TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025168203
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2024193725
出願日
2024-11-05
発明の名称
レーザー穴あけ方法
出願人
株式会社スギノマシン
代理人
弁理士法人グローバル・アイピー東京
主分類
B23K
26/146 20140101AFI20251030BHJP(工作機械;他に分類されない金属加工)
要約
【課題】液柱の径と同程度の穴径の貫通穴を加工する。
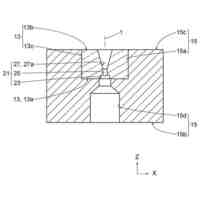
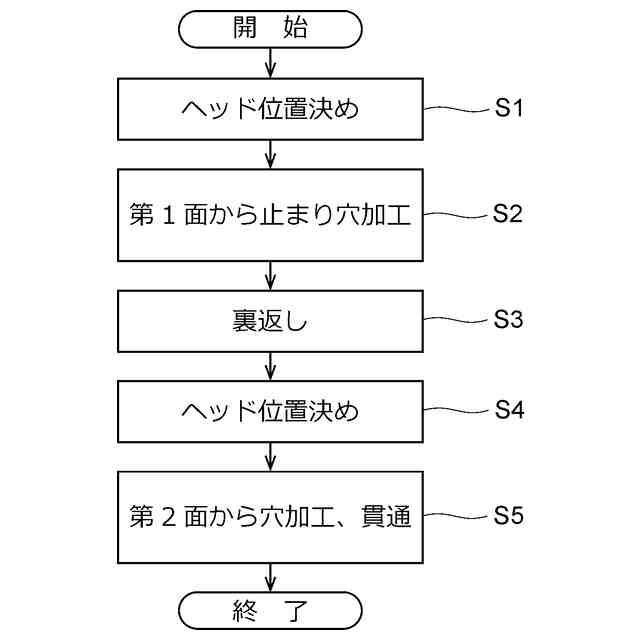
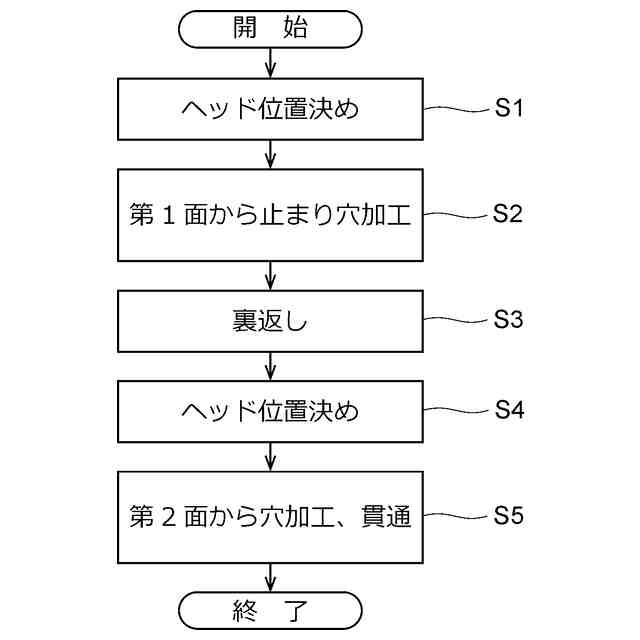
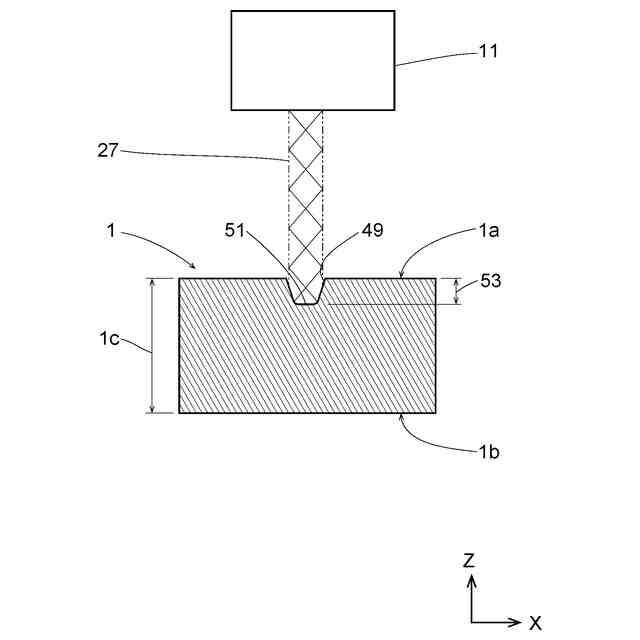
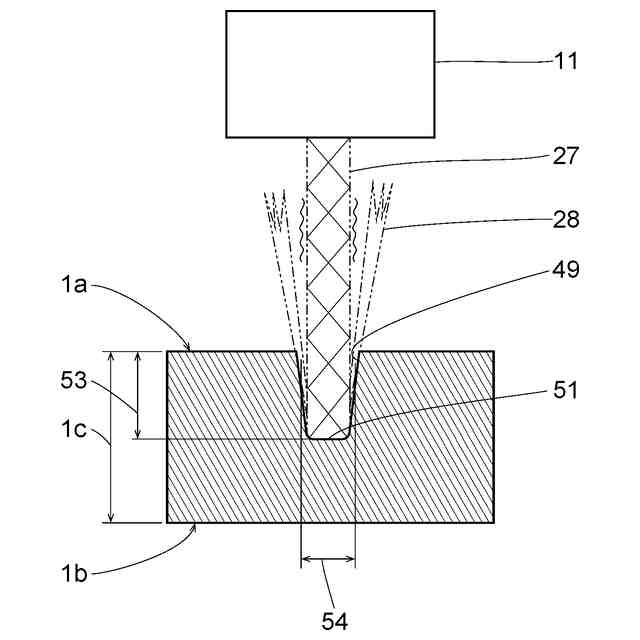
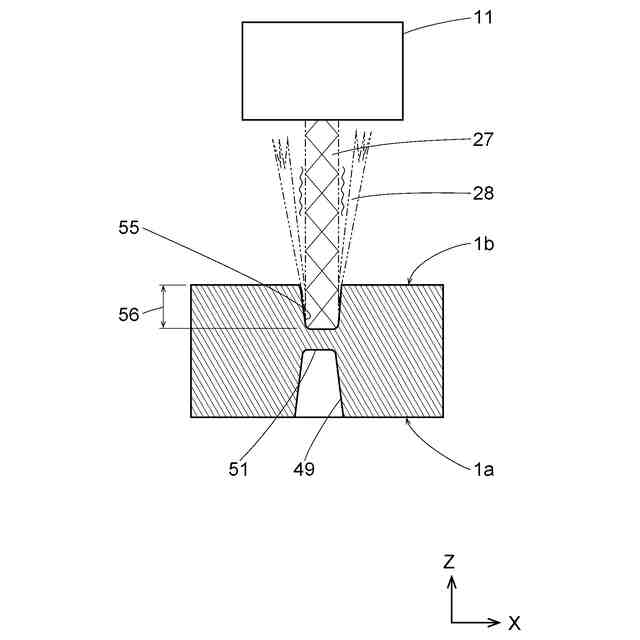
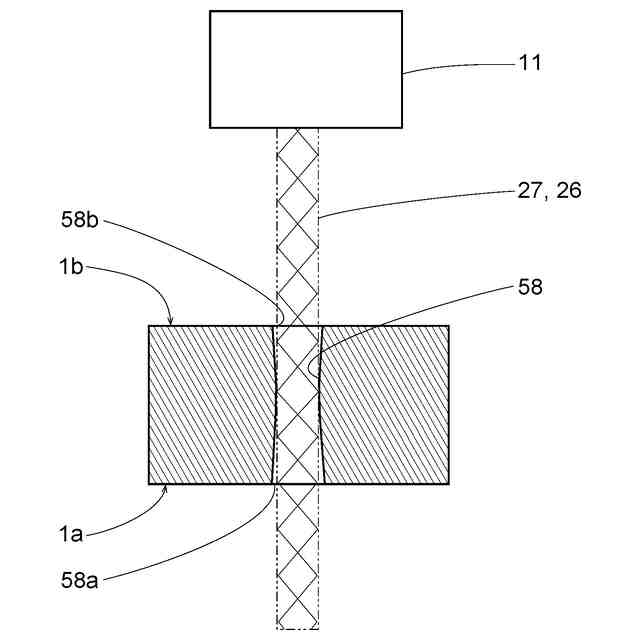
【解決手段】ワーク1の第1面1aから、ワーク1の厚み1cの中心までの深さ53まで達し、底51を有する止まり穴49を加工し、ワーク1の第1面1aの裏面である第2面1bから底51に向かうように、内部にレーザー36を導光した水柱26を第2面1bに当て、第2面1bから止まり穴49に貫通するまで穴加工を行い、貫通穴58を形成する、レーザー穴あけ方法。
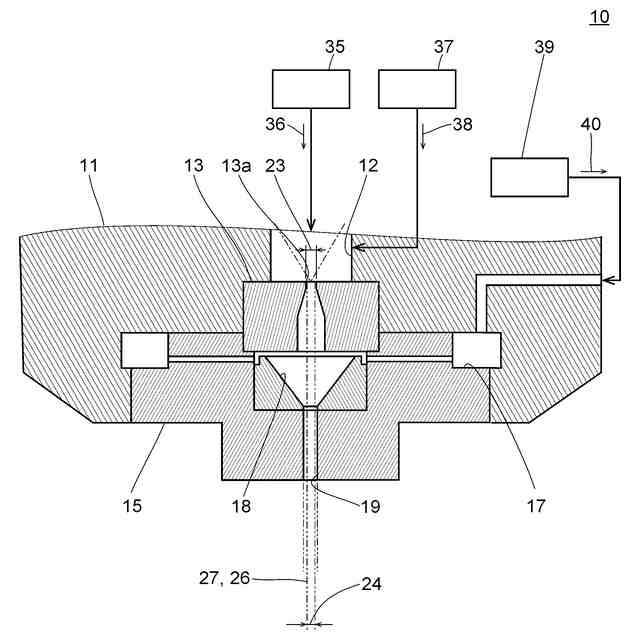
【選択図】図2
特許請求の範囲
【請求項1】
ワークの第1面から、前記ワークの厚みの中心の深さまで達し、底を有する止まり穴を加工し、
前記ワークの前記第1面の裏面である第2面から前記底に向かうように、内部にレーザーを導光した水柱を水ノズルから前記第2面に垂直に当て、前記水ノズルを前記ワークに対して静止した状態で、前記第2面から前記止まり穴に貫通するまで穴加工を行い、貫通穴を形成する、
レーザー穴あけ方法。
続きを表示(約 990 文字)
【請求項2】
前記第2面から前記第1面に向かうにつれて小径となる穴を形成し、
前記第2面から前記第1面に貫通するときに、前記水柱(26)が前記第1面側に貫通し、前記第2面から前記第1面にかけて円筒状の貫通穴を形成する、
請求項1に記載のレーザー穴あけ方法。
【請求項3】
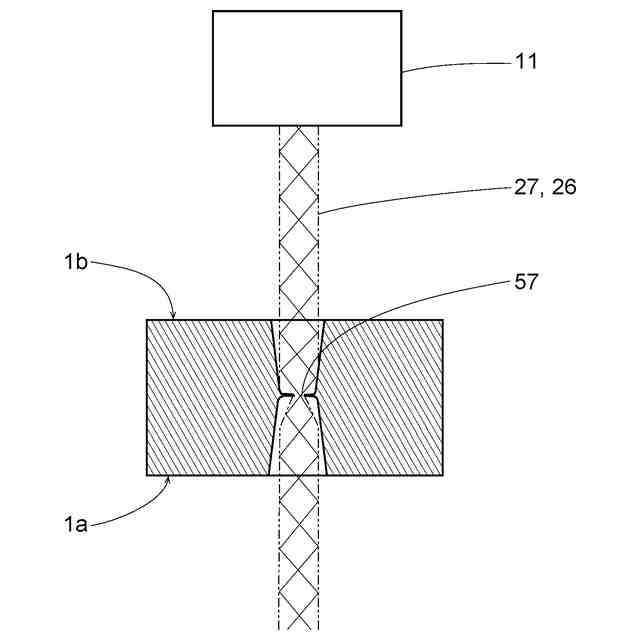
前記水柱が前記第1面側に貫通するときに狭隘な貫通部が形成され、前記水柱が前記第1面側に抜けて、前記水柱の乱れが減少し、前記レーザーの強度が増加することで前記貫通部が拡大するように加工される、
請求項1又は2に記載のレーザー穴あけ方法。
【請求項4】
前記水ノズルから生成した前記水柱を前記第2面に当てて、穴加工が進むと、前記水柱が加工中の穴に衝突して前記水ノズルに向かって跳ね返り、前記水柱が乱れて前記レーザーが減衰する、
請求項1又は2に記載のレーザー穴あけ方法。
【請求項5】
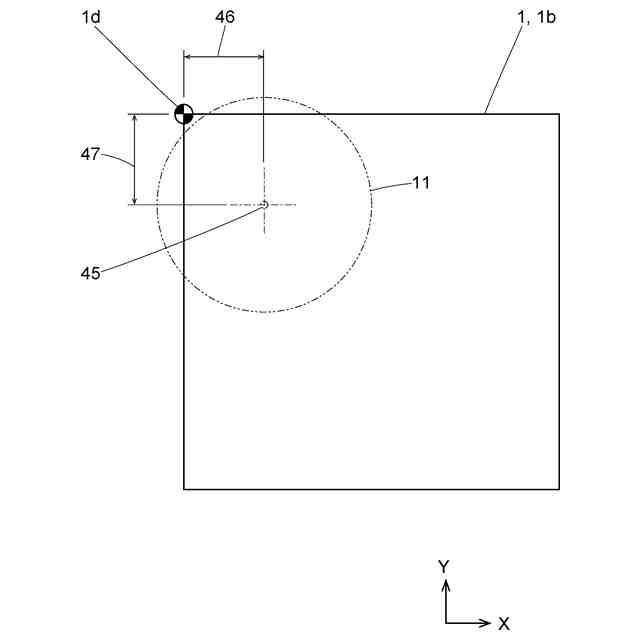
前記第1面の穴あけ位置に対して、前記水ノズルから前記第1面に垂直に前記水柱を当て、前記水ノズルを前記ワークに対して静止した状態で、前記第1面から前記止まり穴を加工する、
請求項1又は2に記載のレーザー穴あけ方法。
【請求項6】
前記水ノズルから生成した前記水柱を前記第1面に当てて、前記止まり穴の加工が進むときに、前記水柱が前記止まり穴に衝突して前記水ノズルに向かって跳ね返り、前記水柱が乱れて前記レーザーが減衰する、
請求項5に記載のレーザー穴あけ方法。
【請求項7】
前記第1面から、研削又は切削によって前記止まり穴を加工する、
請求項1又は2に記載のレーザー穴あけ方法。
【請求項8】
前記止まり穴は、前記貫通穴よりも大きい径を有する、
請求項7に記載のレーザー穴あけ方法。
【請求項9】
前記ワークは、金属であり、
前記穴は、0.10mm以下の直径を有する、
請求項1又は2に記載のレーザー穴あけ方法。
【請求項10】
前記ワークは、セラミックスであり、
前記穴は、0.2mm以下の直径を有する、
請求項1又は2に記載のレーザー穴あけ方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、水柱内に導光したレーザーによる穴あけ方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
穴の閉じた形状に沿って、液柱内とレーザービームを基板上で移動させて、基板に穴を形成する方法が提案されている(特表2023-536600号公報、以下、「特許文献1」)。
【発明の概要】
【発明が解決しようとする課題】
【0003】
特許文献1では、開口される穴の径は、液柱の径に比べてはるかに大きい。本発明は、液柱の径と同程度の穴径の貫通穴を加工することを目的とする。
【課題を解決するための手段】
【0004】
本発明の第1の観点は、
ワークの第1面から、前記ワークの厚みの中心の深さまで達し、底を有する止まり穴を加工し、
前記ワークの前記第1面の裏面である第2面から前記底に向かうように、内部にレーザーを導光した水柱を水ノズルから前記第2面に垂直に当て、前記水ノズルを前記ワークに対して静止した状態で、前記第2面から前記止まり穴に貫通するまで穴加工を行い、貫通穴を形成する、
レーザー穴あけ方法である。
【0005】
ワークは、金属やセラミックスである。金属は、例えば、ステンレス鋼、工具鋼である。セラミックスは、例えば、アルミナ、ジルコニア、炭化ケイ素、窒化ガリウム、ダイヤモンドである。
【0006】
水柱は、第1面から加工される止まり穴に水を溜めて、レーザーが散乱して加工の進行が抑制される。止まり穴の深さが深くなると、加工が殆ど進行しなくなる場合がある。水柱は、第2面から加工される止まり穴に水を溜めて、レーザーが散乱して加工の進行が抑制される。第2面からの穴が第1面側から加工された止まり穴に貫通すると、穴の内部に溜まった水が第1面側に抜ける。すると、水柱の乱れが抑制される。水柱の乱れの減少に伴い、水柱からのレーザー散乱が抑制される。
【0007】
加工される穴に加工精度が求められる場合、ワークの加工精度が必要な面を第2面とする。第2面は、例えば、製品の表面である。
【0008】
ノズル穴の直径の下限は、0.04mm、0.05mm、0.09mmである。ノズル穴の直径の上限は、0.09mm、0.1mmである。
【0009】
貫通穴の直径の下限は、0.08mm、0.1mm、0.12mmである。
貫通穴の直径の上限は、0.19mm、0.2mm、0.25mm、0.3mmである。
貫通穴の径に対するワークの厚みの比率の範囲の下限は、5、6である。貫通穴の径に対するワークの厚みの比率の範囲の上限は、16である。
貫通穴の径は、貫通穴の開口部の直径であって良い。
第1面から研削又は切削によって止まり穴を加工する場合、止まり穴の底から第2面までの厚みは、貫通穴の径の2.5倍以上であり、好ましくは、3倍以上、4倍以上である。
【0010】
貫通穴の直径は、ノズル穴の直径の10倍以下である。貫通穴の直径は、ノズル穴の直径に対して少し大きい。材質や加工条件によって、その倍率は異なる。貫通穴の直径は、ノズル穴の直径の10倍未満である。ノズル穴の直径に対する貫通穴の直径の倍率の下限は、0.95倍、1倍、1.05倍、1.1倍である。ノズル穴の直径に対する貫通穴の直径の倍率の上限は、1.2倍、1.5倍、2倍である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社スギノマシン
レーザー穴あけ方法
1か月前
川崎重工業株式会社
圧縮機
3日前
川崎重工業株式会社
圧縮機
3日前
株式会社スギノマシン
ウォータージェット切断装置
18日前
株式会社スギノマシン
レーザー加工装置及びレーザー加工方法
10日前
株式会社スギノマシン
レーザー加工装置及びレーザー加工方法
10日前
株式会社スギノマシン
キャビテーション表面処理用ノズル、及びキャビテーション表面処理装置
19日前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社不二越
ドリル
6か月前
株式会社北川鉄工所
回転装置
6か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
1か月前
日東精工株式会社
ねじ締め装置
5か月前
キヤノン電子株式会社
加工装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
3か月前
日東精工株式会社
ねじ整列トレー
26日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
5か月前
中国電力株式会社
養生シート
1か月前
株式会社アンド
半田付け方法
3か月前
睦月電機株式会社
金属表面処理方法
1か月前
株式会社アンド
半田付け方法
6か月前
個人
型枠製造装置のフレーム
2か月前
株式会社アンド
半田付け方法
6か月前
キヤノン電子株式会社
加工システム
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ