TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025167633
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2024072457
出願日
2024-04-26
発明の名称
ピーニング方法、ピーニング装置および溶接構造物
出願人
カナデビア株式会社
代理人
弁理士法人松阪国際特許事務所
,
個人
,
個人
,
個人
主分類
B23K
31/00 20060101AFI20251030BHJP(工作機械;他に分類されない金属加工)
要約
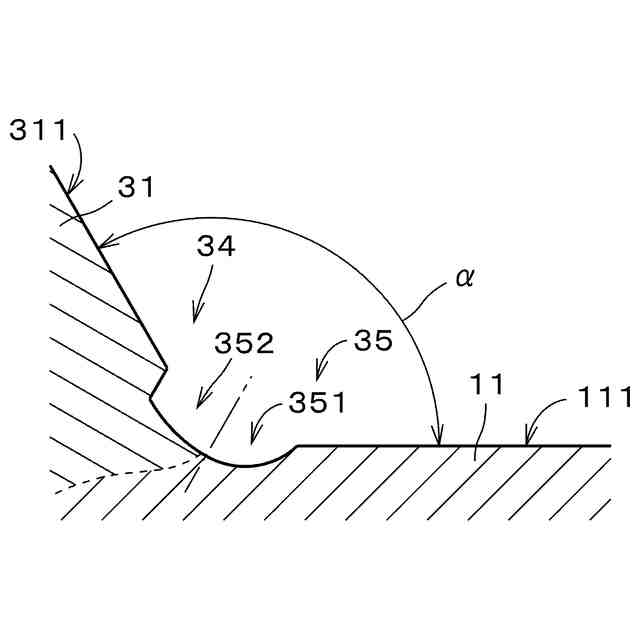
【課題】溶接止端部における叩き残しの発生、および、母材の圧痕が過剰に深くなることを抑制する。
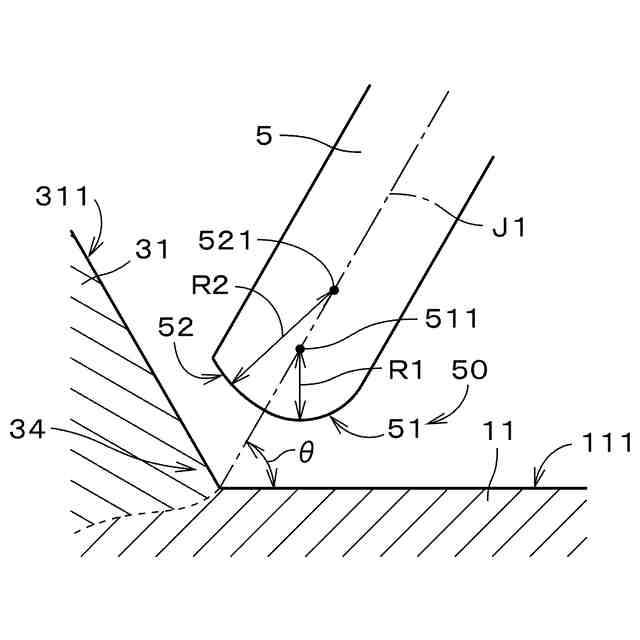
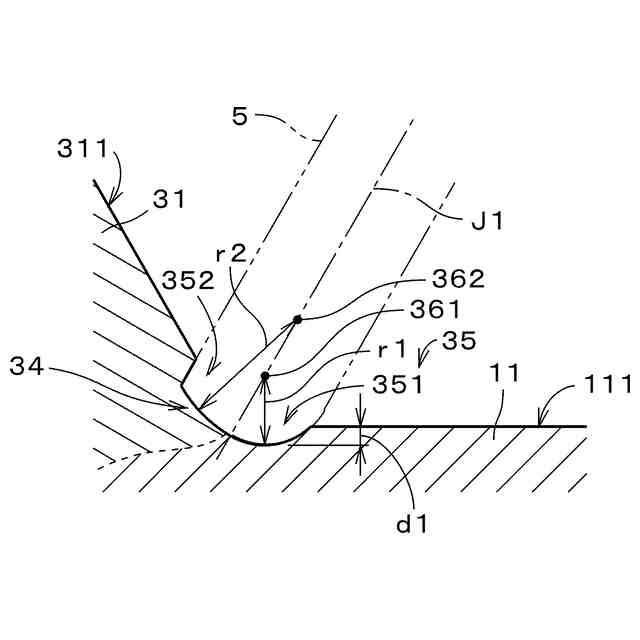
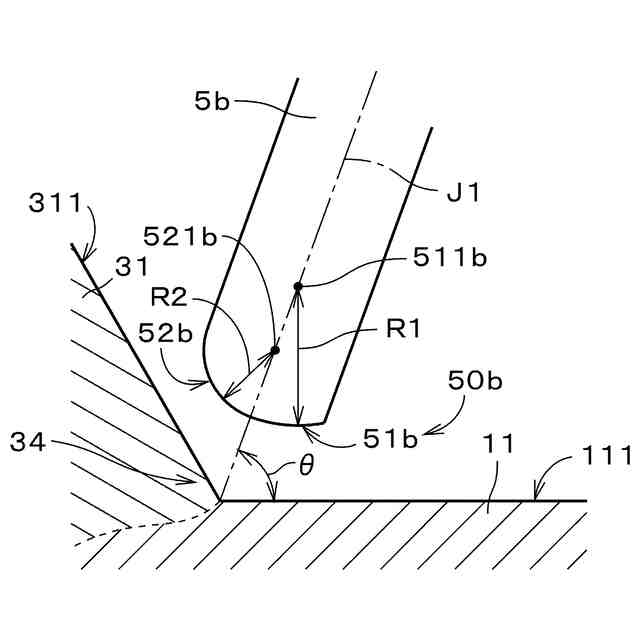
【解決手段】長手方向に垂直な断面におけるニードル5の先端部50は、中心軸J1の母材11側に位置する円弧状の第1部位51と、中心軸J1の母材11とは反対側に位置する円弧状の第2部位52と、を備える。第1部位51の中心511は、中心軸J1上に位置する。第2部位52の中心521も、中心軸J1上に位置する。上記断面において第1部位51の半径R1は、第2部位52の半径R2よりも小さい。これにより、溶接止端部34における叩き残しの発生、および、母材11の圧痕が過剰に深くなることを抑制することができる。
【選択図】図5
特許請求の範囲
【請求項1】
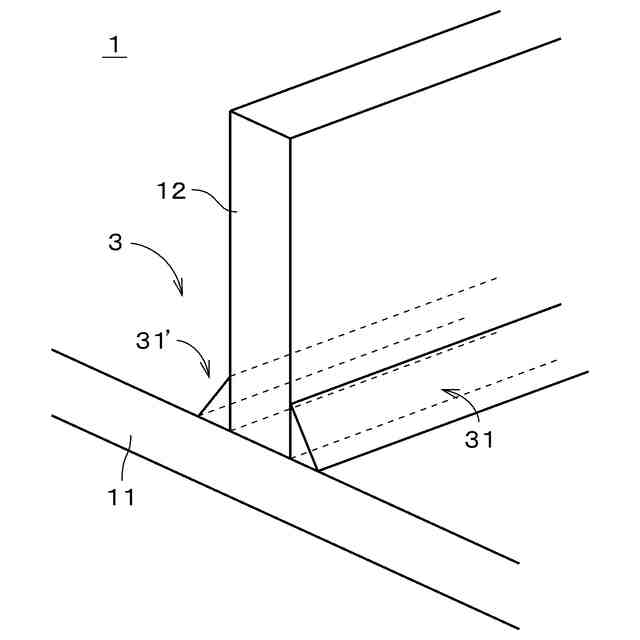
長手方向に延びる溶接継手において、母材と溶接金属との境界部である溶接止端部をニードルによって打撃するピーニング方法であって、
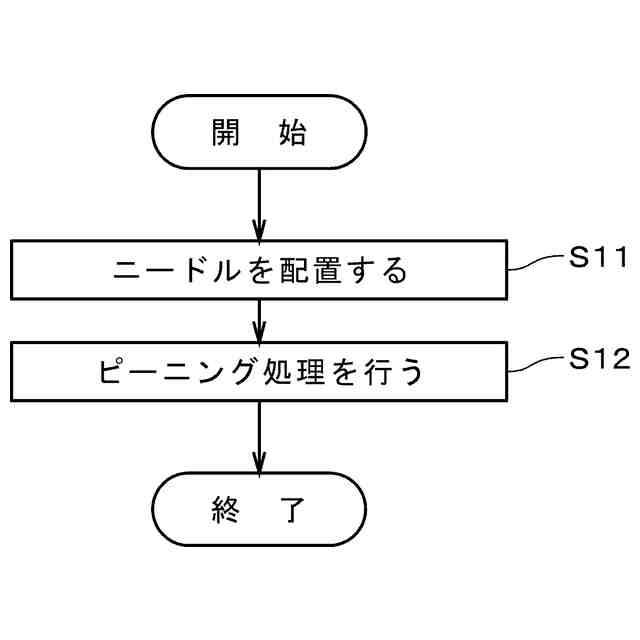
a)前記長手方向に垂直な断面において前記母材の表面に対して40°以上かつ80°以下の傾斜角にて傾斜する中心軸を中心とする棒状のニードルを、前記ニードルの先端部を前記溶接止端部に向けて配置する工程と、
b)前記ニードルの前記先端部によって前記溶接止端部を打撃することにより、前記溶接止端部に対するピーニング処理を行う工程と、
を備え、
前記長手方向に垂直な断面における前記ニードルの前記先端部は、
中心が前記中心軸上に位置する円弧状であって前記中心軸の前記母材側に位置する第1部位と、
中心が前記中心軸上に位置する円弧状であって前記中心軸の前記母材側とは反対側に位置する第2部位と、
を備え、
前記断面において前記第1部位の半径は前記第2部位の半径よりも小さいピーニング方法。
続きを表示(約 2,600 文字)
【請求項2】
請求項1に記載のピーニング方法であって、
前記断面において前記第1部位の半径は前記第2部位の半径の25%以上かつ75%以下であるピーニング方法。
【請求項3】
長手方向に延びる溶接継手において、母材と溶接金属との境界部である溶接止端部をニードルによって打撃するピーニング方法であって、
a)前記長手方向に垂直な断面において前記母材の表面に対して40°以上かつ80°以下の傾斜角にて傾斜する中心軸を中心とする棒状のニードルを、前記ニードルの先端部を前記溶接止端部に向けて配置する工程と、
b)前記ニードルの前記先端部によって前記溶接止端部を打撃することにより、前記溶接止端部に対するピーニング処理を行う工程と、
を備え、
前記長手方向に垂直な断面における前記ニードルの前記先端部は、
中心が前記中心軸上に位置する円弧状であって前記中心軸の前記母材側に位置する第1部位と、
中心が前記中心軸上に位置する円弧状であって前記中心軸の前記母材側とは反対側に位置する第2部位と、
を備え、
前記断面において前記第1部位の半径は前記第2部位の半径よりも大きいピーニング方法。
【請求項4】
請求項3に記載のピーニング方法であって、
前記断面において前記第2部位の半径は前記第1部位の半径の25%以上かつ75%以下であるピーニング方法。
【請求項5】
長手方向に延びる溶接継手において、母材と溶接金属との境界部である溶接止端部をニードルによって打撃するピーニング方法であって、
a)前記長手方向に垂直な断面において前記母材の表面に対して40°以上かつ80°以下の傾斜角にて傾斜する中心軸を中心とする棒状のニードルを、前記ニードルの先端部を前記溶接止端部に向けて配置する工程と、
b)前記ニードルの前記先端部によって前記溶接止端部を打撃することにより、前記溶接止端部に対するピーニング処理を行う工程と、
を備え、
前記長手方向に垂直な断面における前記ニードルの前記先端部は、
前記中心軸の前記母材側に位置するとともに、中心が前記中心軸の前記母材側とは反対側に位置する円弧状である第1部位と、
前記中心軸の前記母材側とは反対側に位置するとともに、中心が前記中心軸上に位置する円弧状である第2部位と、
を備え、
前記断面において前記第1部位の半径は前記第2部位の半径と異なるピーニング方法。
【請求項6】
請求項5に記載のピーニング方法であって、
前記断面において前記第1部位の半径および前記第2部位の半径のうち小さい方は大きい方の25%以上かつ75%以下であるピーニング方法。
【請求項7】
長手方向に延びる溶接継手において、母材と溶接金属との境界部である溶接止端部をニードルによって打撃するピーニング方法であって、
a)前記長手方向に垂直な断面において前記母材の表面に対して40°以上かつ80°以下の傾斜角にて傾斜する中心軸を中心とする棒状の第1のニードルを、前記第1のニードルの先端部を前記溶接止端部に向けて配置する工程と、
b)前記第1のニードルの前記先端部によって前記溶接止端部を打撃することにより、前記溶接止端部に対する第1のピーニング処理を行う工程と、
c)前記断面において前記母材の表面に対して40°以上かつ80°以下の傾斜角にて傾斜する中心軸を中心とする棒状の第2のニードルを、前記第2のニードルの先端部を前記溶接止端部に向けて配置する工程と、
d)前記第2のニードルの前記先端部によって前記溶接止端部を打撃することにより、前記溶接止端部に対する第2のピーニング処理を行う工程と、
を備え、
前記断面における前記第1のニードルの前記先端部は、中心が前記第1のニードルの前記中心軸上に位置する円弧状であり、
前記断面における前記第2のニードルの前記先端部は、中心が前記第2のニードルの前記中心軸上に位置するとともに半径が前記第1のニードルの前記先端部の半径と異なる円弧状であり、
前記a)工程における前記第1のニードルの前記中心軸の前記傾斜角は、前記c)工程における前記第2のニードルの前記中心軸の前記傾斜角と異なるピーニング方法。
【請求項8】
請求項7に記載のピーニング方法であって、
前記断面において前記第1のニードルの前記先端部の半径および前記第2のニードルの前記先端部の半径のうち小さい方は大きい方の25%以上かつ75%以下であるピーニング方法。
【請求項9】
ピーニング装置であって、
中心軸を中心とする棒状のニードルと、
前記ニードルを対象物に対して進退させて前記対象物を打撃する進退機構と、
を備え、
前記対象物の長手方向に沿って移動される前記ニードルによる打撃によって前記対象物に凹部であるピーニング部が形成され、
前記長手方向に垂直な断面における前記ニードルの前記先端部は、
前記中心軸を境界とする一方側に位置する円弧状の第1部位と、
前記中心軸を境界とする他方側に位置する円弧状の第2部位と、
を備え、
前記断面において前記第1部位の半径と前記第2部位の半径とは異なるピーニング装置。
【請求項10】
溶接構造物であって、
長手方向に延びる溶接継手を備え、
前記溶接継手における母材と溶接金属との境界部である溶接止端部は、ニードルによる打撃によって形成された凹部であるピーニング部を備え、
前記ピーニング部は、
前記長手方向に垂直な断面において前記母材の表面に連続するとともに前記母材の表面から前記母材の厚さ方向に凹む円弧状の第1凹部と、
前記断面において前記溶接金属の表面に連続するとともに前記溶接金属の表面から前記溶接金属の内部に向かって凹む円弧状の第2凹部と、
を備え、
前記第1凹部と前記第2凹部とは連続しており、
前記第1凹部の半径と前記第2凹部の半径とは異なる溶接構造物。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接継手における母材と溶接金属との境界部である溶接止端部をニードルによって打撃するピーニング技術に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、溶接継手の溶接止端部をニードルによって打撃して塑性変形させることにより、溶接止端部の応力集中を低減し、溶接継手の疲労強度を増大させるニードルピーニングが知られている。ニードルピーニングでは、ニードルの球状の先端部の半径を大きくすることにより、溶接止端部に形成される圧痕の半径も大きくなり、ピーニング後の疲労強度がより増大する。一方、ニードルの先端部の半径が大きすぎると、溶接金属と母材との境界までニードルが届かず、叩き残し(すなわち、ニードルと接触せず塑性変形しない部分)が生じ、溶接継手の疲労強度があまり増大しない可能性がある。また、ニードルの先端部の半径が小さすぎると、母材等における圧痕が過剰に深くなって疲労強度が低下するおそれがある。
【0003】
特許文献1では、溶接止端線に沿って振動端子を移動させつつ当該振動端子によって溶接止端線を打撃するピーニング処理を複数回繰り返す多重ピーニング処理方法において、i回目に使用する振動端子の先端部曲率半径R
i
と、(i+1)回目に使用する振動端子の先端部曲率半径R
i+1
とが、「R
i
<R
i+1
≦2R
i
」を満足するように設定することが提案されている。これにより、溶接止端部に、オーバーラップ疵および折れ込み疵を残存させることなく、溶接止端部の曲率半径を大きくすることによって応力集中を低減し、溶接継手の疲労強度が向上される。
【0004】
また、特許文献2は溶接止端部の超音波衝撃処理に関するものであるが、溶接止端部の曲率半径よりも小さい曲率半径を有するピンを用いて、溶接止端部に対してピンを当接させて超音波衝撃処理を行うことにより溶接止端部近傍の表面を加工硬化した後に、溶接止端部の曲率半径よりも大きい曲率半径を有するピンを用いて溶接止端部に対して超音波衝撃処理を施す技術が提案されている。
【先行技術文献】
【特許文献】
【0005】
特許第4842409号公報
特許第6756241号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、特許文献1の多重ピーニング処理方法のように、i回目のピーニング処理とi+1回目のピーニング処理とで振動端子の先端部曲率半径を変更するのみでは、溶接止端部の叩き残しが生じたり、母材等における圧痕が過剰に深くなるおそれがある。また、多重ピーニング処理方法では、先端部曲率半径が異なる2種類の振動端子をそれぞれ用いて、2回以上のピーニング処理を行う必要がある。特許文献2の超音波衝撃処理についても同様である。
【0007】
本発明は、上記課題に鑑みなされたものであり、溶接止端部における叩き残しの発生、および、母材の圧痕が過剰に深くなることを抑制することを目的としている。
【課題を解決するための手段】
【0008】
本発明の態様1は、長手方向に延びる溶接継手において、母材と溶接金属との境界部である溶接止端部をニードルによって打撃するピーニング方法であって、a)前記長手方向に垂直な断面において前記母材の表面に対して40°以上かつ80°以下の傾斜角にて傾斜する中心軸を中心とする棒状のニードルを、前記ニードルの先端部を前記溶接止端部に向けて配置する工程と、b)前記ニードルの前記先端部によって前記溶接止端部を打撃することにより、前記溶接止端部に対するピーニング処理を行う工程と、を備える。前記長手方向に垂直な断面における前記ニードルの前記先端部は、中心が前記中心軸上に位置する円弧状であって前記中心軸の前記母材側に位置する第1部位と、中心が前記中心軸上に位置する円弧状であって前記中心軸の前記母材側とは反対側に位置する第2部位と、を備える。前記断面において前記第1部位の半径は前記第2部位の半径よりも小さい。
【0009】
本発明の態様2は、態様1のピーニング方法であって、前記断面において前記第1部位の半径は前記第2部位の半径の25%以上かつ75%以下である。
【0010】
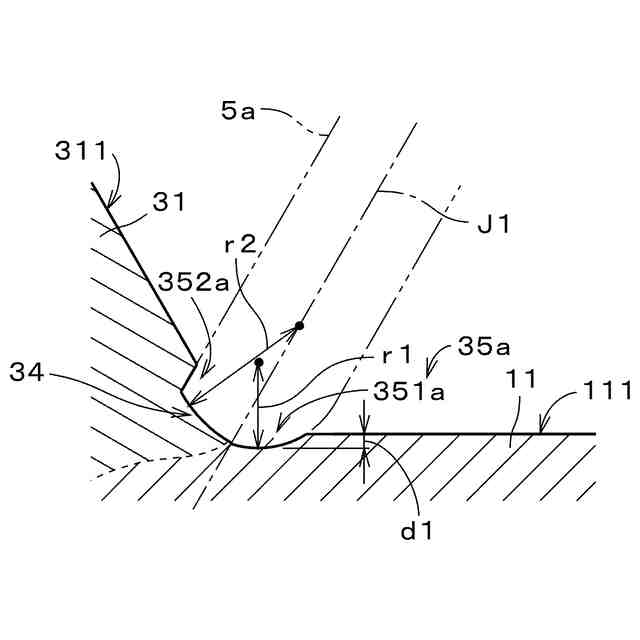
本発明の態様3は、長手方向に延びる溶接継手において、母材と溶接金属との境界部である溶接止端部をニードルによって打撃するピーニング方法であって、a)前記長手方向に垂直な断面において前記母材の表面に対して40°以上かつ80°以下の傾斜角にて傾斜する中心軸を中心とする棒状のニードルを、前記ニードルの先端部を前記溶接止端部に向けて配置する工程と、b)前記ニードルの前記先端部によって前記溶接止端部を打撃することにより、前記溶接止端部に対するピーニング処理を行う工程と、を備える。前記長手方向に垂直な断面における前記ニードルの前記先端部は、中心が前記中心軸上に位置する円弧状であって前記中心軸の前記母材側に位置する第1部位と、中心が前記中心軸上に位置する円弧状であって前記中心軸の前記母材側とは反対側に位置する第2部位と、を備える。前記断面において前記第1部位の半径は前記第2部位の半径よりも大きい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
鹿島建設株式会社
塔状構造物
9日前
カナデビア株式会社
ピーニング方法、ピーニング装置および溶接構造物
22日前
カナデビア株式会社
サクション基礎及びサクション基礎の地盤設置方法
1か月前
カナデビア株式会社
異常判定システム、異常判定方法及び制御プログラム
17日前
カナデビア株式会社
被分離流体が流れる通路形成用の外管及びこれを用いた分離装置
1日前
個人
フライス盤
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
6か月前
株式会社不二越
ドリル
6か月前
株式会社北川鉄工所
回転装置
5か月前
ダイニチ工業株式会社
配膳治具
25日前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
5か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
キヤノン電子株式会社
加工装置
22日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
ねじ整列トレー
17日前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
1か月前
睦月電機株式会社
金属表面処理方法
22日前
中国電力株式会社
養生シート
1か月前
個人
型枠製造装置のフレーム
2か月前
株式会社富田製作所
支持構造
1か月前
株式会社アンド
半田付け方法
2か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社向洋技研
スタッドの製造方法
24日前
大見工業株式会社
ドリル
4か月前
村田機械株式会社
レーザ加工機
6か月前
株式会社ツガミ
工作機械
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ