TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025167660
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2024072496
出願日
2024-04-26
発明の名称
接続構造体、リアクトル装置および接続構造体の製造方法
出願人
住友電装株式会社
代理人
個人
,
個人
主分類
H01F
37/00 20060101AFI20251030BHJP(基本的電気素子)
要約
【課題】品質保証の信頼性を向上できる接続構造体を提供する。
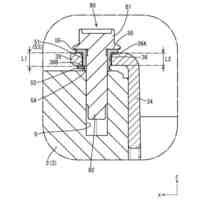
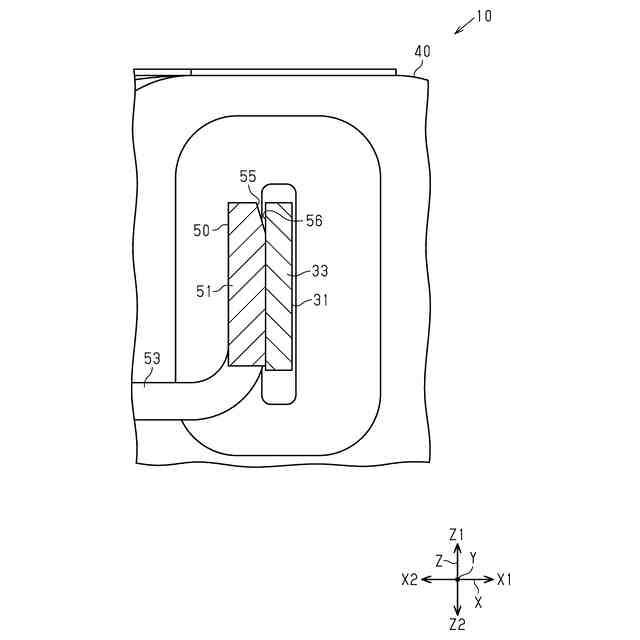
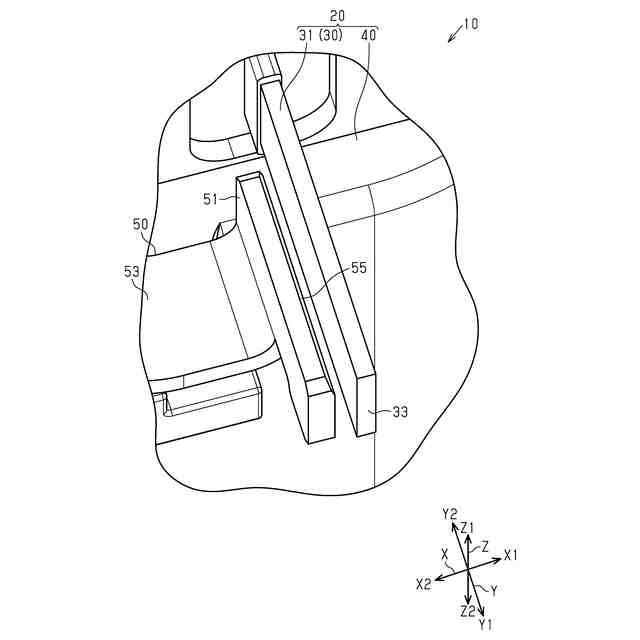
【解決手段】リアクトル装置10が有する接続構造体は、バスバ50が有する平板状の第1接続部51と、コイル31が有する平板状の巻線端部33とを有する。第1接続部51と巻線端部33とは第1方向X1に重ね合わされている。接続構造体は、第1接続部51と巻線端部33とが溶接された溶接部60と、第1接続部51に設けられるとともに、溶接部60から第2方向Y1に向かって延びる傾斜面55とを有する。溶接部60は、第2方向Y1において第1接続部51の一部に設けられるとともに、第1接続部51の第3方向Z1の端部に設けられている。傾斜面55は、第1接続部51のうち巻線端部33に対向する端面と第1接続部51のうち第3方向Z1に向く端面との角部に設けられている。傾斜面55は、巻線端部33に近づくに連れて、第3反対方向Z2に向かって傾斜するように形成されている。
【選択図】図5
特許請求の範囲
【請求項1】
平板状の第1接続端子と、
前記第1接続端子と第1方向に重ね合わされた平板状の第2接続端子と、
前記第1接続端子と前記第2接続端子とが溶接された溶接部と、
前記第1接続端子に設けられるとともに、前記溶接部から前記第1方向と交差する第2方向に向かって延びる傾斜面と、を有し、
前記溶接部は、前記第2方向において、前記第1接続端子の一部に設けられており、
前記溶接部は、前記第1接続端子のうち前記第1方向および前記第2方向の双方と交差する第3方向の端部に設けられており、
前記傾斜面は、前記第1接続端子のうち前記第2接続端子に対向する第1端面と前記第1接続端子のうち前記第3方向に向く第2端面との角部に設けられており、
前記傾斜面は、前記第2接続端子に近づくに連れて、前記第3方向の反対方向である第3反対方向に向かって傾斜するように形成されている、接続構造体。
続きを表示(約 1,300 文字)
【請求項2】
前記溶接部は、前記第2方向において、前記第1接続端子の中間位置に設けられており、
前記傾斜面は、前記溶接部から前記第2方向に向かって延びるとともに、前記溶接部から前記第2方向の反対方向である第2反対方向に向かって延びている、請求項1に記載の接続構造体。
【請求項3】
前記傾斜面は、前記第1接続端子および前記第2接続端子のうち前記第1接続端子のみに形成されている、請求項1に記載の接続構造体。
【請求項4】
前記第1接続端子は、前記第1方向に厚みを有し、
前記第2接続端子は、前記第1方向に厚みを有し、
前記第1接続端子の厚み寸法は、前記第2接続端子の厚み寸法よりも大きい、請求項3に記載の接続構造体。
【請求項5】
前記第1接続端子は、前記第1方向に厚みを有し、
前記傾斜面は、前記第1方向に沿う寸法よりも前記第3方向に沿う寸法が大きく形成されている、請求項1に記載の接続構造体。
【請求項6】
前記傾斜面は、一定の傾斜角度で傾斜するように形成されている、請求項1に記載の接続構造体。
【請求項7】
前記溶接部は、前記第1接続端子と前記第2接続端子とがTIG溶接された部分である、請求項1に記載の接続構造体。
【請求項8】
請求項1から請求項7のいずれか1項に記載の接続構造体を有するリアクトル装置であって、
コイルおよびコアを有するリアクトルと、
前記コイルと電気的に接続されるバスバと、を有し、
前記バスバは、前記第1接続端子を有し、
前記コイルは、
巻線が螺旋状に巻回されてなる巻回部と、
前記巻回部の巻線端部である前記第2接続端子と、を有する、リアクトル装置。
【請求項9】
第1端面を有する平板状の第1接続端子を準備する工程と、
前記第1端面に傾斜面を形成する工程と、
平板状の第2接続端子を準備する工程と、
前記第1端面を第1方向において前記第2接続端子に対向させた状態で、前記第1接続端子と前記第2接続端子とを前記第1方向に重ね合わせる工程と、
前記第1接続端子と前記第2接続端子とを溶接により接合して溶接部を形成するとともに、前記溶接部から前記第1方向と交差する第2方向に向かって延びる前記傾斜面を有する構造を形成する工程と、
画像検査により、前記第2方向に沿う前記溶接部の幅寸法を測定する工程と、を有し、
前記溶接部は、前記第2方向において、前記第1接続端子の一部に形成され、
前記溶接部は、前記第1接続端子のうち前記第1方向および前記第2方向の双方と交差する第3方向の端部に形成され、
前記傾斜面は、前記第1端面と前記第1接続端子のうち前記第3方向に向く第2端面との角部に形成され、
前記傾斜面は、前記第2接続端子に近づくに連れて、前記第3方向の反対方向である第3反対方向に向かって傾斜するように形成される、接続構造体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、接続構造体、リアクトル装置および接続構造体の製造方法に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、自動車等の車両には、コンバータ等の電気接続箱が搭載されている(例えば、特許文献1参照)。この種の電気接続箱は、平板状の第1接続端子と平板状の第2接続端子とが溶接により接続された接続構造体を有している。
【先行技術文献】
【特許文献】
【0003】
特開2006-203976号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述した接続構造体では、溶接部に対する品質保証の信頼性を向上することが望まれている。
本開示の目的は、品質保証の信頼性を向上できる接続構造体、リアクトル装置および接続構造体の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
本開示の接続構造体は、平板状の第1接続端子と、前記第1接続端子と第1方向に重ね合わされた平板状の第2接続端子と、前記第1接続端子と前記第2接続端子とが溶接された溶接部と、前記第1接続端子に設けられるとともに、前記溶接部から前記第1方向と交差する第2方向に向かって延びる傾斜面と、を有し、前記溶接部は、前記第2方向において、前記第1接続端子の一部に設けられており、前記溶接部は、前記第1接続端子のうち前記第1方向および前記第2方向の双方と交差する第3方向の端部に設けられており、前記傾斜面は、前記第1接続端子のうち前記第2接続端子に対向する第1端面と前記第1接続端子のうち前記第3方向に向く第2端面との角部に設けられており、前記傾斜面は、前記第2接続端子に近づくに連れて、前記第3方向の反対方向である第3反対方向に向かって傾斜するように形成されている。
【発明の効果】
【0006】
本開示の接続構造体によれば、品質保証の信頼性を向上できるという効果を奏する。
【図面の簡単な説明】
【0007】
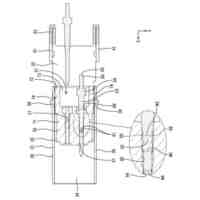
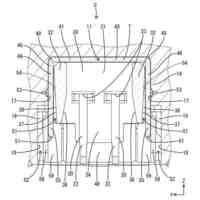
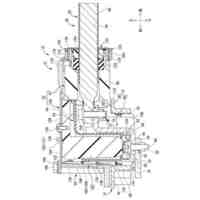
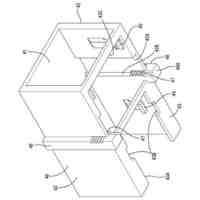
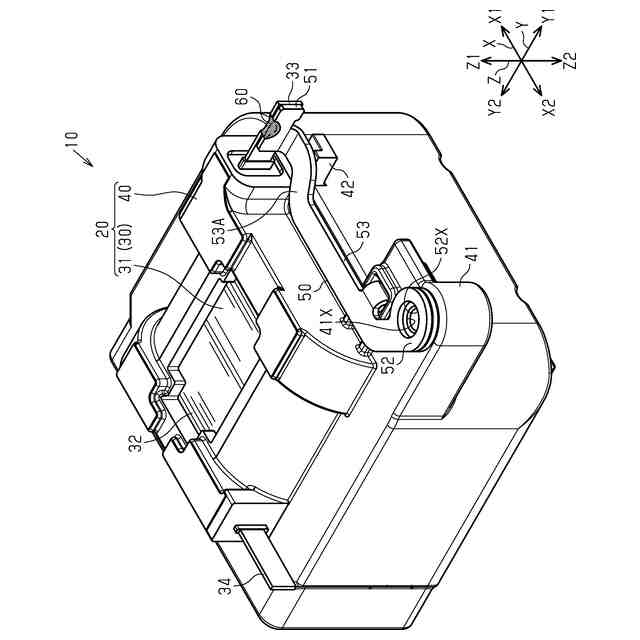
図1は、一実施形態のリアクトル装置を示す斜視図である。
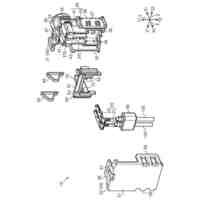
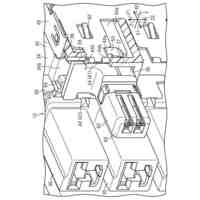
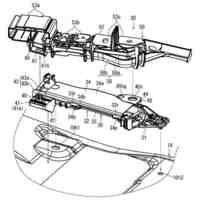
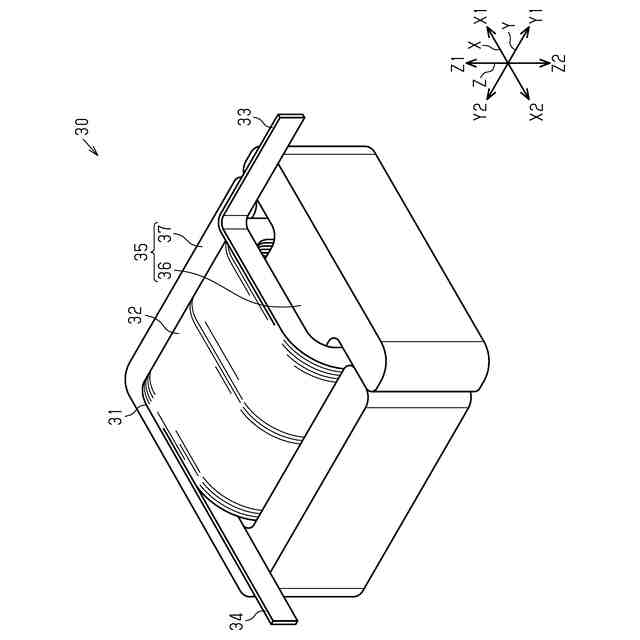
図2は、一実施形態の組物を示す斜視図である。
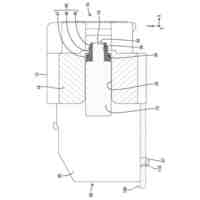
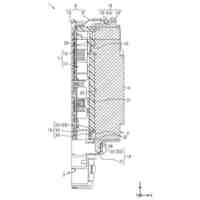
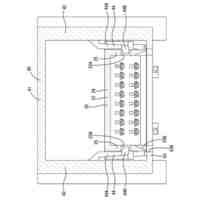
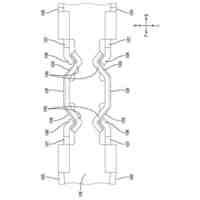
図3は、一実施形態のリアクトル装置の一部を示す平面図である。
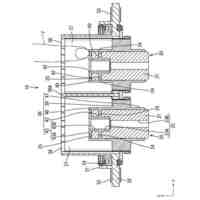
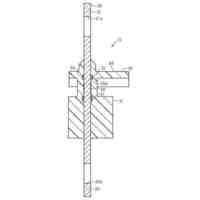
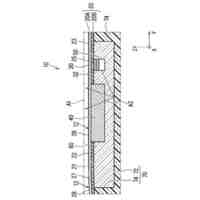
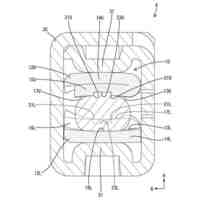
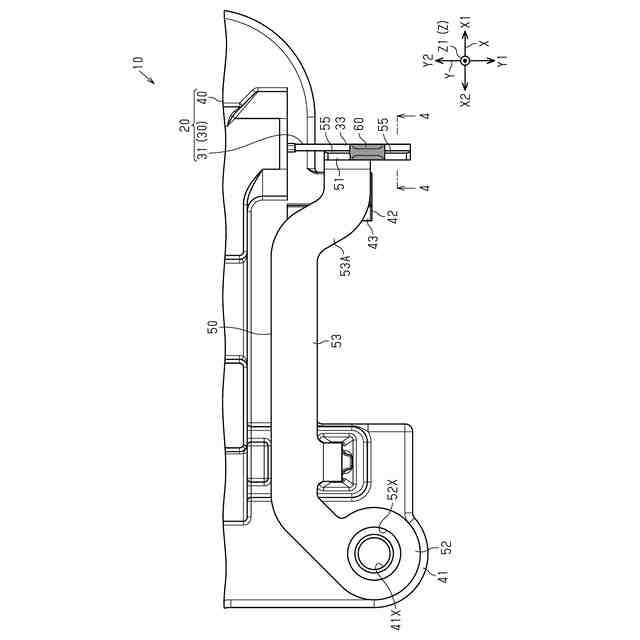
図4は、一実施形態のリアクトル装置の一部を示す断面図(図3における4-4線断面図)である。
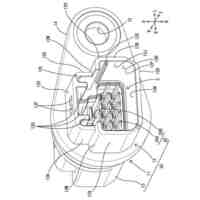
図5は、一実施形態のリアクトル装置の一部を示す斜視図である。
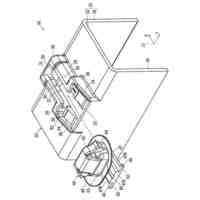
図6は、一実施形態のリアクトル装置の製造方法を示す斜視図である。
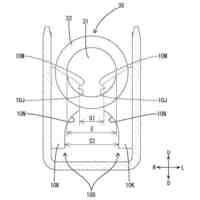
図7は、一実施形態のリアクトル装置の製造方法における画像検査で撮像された撮像画像の一例を示す図である。
【発明を実施するための形態】
【0008】
[本開示の実施形態の説明]
最初に本開示の実施形態を列挙して説明する。
[1]本開示の接続構造体は、平板状の第1接続端子と、前記第1接続端子と第1方向に重ね合わされた平板状の第2接続端子と、前記第1接続端子と前記第2接続端子とが溶接された溶接部と、前記第1接続端子に設けられるとともに、前記溶接部から前記第1方向と交差する第2方向に向かって延びる傾斜面と、を有し、前記溶接部は、前記第2方向において、前記第1接続端子の一部に設けられており、前記溶接部は、前記第1接続端子のうち前記第1方向および前記第2方向の双方と交差する第3方向の端部に設けられており、前記傾斜面は、前記第1接続端子のうち前記第2接続端子に対向する第1端面と前記第1接続端子のうち前記第3方向に向く第2端面との角部に設けられており、前記傾斜面は、前記第2接続端子に近づくに連れて、前記第3方向の反対方向である第3反対方向に向かって傾斜するように形成されている。
【0009】
この構成によれば、平板状の第1接続端子と平板状の第2接続端子とが第1方向に重ね合わされた状態で、溶接部により第1接続端子と第2接続端子とが互いに接合されている。また、溶接部から第2方向に向かって延びる傾斜面が第1接続端子に設けられている。すなわち、溶接部に隣り合うように傾斜面が形成される。換言すると、溶接部に隣り合う非溶接部に、傾斜面が設けられる。このため、溶接部の大きさ等を撮像装置により検出する場合に、溶接部と傾斜面とのコントラストが得やすくなる。したがって、溶接部と傾斜面(非溶接部)との境界を認識しやすくなるため、溶接部の大きさ、例えば第2方向に沿う溶接部の幅寸法を精度良く測定することができる。これにより、測定された溶接部の幅寸法に基づいて溶接部の良否判定を精度良く行うことができる。この結果、溶接部に対する品質保証の信頼性を向上させることができる。
【0010】
[2]上記[1]において、前記溶接部は、前記第2方向において、前記第1接続端子の中間位置に設けられており、前記傾斜面は、前記溶接部から前記第2方向に向かって延びるとともに、前記溶接部から前記第2方向の反対方向である第2反対方向に向かって延びていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
住友電装株式会社
端子台
1か月前
住友電装株式会社
コネクタ
1か月前
住友電装株式会社
コネクタ
1か月前
住友電装株式会社
コネクタ
1か月前
住友電装株式会社
コネクタ
1か月前
住友電装株式会社
コネクタ
1か月前
住友電装株式会社
コネクタ
9日前
住友電装株式会社
コネクタ
1か月前
住友電装株式会社
プロテクタ
1か月前
住友電装株式会社
シールド端子
24日前
住友電装株式会社
シールドコネクタ
1か月前
住友電装株式会社
コネクタアセンブリ
1か月前
住友電装株式会社
ブラケット付きコネクタ
1か月前
住友電装株式会社
ダミー栓およびコネクタ
1か月前
住友電装株式会社
端子台、及び端子台の製造方法
1か月前
住友電装株式会社
電気接続箱および制御ユニット
1か月前
住友電装株式会社
外導体端子及びシールドコネクタ
1か月前
住友電装株式会社
絶縁構造体、及びワイヤハーネス
1か月前
住友電装株式会社
コネクタ及びコネクタアセンブリ
1か月前
住友電装株式会社
コネクタ及びコネクタアセンブリ
22日前
住友電装株式会社
プロテクタ、及びワイヤハーネス
1か月前
住友電装株式会社
プロテクタとホルダとの一体化ユニット
1か月前
トヨタ自動車株式会社
車両の制御装置
1か月前
住友電装株式会社
プロテクタ及びプロテクタ付ワイヤハーネス
1か月前
株式会社オートネットワーク技術研究所
電装品
22日前
株式会社オートネットワーク技術研究所
雌端子
1か月前
株式会社オートネットワーク技術研究所
電装品
22日前
株式会社オートネットワーク技術研究所
コネクタ
1か月前
株式会社オートネットワーク技術研究所
コネクタ
1か月前
株式会社オートネットワーク技術研究所
コネクタ
1か月前
株式会社オートネットワーク技術研究所
コネクタ
1か月前
株式会社オートネットワーク技術研究所
コネクタ
1か月前
株式会社オートネットワーク技術研究所
端子金具
1日前
株式会社オートネットワーク技術研究所
コネクタ
9日前
株式会社オートネットワーク技術研究所
端子金具
1日前
株式会社オートネットワーク技術研究所
端子金具
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ