TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025166388
公報種別
公開特許公報(A)
公開日
2025-11-06
出願番号
2024070383
出願日
2024-04-24
発明の名称
ダイカスト装置及び鋳造品の製造方法
出願人
株式会社アルテックス
,
株式会社豊田自動織機
代理人
弁理士法人ぱてな
主分類
B22D
17/00 20060101AFI20251029BHJP(鋳造;粉末冶金)
要約
【課題】鋳造品におけるガス巣の発生を抑制できるダイカスト装置及び鋳造品の製造方法を提供する。
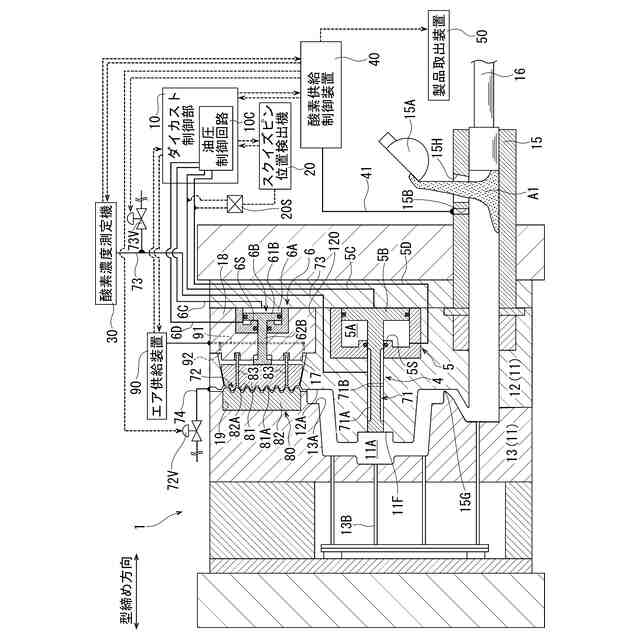
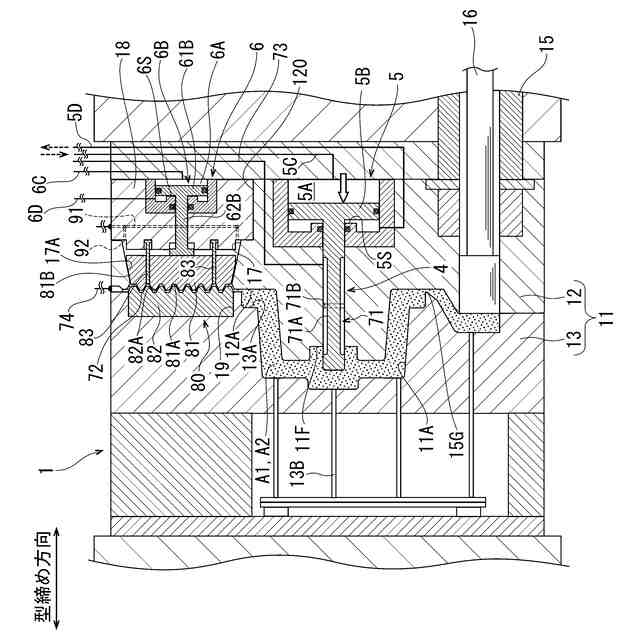
【解決手段】ダイカスト装置1は、金型11のキャビティ11A内を酸素で置換し、キャビティ11A内に溶湯A1を充填して鋳造品B1~B3を製造する。固定型12に第1チル型面81Aを有する第1チルブロック81が設けられ、可動型13に第2チル型面82Aを有する第2チルブロック82が設けられる。金型11が型締めされた状態で、固定型12の固定型面12Aと可動型13の可動型面13Aとの間にキャビティ11Aが区画され、第1チル型面81Aと第2チル型面82Aとの間にキャビティ11Aに連通されたチルベント排出路72が区画される。金型11が型締めされた状態で、第1チルブロック81及び第2チルブロック82の一方は他方に対して型締め方向に進退動可能ととされている。
【選択図】図1
特許請求の範囲
【請求項1】
金型のキャビティ内に酸素を供給するとともにチルベント排出路を含む排出経路を介して前記キャビティ内のガスを外部に排出することで、前記キャビティ内を酸素で置換し、前記キャビティ内に溶湯を充填して鋳造品を製造するダイカスト装置であって、
前記金型は、固定型面を有する固定型と、可動型面を有し、前記固定型に対して型締め方向に進退動可能とされた可動型とを含み、
前記固定型には、第1チル型面を有する第1チルブロックが設けられ、
前記可動型には、第2チル型面を有する第2チルブロックが設けられ、
前記金型が型締めされた状態で、前記固定型面と前記可動型面との間に前記キャビティが区画されるとともに、前記第1チル型面と前記第2チル型面との間に前記キャビティに連通する前記チルベント排出路が区画され、
前記金型が型締めされた状態で、前記第1チルブロック及び前記第2チルブロックの一方が他方に対して前記型締め方向に進退動可能とされていることを特徴とするダイカスト装置。
続きを表示(約 1,900 文字)
【請求項2】
前記固定型には、不動の離型ピンが設けられ、
前記第1チルブロックは前記固定型に前記型締め方向に進退動可能に支持され、
前記第1チルブロックには、前記第1チル型面に開口するとともに前記離型ピンが摺接する挿通孔が形成され、
前記第1チルブロックが前記型締め方向に前進した前進位置にいる状態で、前記挿通孔に挿通された前記離型ピンの先端面が前記第1チル型面の一部をなし、
前記第1チルブロックが前記型締め方向に後退した後退位置にいる状態で、前記離型ピンの先端が前記第1チル型面から突出する請求項1に記載のダイカスト装置。
【請求項3】
前記固定型は、前記固定型面に開口する収容孔を有し、
前記第1チルブロックは、前記収容孔に収容されるとともに、前記固定型に前記型締め方向に進退動可能に支持され、
前記収容孔は、前記固定型面から前記型締め方向に離れるに連れて互いの間隔が徐々に広がりつつ延びるテーパ状内側面を有し、
前記第1チルブロックは、前記型締め方向の進退動時に前記テーパ状内側面と摺接するテーパ状外側面を有している請求項1に記載のダイカスト装置。
【請求項4】
前記テーパ状内側面及び前記テーパ状外側面にエアを吹き付けるエア噴射装置を備えている請求項3に記載のダイカスト装置。
【請求項5】
前記キャビティ内に充填した溶湯を局所的に加圧するスクイズピンを備え、
前記排出経路は、前記スクイズピンに形成されたスクイズピン排出路を含み、
前記スクイズピン排出路は、前記スクイズピンが前記キャビティ内に進入した状態で前記キャビティ内と連通することで前記キャビティ内のガスを排出する一方、前記スクイズピンが前記キャビティ内から後退した状態で前記キャビティ内との連通が遮断される請求項1乃至4のいずれか1項に記載のダイカスト装置。
【請求項6】
前記排出経路は、前記チルベント排出路に接続された外部排出路を含み、
前記ダイカスト装置は、前記外部排出路を開放及び遮断可能な制御弁を備え、
前記スクイズピン排出路が前記キャビティ内と連通するときに、前記制御弁が前記外部排出路を遮断する請求項5に記載のダイカスト装置。
【請求項7】
請求項1乃至4のいずれか1項に記載のダイカスト装置を用いた鋳造品の製造方法であって、
前記金型の前記キャビティ内に酸素を供給するとともに前記チルベント排出路を含む前記排出経路を介して前記キャビティ内のガスを外部に排出することで、前記キャビティ内を酸素で置換する酸素置換工程と、
前記キャビティ内に前記溶湯を充填して前記鋳造品を製造する鋳造工程と、を有し、
前記酸素置換工程は、前記金型が型締めされ、かつ、前記第1チルブロック及び前記第2チルブロックの一方が他方に対して前記型締め方向に後退した後退位置にいる状態で、前記チルベント排出路を介して前記キャビティ内のガスを排出するチルベント排出工程を含み、
前記鋳造工程は、前記金型が型締めされ、かつ、前記第1チルブロック及び前記第2チルブロックの一方が他方に対して前記型締め方向に前進した前進位置にいる状態で、前記キャビティ内に溶湯を充填する溶湯充填工程を含むことを特徴とする鋳造品の製造方法。
【請求項8】
前記溶湯充填工程では、前記キャビティ内に充填された溶湯が固まり始めた凝固収縮の途中の状態で、前記前進位置にいる前記第1チルブロック及び前記第2チルブロックの前記一方を前記後退位置に向かって後退させる請求項7に記載の鋳造品の製造方法。
【請求項9】
前記ダイカスト装置は、前記キャビティ内に充填した前記溶湯を局所的に加圧するスクイズピンを備え、
前記排出経路は、前記スクイズピンに形成されたスクイズピン排出路を含み、
前記酸素置換工程は、前記スクイズピンが前記キャビティ内に進入した状態で前記スクイズピン排出路を前記キャビティ内と連通させ、前記スクイズピン排出路を介して前記キャビティ内のガスを排出するスクイズピン排出工程を含む請求項7に記載の鋳造品の製造方法。
【請求項10】
前記排出経路は、前記チルベント排出路に接続された外部排出路を含み、
前記スクイズピン排出工程では、前記外部排出路を遮断する請求項9に記載の鋳造品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明はダイカスト装置及び鋳造品の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1に従来のダイカスト装置が開示されている。このダイカスト装置は、金型のキャビティ内に酸素を供給し、排出経路を介してキャビティ内のガスを外部に排出することでキャビティ内を酸素で置換し、キャビティ内にアルミニウム溶湯を充填して鋳造品を製造する。
【0003】
そして、このダイカスト装置では、キャビティ内のガスを排出するための排出経路にチルベントが設けられている。チルベントでは、キャビティと連通するチルベント排出路を介してアルミニウム溶湯に含まれる窒素等のガスを外部に排出する。これにより、鋳造品におけるガス巣の発生が抑制される。
【0004】
この際、キャビティ内のガスがほぼ全て排出されてアルミニウム溶湯がチルベント排出路まで達すると、チルベント排出路内に流入したアルミニウム溶湯は急冷凝固される。これにより、チルベント排出路からのアルミニウム溶湯の外部流出が阻止される。
【先行技術文献】
【特許文献】
【0005】
特開2004-223610号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記従来のダイカスト装置において、アルミニウム溶湯が固化した固化物がチルベント排出路に張り付いて残ることがある。そうすると、チルベント排出路の流路断面積が減少するため、チルベント排出路からのガス抜きが不十分になってキャビティ内の酸素置換が不十分になる可能性がある。この場合、鋳造品におけるガス巣の発生を抑制し難くなるおそれがある。
【0007】
本発明は、上記従来の実情に鑑みてなされたものであって、鋳造品におけるガス巣の発生を抑制できるダイカスト装置及び鋳造品の製造方法を提供することを解決すべき課題としている。
【課題を解決するための手段】
【0008】
本発明のダイカスト装置は、金型のキャビティ内に酸素を供給するとともにチルベント排出路を含む排出経路を介して前記キャビティ内のガスを外部に排出することで、前記キャビティ内を酸素で置換し、前記キャビティ内に溶湯を充填して鋳造品を製造するダイカスト装置であって、
前記金型は、固定型面を有する固定型と、可動型面を有し、前記固定型に対して型締め方向に進退動可能とされた可動型とを含み、
前記固定型には、第1チル型面を有する第1チルブロックが設けられ、
前記可動型には、第2チル型面を有する第2チルブロックが設けられ、
前記金型が型締めされた状態で、前記固定型面と前記可動型面との間に前記キャビティが区画されるとともに、前記第1チル型面と前記第2チル型面との間に前記キャビティに連通する前記チルベント排出路が区画され、
前記金型が型締めされた状態で、前記第1チルブロック及び前記第2チルブロックの一方が他方に対して前記型締め方向に進退動可能とされていることを特徴とする。
【0009】
本発明のダイカスト装置では、金型が型締めされた状態で、第1チルブロック及び第2チルブロックの一方が他方に対して型締め方向に進退動可能とされており、第1チル型面と第2チル型面との間に区画されるチルベント排出路の流路断面積が可変とされている。このため、たとえチルベント排出路に溶湯の固化物が張り付いて残っていたとしても、第1チルブロック及び第2チルブロックの一方を他方に対して型締め方向に後退させてチルベント排出路の流路断面積を拡大させれば、チルベント排出路からのガス抜きが不十分になることを抑制できる。その結果、キャビティ内の酸素置換が不十分になることを抑制できる。
【0010】
したがって、本発明のダイカスト装置は、鋳造品におけるガス巣の発生を抑制できる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
3か月前
個人
ピストンの低圧鋳造金型
7か月前
トヨタ自動車株式会社
押湯入子
3か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
芝浦機械株式会社
成形システム
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
日本製鉄株式会社
モールドパウダー
1か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
株式会社キャステム
鋳造品の製造方法
7か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
芝浦機械株式会社
成形機
9か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
個人
透かし模様付き金属板の製造方法
10か月前
芝浦機械株式会社
成形機
9か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
5か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
旭有機材株式会社
鋳型の製造方法
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
9か月前
トヨタ自動車株式会社
突き折り棒
6か月前
株式会社浅沼技研
鋳型及びその製造方法
8か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
芝浦機械株式会社
溶解保持炉
24日前
トヨタ自動車株式会社
金型冷却構造
6か月前
JFEミネラル株式会社
Ni合金粉
1か月前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
8か月前
株式会社プロテリアル
金属付加製造物の製造方法
8か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
7か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































