸メニスカスレンズ、両凹レンズ、または両凸レンズである、請求項1に記載の光学ガラスレンズの製造方法。
【請求項3】
前記光学ガラスレンズは、中心肉厚がコバ厚よりも大きく且つ偏肉比(中心肉厚/コバ厚)が1.1以上7以下である、請求項1または2に記載の光学ガラスレンズの製造方法。
【請求項4】
前記光学ガラスレンズは、コバ厚が中心肉厚よりも大きく且つ偏肉比(コバ厚/中心肉厚)が1.1以上7以下である、請求項1または2に記載の光学ガラスレンズの製造方法。
【請求項5】
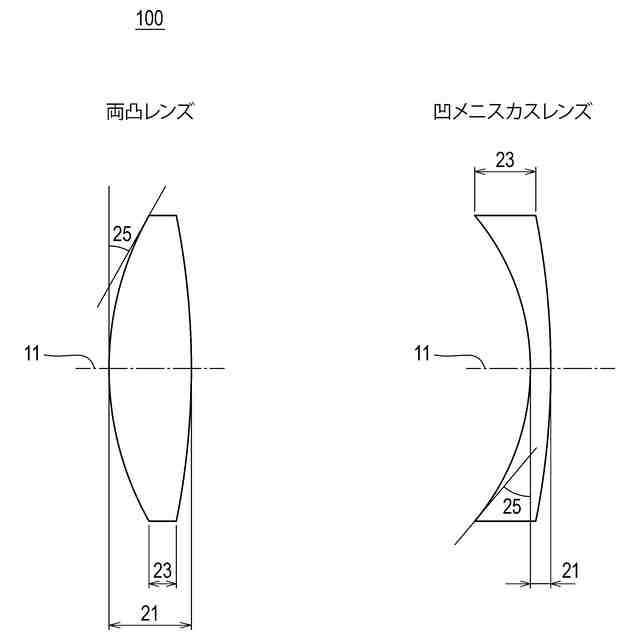
前記光学ガラスレンズは、少なくとも1つの前記曲面の開角が25度以上75度以下である、請求項1または2に記載の光学ガラスレンズの製造方法。
【請求項6】
前記光学ガラスレンズがフツリン酸ガラス、ホウ酸ランタンガラス、またはシリカバリウムガラスからなる光学ガラスレンズである、請求項1または2に記載の光学ガラスレンズの製造方法。
【請求項7】
前記昇温および成形工程が、前記被成形ガラス材および前記金型をいずれも連続的に昇温し且つ前記被成形ガラス材の歪点から軟化点までの温度範囲内では0.1~100℃/minの昇温勾配となるように温度制御して連続的に昇温し、前記金型によってプレス成形する工程である、請求項1または2に記載の光学ガラスレンズの製造方法。
【請求項8】
少なくとも一方の面が非球面の曲面であり且つ口径がφ30以上φ150以下である光学ガラスレンズであって、
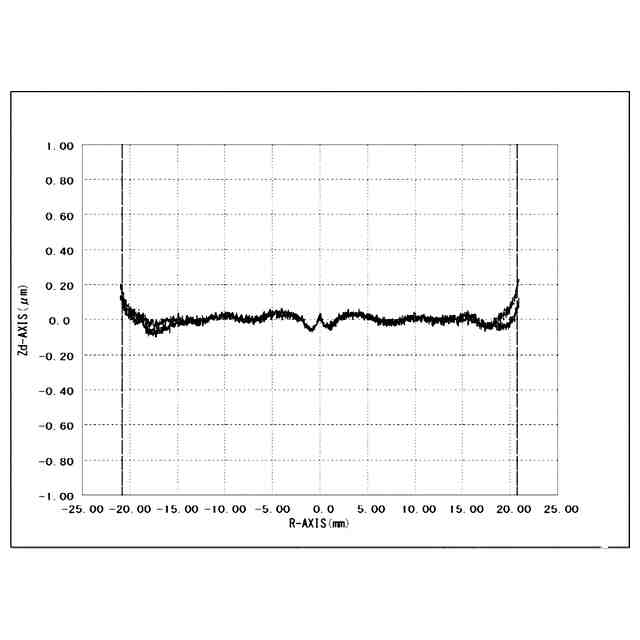
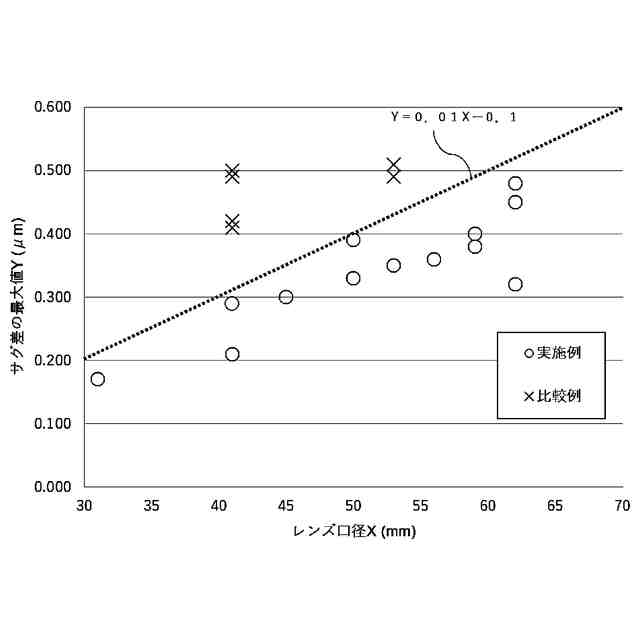
前記曲面の中心を通り且つ直交する2方向において、前記曲面の上のそれぞれ同じ長さをスキャニングして面形状変動の測定をし、前記2方向の測定値を重ね合わせたときのサグ差の最大値をY(μm)、前記口径をX(mm)としたときに、下記式(1)の関係式を満たす、
光学ガラスレンズ。
(1)Y≦0.01X-0.1
【請求項9】
凹メニスカスレンズ、凸メニスカスレンズ、両凹レンズ、または両凸レンズである、請求項8に記載の光学ガラスレンズ。
【請求項10】
中心肉厚がコバ厚よりも大きく且つ偏肉比(中心肉厚/コバ厚)が1.1以上7.0以下である、請求項8または9に記載の光学ガラスレンズ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、光学ガラスレンズの製造方法、および光学ガラスレンズに関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
非球面の曲面を有する光学ガラスレンズは、研削や研磨による加工法では製造が難しいことから、通常はモールドプレス成形法により製造されている。このモールドプレス成形法は、力を加えると変形する温度以上に保持されたガラス材やガラス融液などを所定の金型でプレス成形し、その後冷却を行う工程を含むのが一般的である。
【0003】
さらに、このモールドプレス成形法については、リン酸系のガラス材料などを用いる場合であっても、熱間でプレス成形してもプレス面が良好な光学ガラスを得ることができる技術の開発も行われている。例えば特許文献1には、上記技術として、Bi
2
O
3
を10から30wt%含むリン酸系のガラスを、熱間の型でプレスした後、冷却して光学素子を製造する方法において、このガラスを型のプレス面にガラス粘度logη=9から10[dPa・sec]で接触させてから、冷却によりガラス粘度logηが12[dPa・sec]に増加するまでの間、酸素の臨界圧以上ガラス強度以下の圧力をこのガラスに負荷し続ける光学素子の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2013-253001号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、モールドプレス成形法により得られる光学ガラスレンズの形状精度(プレス面の形状精度)を高める点についてはさらなる改善の余地がある。特に、少なくとも一方の面が非球面の曲面であり且つ大口径の光学ガラスレンズについては、モールドプレス成形法による製造において形状精度を高めることが非常に難しいため、この改善が求められている。
【0006】
そこで本発明は、高い形状精度を備える、少なくとも一方の面が非球面の曲面であり且つ大口径の光学ガラスレンズ、およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために本発明者は鋭意検討し、原料となる被成形ガラス材を昇温し、金型によってプレス成形して、少なくとも一方の面が非球面の曲面であり且つ口径がφ30以上φ150以下であるレンズ形状のガラス成形材を得る昇温および成形工程と、成形されたこのガラス成形材を、0.1~5.0℃/minの冷却勾配となるように温度制御し且つ荷重1~1500kgf/cm
2
の圧力をかけながら、このガラス成形材の粘度logη[dPa・sec]が10超15未満となるまで連続的に冷却する第一冷却工程と、第一冷却工程で冷却されたガラス成形材を、第一冷却工程の終了時におけるガラス成形材の温度以下の温度から、第一冷却工程の冷却勾配よりも大きい冷却勾配となるように温度制御して冷却する第二冷却工程と、を備える光学ガラスレンズの製造方法により上記課題を解決できることを見出した。そして、この製造方法により、少なくとも一方の面が非球面の曲面であり且つ口径がφ30以上φ150以下であり、この曲面の中心を通り且つ直交する2方向において、この曲面上のそれぞれ同じ長さをスキャニングして面形状変動の測定をし、この2方向の測定値を重ね合わせたときのサグ差の最大値をY(μm)、口径をX(mm)としたときに、これらが所定の関係式を満たす光学ガラスレンズを得ることができることを見出し、本発明を完成させた。
【0008】
すなわち、本発明は次の<1>~<13>の実施形態を含む。
<1>少なくとも一方の面が非球面の曲面であり且つ口径がφ30以上φ150以下である光学ガラスレンズを製造する方法であって、
原料となる被成形ガラス材を昇温し、金型によってプレス成形して、少なくとも一方の面が非球面の曲面であり且つ口径がφ30以上φ150以下であるレンズ形状のガラス成形材を得る昇温および成形工程と、
成形された前記ガラス成形材を、0.1~5.0℃/minの冷却勾配となるように温度制御し且つ荷重1~1500kgf/cm
2
の圧力をかけながら、前記ガラス成形材の粘度logη[dPa・sec]が10超15未満となるまで連続的に冷却する第一冷却工程と、
前記第一冷却工程で冷却された前記ガラス成形材を、前記第一冷却工程の終了時における前記ガラス成形材の温度以下の温度から、前記第一冷却工程の前記冷却勾配よりも大きい冷却勾配となるように温度制御して冷却する第二冷却工程と、を備える、
光学ガラスレンズの製造方法。
<2>前記光学ガラスレンズが凹メニスカスレンズ、凸メニスカスレンズ、両凹レンズ、または両凸レンズである、<1>に記載の光学ガラスレンズの製造方法。
<3>前記光学ガラスレンズは、中心肉厚がコバ厚よりも大きく且つ偏肉比(中心肉厚/コバ厚)が1.1以上7.0以下である、<1>または<2>に記載の光学ガラスレンズの製造方法。
<4>前記光学ガラスレンズは、コバ厚が中心肉厚よりも大きく且つ偏肉比(コバ厚/中心肉厚)が1.1以上7.0以下である、<1>または<2>に記載の光学ガラスレンズの製造方法。
<5>前記光学ガラスレンズは、少なくとも1つの前記曲面の開角が25度以上75度以下である、<1>~<4>のいずれか1つに記載の光学ガラスレンズの製造方法。
<6>前記光学ガラスレンズがフツリン酸ガラス、ホウ酸ランタンガラス、またはシリカバリウムガラスからなる光学ガラスレンズである、<1>~<5>のいずれか1つに記載の光学ガラスレンズの製造方法。
<7>前記昇温および成形工程が、前記被成形ガラス材および前記金型をいずれも連続的に昇温し且つ前記被成形ガラス材の歪点から軟化点までの温度範囲内では0.1~100℃/minの昇温勾配となるように温度制御して連続的に昇温し、前記金型によってプレス成形する工程である、<1>~<6>のいずれか1つに記載の光学ガラスレンズの製造方法。
<8>少なくとも一方の面が非球面の曲面であり且つ口径がφ30以上φ150以下である光学ガラスレンズであって、
前記曲面の中心を通り且つ直交する2方向において、前記曲面の上のそれぞれ同じ長さをスキャニングして面形状変動の測定をし、前記2方向の測定値を重ね合わせたときのサグ差の最大値をY(μm)、前記口径をX(mm)としたときに、下記式(1)の関係式を満たす、
光学ガラスレンズ。
(1)Y≦0.01X-0.1
<9>凹メニスカスレンズ、凸メニスカスレンズ、両凹レンズ、または両凸レンズである、<8>に記載の光学ガラスレンズ。
<10>中心肉厚がコバ厚よりも大きく且つ偏肉比(中心肉厚/コバ厚)が1.1以上7.0以下である、<8>または<9>に記載の光学ガラスレンズ。
<11>コバ厚が中心肉厚よりも大きく且つ偏肉比(コバ厚/中心肉厚)が1.1以上7.0以下である、<8>または<9>に記載の光学ガラスレンズ。
<12>少なくとも1つの前記曲面の開角が25度以上75度以下である、<8>~<11>のいずれか1つに記載の光学ガラスレンズ。
<13>フツリン酸ガラス、ホウ酸ランタンガラス、またはシリカバリウムガラスからなる光学ガラスレンズである、<8>~<12>のいずれか1つに記載の光学ガラスレンズ。
【発明の効果】
【0009】
本発明によれば、高い形状精度を備える、少なくとも一方の面が非球面の曲面であり且つ大口径の光学ガラスレンズ、およびその製造方法を提供することができる。
【図面の簡単な説明】
【0010】
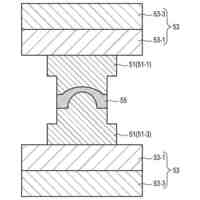
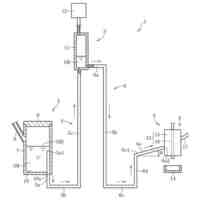
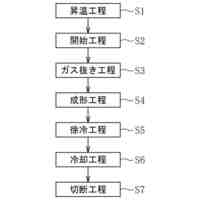
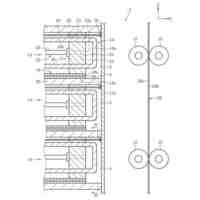
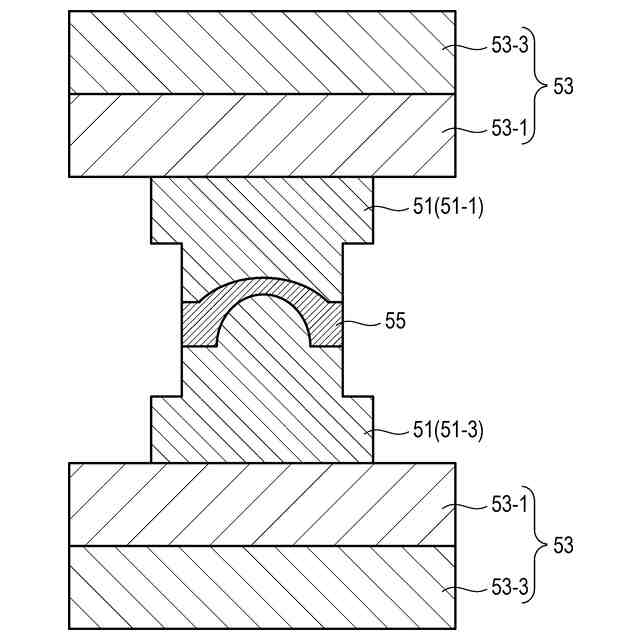
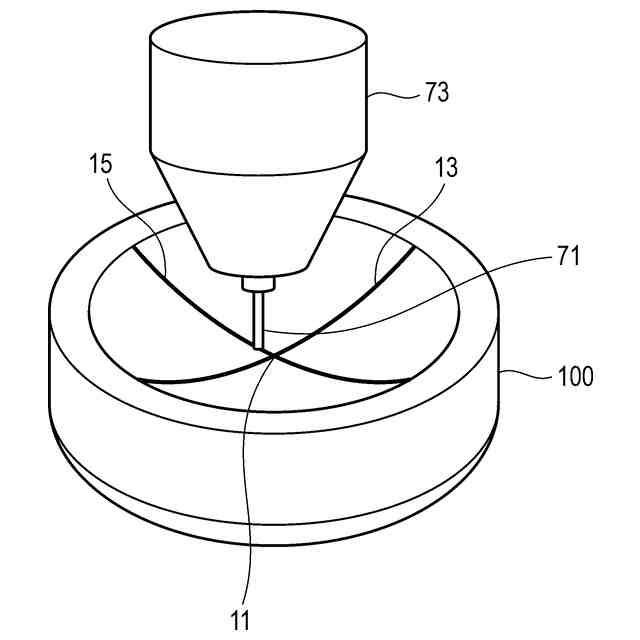
本発明に係る光学ガラスレンズの製造方法におけるプレス成形の実施形態を示す模式図である。
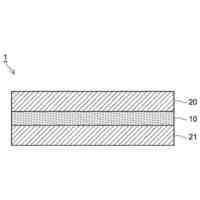
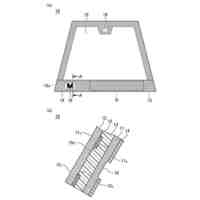
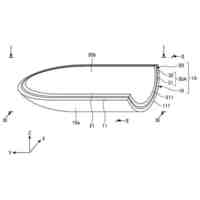
本発明に係る光学ガラスレンズの製造方法で製造した凹メニスカスレンズ、凸メニスカスレンズ、両凹レンズ、または両凸レンズの実施形態の断面を示す模式図である。
本発明に係る光学ガラスレンズの製造方法で製造した凹メニスカスレンズまたは両凸レンズの実施形態の中心肉厚、コバ厚、および開角を示す断面の模式図である。
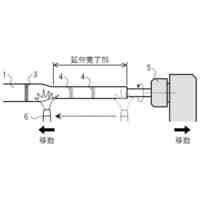
本発明に係る光学ガラスレンズの非球面の曲面について面形状変動の測定を行っている例を示す模式図である。
実施例1の光学ガラスレンズの凹状曲面におけるサグ差を示すグラフである。
比較例1の光学ガラスレンズの凹状曲面におけるサグ差を示すグラフである。
実施例(〇)および比較例(×)の光学ガラスレンズについてのサグ差の最大値Y(μm)とレンズ口径X(mm)との関係を表すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社オハラ
光学ガラスレンズの製造方法、および光学ガラスレンズ
26日前
株式会社オハラ
セラミックス、およびそのセラミックスを含むフィラー材またはコンデンサ
2か月前
日本電気硝子株式会社
封着材料ペースト
2か月前
AGC株式会社
感光性ガラス
2か月前
ノリタケ株式会社
ガラス接合材およびその利用
1か月前
日本電気硝子株式会社
ガラスの製造方法
4か月前
AGC株式会社
車両用窓ガラスとその製造方法
2か月前
ノリタケ株式会社
封止用グリーンシート
1か月前
AGC株式会社
複層ガラス、高地対応複層ガラス
2か月前
信越化学工業株式会社
光ファイバ母材の製造方法
1か月前
信越化学工業株式会社
光ファイバ母材の製造方法
4か月前
ノリタケ株式会社
ガラス接合材及びその利用
1か月前
ノリタケ株式会社
ガラス接合材及びその利用
1か月前
日本板硝子株式会社
ビル用複層ガラス
3か月前
日本電気硝子株式会社
ガラス製造装置
2か月前
日本板硝子株式会社
ウインドシールド
26日前
信越化学工業株式会社
石英ガラス棒およびその製造方法
2か月前
ノリタケ株式会社
組立体の製造方法および組立体
1か月前
日本電気硝子株式会社
ガラス板の製造方法
2か月前
日本電気硝子株式会社
ガラス物品の製造方法およびガラス物品
18日前
AGC株式会社
合わせガラス
3か月前
白金科技股分有限公司
微小球およびその調製方法
5か月前
日本板硝子株式会社
車両用調光合わせガラス
5か月前
日本電気硝子株式会社
ガラス物品の製造方法
3か月前
信越化学工業株式会社
光ファイバ用多孔質母材の製造装置
1か月前
日本電気硝子株式会社
ガラス物品の製造方法
2か月前
AGC株式会社
積層体及び移動体
2か月前
AGC株式会社
ガラス材料、結晶化ガラス
1か月前
住友電気工業株式会社
光ファイバの製造装置
3か月前
住友電気工業株式会社
光ファイバの製造方法
3か月前
住友電気工業株式会社
光ファイバの製造方法
4か月前
日本電気硝子株式会社
半導体封入用無鉛ガラス及び半導体封入用外套管
18日前
日本電気硝子株式会社
減圧脱泡装置及びガラス製造装置
2か月前
住友電気工業株式会社
光ファイバ母材の製造方法
3か月前
日本電気硝子株式会社
ガラス
3か月前
日本電気硝子株式会社
溶融装置及びガラス物品の製造方法
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ